
铝和不锈钢摩擦焊接界面组织与性能研究
2021-09-10 06:12倪加明陈梦凡卜星
电焊机 2021年3期
关键词:力学性能
倪加明 陈梦凡 卜星

摘要:针对6061铝合金与1Cr18Ni9Ti不锈钢异种金属焊接,采用连续旋转摩擦焊接实现铝钢异种材料焊接,并采用SEM、EDS进行组织分析和性能测试。试验结果表明:在旋转速率为600 r/min、顶锻压力为4.5 MPa,顶锻时间为2 s等工艺参数条件下,铝/钢摩擦焊接头结合紧密,界面呈现波纹状;接头抗拉强度可达252 MPa,且拉伸断裂位置发生在铝侧;铝/钢异种材料接头的结合界面两边互有元素扩散,形成厚度小于2 μm的金属间化合物层;其显微硬度在界面处发生阶跃变化,且形成金属间化合物的界面处硬度最高达230 HV。
关键词:旋转摩擦焊;铝/钢异种金属;力学性能;微观组织
中图分类号:TG453+.9 文献标志码:A 文章编号:1001-2003(2021)03-0055-04
DOI:10.7512/j.issn.1001-2303.2021.03.10
0 前言
鋁合金具有比强度高、密度小等优点,钢具有良好的力学性能和焊接性能。铝钢异种材料形成的焊接接头,可以充分发挥两种材料各自的优良性能。用于新一代运载火箭推进剂动力系统,满足结构轻量化设计与材料综合强度性能需求[1]。
由于钢与铝的物理化学性能差异较大,采用传统电弧熔焊方法,接头易生成铝钢金属间化合物,大量的金属间化合物将导致接头产生裂纹等内部缺陷,接头性能难以满足要求[2-3]。旋转摩擦焊接作为一种高效率的固相焊接方法,与传统熔焊法相比,减少了材料因熔化而形成脆性金属间化合物的可能性,在异种金属连接领域具有良好的应用前景。M. Ashfaq[4]等人采用外锥形结合面获得的最优接头强度可达220 MPa。近年来,国内外研究人员针对铝/钢摩擦焊开展了相关研究,研究了不同摩擦焊方式的工艺参数对接头力学性能和组织成分的影响[5-9]。张鹏飞[10]等人通过分析发现铝钢接头结合方式属于机械及冶金结合。
文中针对6061铝合金和1Cr18Ni9Ti不锈钢开展了旋转摩擦焊工艺研究,探讨了两种材料的焊接性,研究旋转速率、顶锻压力、接头结构形式对焊接组织与性能的影响。
1 试验方法
采用φ30 mm的6061铝合金棒材和φ30 mm的不锈钢棒材。6061铝合金初始状态为T6,其化学成分见表1,力学性能见表2。
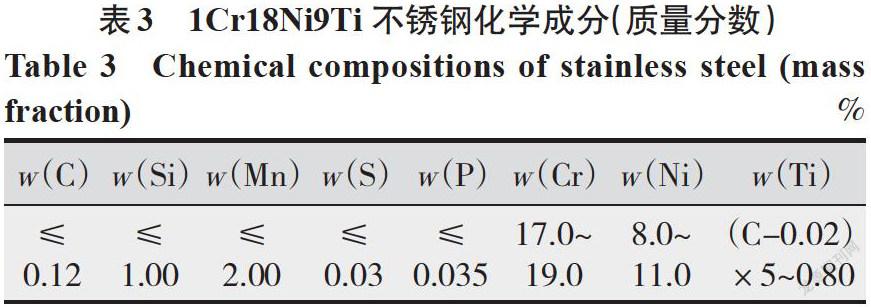
1Cr18Ni9Ti不锈钢初始状态为固溶退火态,基体硬度180 HV,其化学成分见表3。
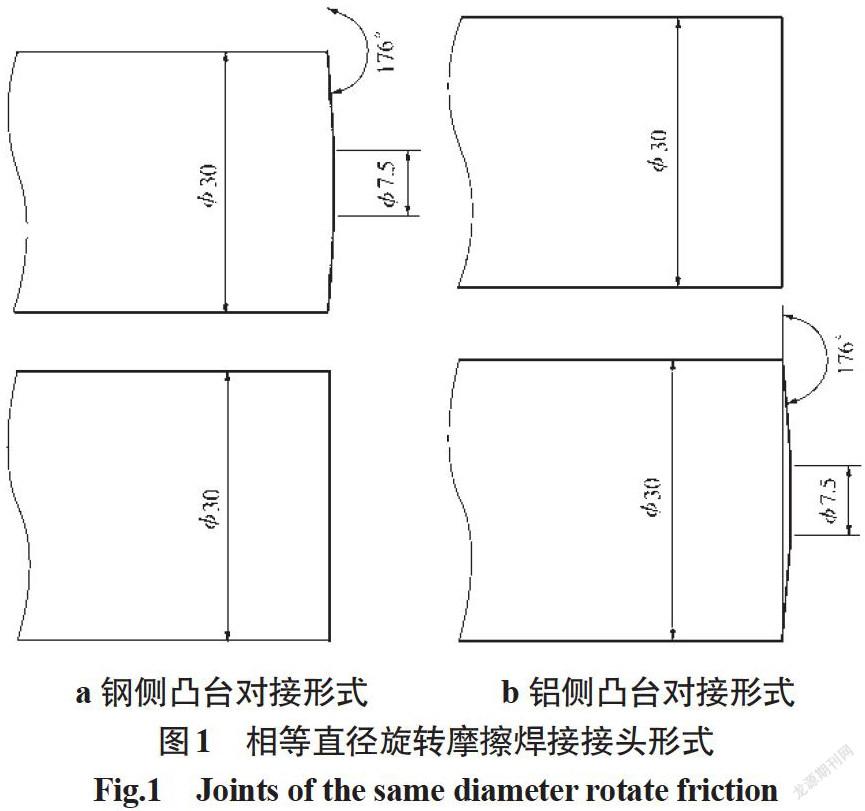
为了增强铝/钢摩擦焊接头中心区域的耦合程度,设计了2种形式的凸台结构。将铝合金和不锈钢棒材的端面加工成如图1所示的两种不同接头形式的铝/钢摩擦焊接头。可通过对比接头抗拉强度,优化接头形式。图1a为采用钢侧凸台对接形式,图1b为由铝侧凸台对接形式。
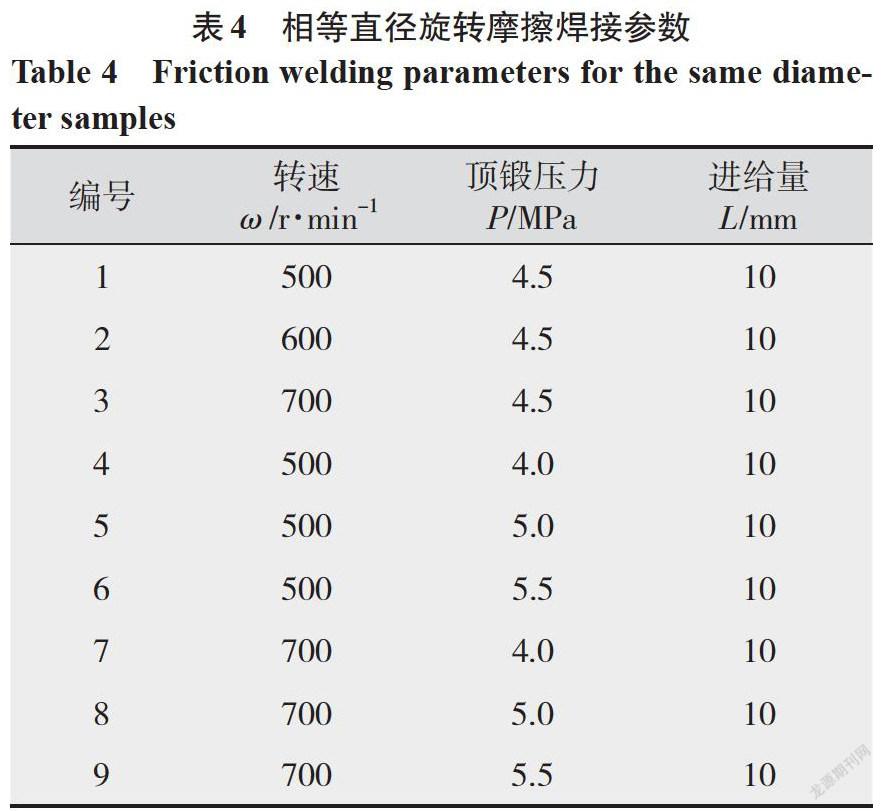
试验所用设备为C32-SF-J型旋转摩擦焊机,最大顶锻压力320 kN,主轴转速0~1 500 r/min,工作台最大行程320 mm,设备采用PLC程序控制,可预先设置焊接时间等其他参数。一级摩擦压力为3 MPa,二级摩擦压力4 MPa,顶锻方式采用顶锻后再停机,顶锻时间2 s,停机时间0.2 s。其他工艺参数如表4所示。
用线切割将铝-钢异种材料接头沿轴向剖切后进行金相腐蚀,分析其焊缝形貌并观察微观组织。6061铝合金的金相腐蚀用低浓度混合酸,1Cr18Ni9Ti不锈钢的金相腐蚀用FeCl3+HCl溶液;用LEICA DMR材料显微镜观察接头焊缝的显微组织形貌;用FEI Quanta 450扫描电子显微镜分析焊合区形貌与元素金相分析。常温拉伸试验使用WAW-300B微机控制电液伺服万能试验机。
2 测试结果及分析
2.1 宏观形貌分析
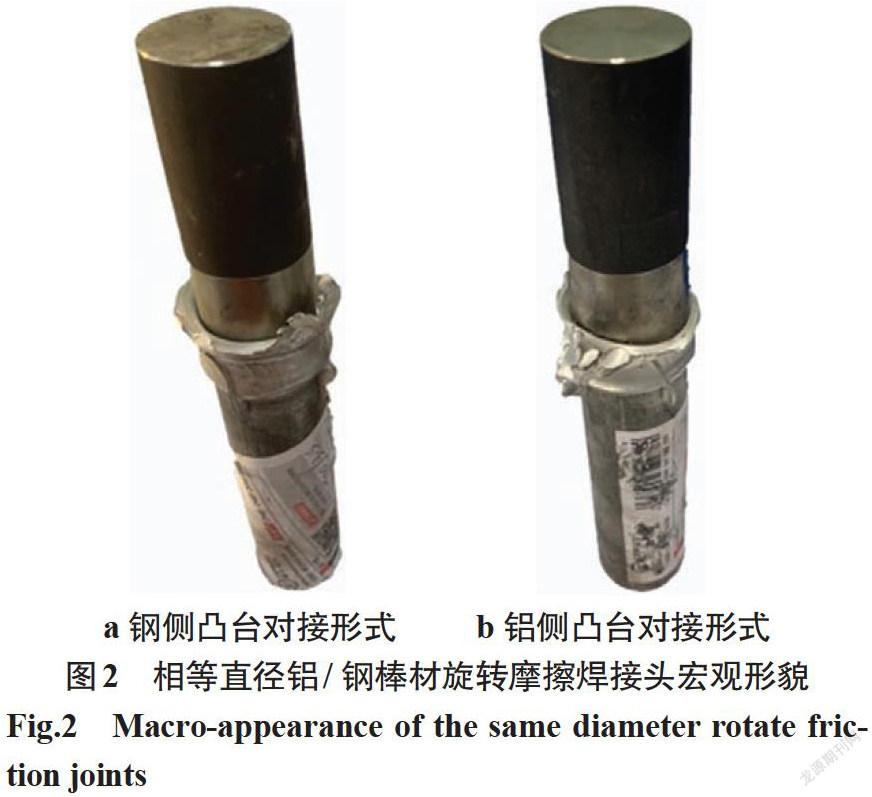
相等直径的铝/钢棒材旋转摩擦焊接时,整体产生的飞边量较大,主要是在顶锻和停机过程中生成。
采用钢侧凸台对接形式的接头(见图2a),在顶锻过程中形成了均匀连续的包覆形飞边,存在少量开裂,颜色呈浅灰色。采用铝侧凸台对接形式的接头(见图2b),在顶锻过程中形成了包覆形飞边,但部分飞边开裂且存在少量絮状、丝状铝合金,颜色介于银白色与浅灰色之间。铝/钢摩擦焊接头形成的飞边均由铝合金产生,是由转速、摩擦压力、进给量、顶锻压力等多种因素造成的。根据飞边的形貌可以反映出焊接过程中热输入的情况。过高的转速或顶锻压力都会使铝合金受热过度,造成大量非均匀飞边,导致大量变形和材料的消耗,不利于获得高质量的接头;过低的转速或顶锻压力则会使铝合金受热不足,形成少量飞边或不完整飞边,导致界面熔合不足,也不利于获得高质量的接头。
2.2 接头力学性能
采用转速600 r/min,顶锻力4.5 MPa,进给量10 mm的旋转摩擦焊接,钢侧凸台设计接头的平均抗拉强度为252 MPa,延伸率为4.5%。采用转速600 r/min,顶锻力4.5MPa,进给量10 mm,铝侧凸台设计接头的平均抗拉强度为212 MPa,延伸率为2.0%,相对钢侧凸台设计拉伸强度有所降低。试验结果显示,铝钢异种材料接头的抗拉强度和延伸率随转速提高而显著降低。分析认为由于转速提高,摩擦焊接热输入增加,铝/钢异种材料接头结合界面金属间化合物增多,导致焊接接头强度下降。同时,采用钢侧凸台接头形式的抗拉强度大于铝侧凸台的抗拉强度。分析认为,钢侧凸台接头形式能够有效改善旋转摩擦焊接过程热量产生和传递,有效平衡钢侧与铝侧对接棒材的温度场,实现可靠的有效连接,因此采用钢侧凸台设计得到的铝钢异种材料接头的力学性能较好。
2.3 焊缝形貌和组织分析
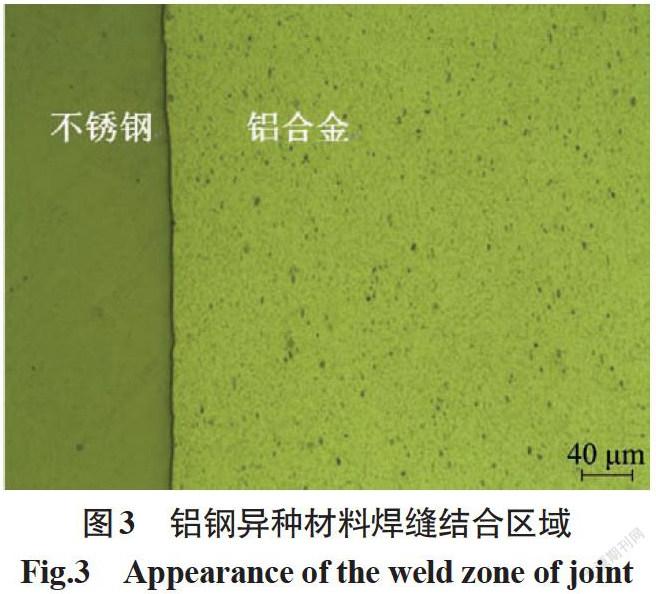
采用转速600 r/min、顶锻压力4.5 MPa、进给量10 mm获得的接头轴向剖切的焊缝形貌微观组织如图3所示。铝钢异种材料焊接结合界面比较清晰,两种材料结合紧密,无孔洞、缝隙等缺陷,不锈钢组织无熔化及变形。
结合界面铝侧形成大量旋转有序组织分布,其上分布强化相粒子。分析认为在旋转摩擦焊接过程中,低硬度铝合金发生半固态塑性流动以及组织再结晶,并析出第二相粒子。临近界面20 μm铝侧的金相组织晶粒细小,且越靠近焊缝的区域,晶粒越细小而致密。这是因为钢和铝的热导率和热扩散系数存在差异,钢侧热导率高,冷却速率快,越临近界面晶粒越细小。
2.4 显微硬度分析
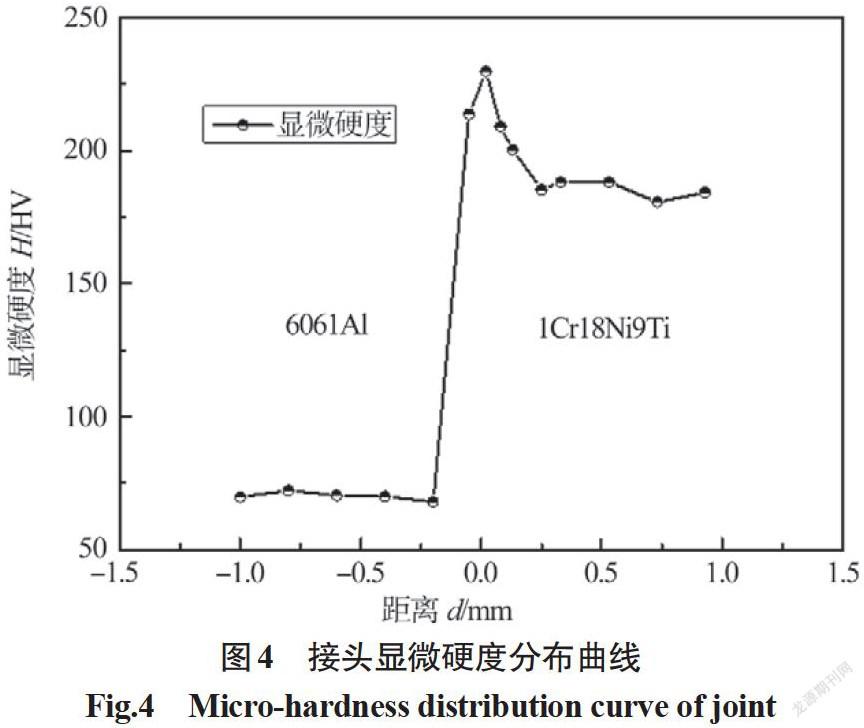
铝/钢异种材料接头显微硬度分布曲线如图4所示。由图可知,6061铝合金的显微硬度值几乎没有变化,仅在距离界面中心0.05 mm的位置处,硬度从基体的70 HV提高到了76 HV。这是因为Fe元素的扩散会使接头铝侧产生一定的固溶强化作用,焊接过程中组织发生动态再结晶引起的细晶强化也会提高材料的显微硬度。铝/钢异种材料接头的显微硬度值在焊缝界面结合区域有明显的突变,结合界面金属间化合物的显微硬度达230 HV。不锈钢基体显微硬度为180 HV,随着远离焊缝,显微硬度逐渐降低至正常值。这是因为Al元素的扩散促使结合界面附近的不锈钢组织产生了时效强化。
2.5 结合界面分析
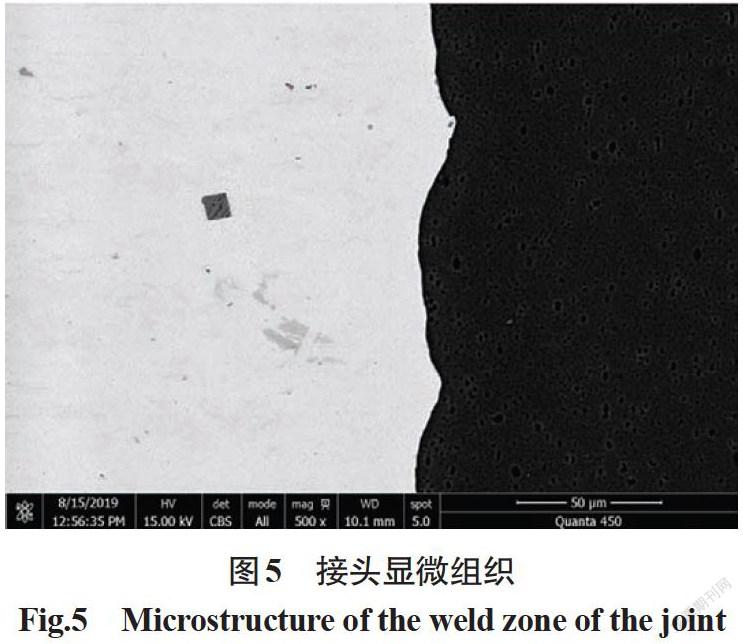
采用扫描电子显微镜分析接头结合界面,如图5所示。由图可知,界面呈波纹状,铝和钢结合致密,相互嵌合,没有未熔合现象,无裂纹缺陷。铝钢异种材料结合界面金属间化合物层厚度小于2μm。经能谱分析显示,铝钢异种材料结合界面元素分布,铝合金与不锈钢形成较为清晰的元素分布界面。同时,由于旋转摩擦焊的焊接过程比较复杂,伴随着再结晶冶金和元素扩散等行为。
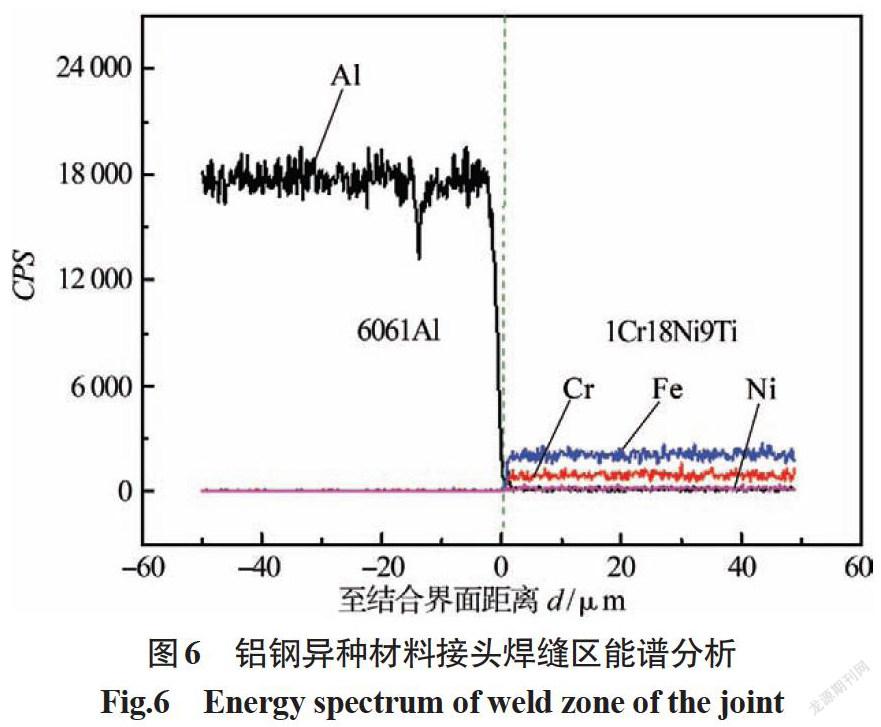
采用EDS对铝-钢异种材料元素扩散进行分析,如图6所示。铝钢异种材料接头结合界面两侧扩散的元素主要有Al、Fe和Cr,其扩散都是渐变性的。其中Al元素的扩散距离约为4~4.5 μm,Fe和Cr元素的扩散距离为1.5~2 μm。Fe、Cr的原子半径和晶体结构等方面相似,相同条件下Fe与Cr的自扩散系数相近,因此扩散距离接近。而Al与Fe、Cr的差异较大,相同条件下自扩散系数更大,扩散速度更快。
3 结论
(1)直径30 mm的不锈钢和6061铝合金棒材的旋转摩擦焊接,采用钢侧凸台设计更容易获得成形良好的焊接接头。在转速600 r/min,一级摩擦压力3 MPa,二级摩擦压力4 MPa,顶锻压力4.5 MPa,顶锻时间2 s,进给量10 mm的焊接参数下,焊接接头飞边形貌良好。(2)采用转速600 r/min,顶锻力4.5 MPa,进给量10 mm的旋转摩擦焊接,钢侧凸台设计接头的平均抗拉强度为252 MPa延伸率为4.5%;铝侧凸台设计接头的平均抗拉强度为212 MPa,延伸率为2.0%,相对钢侧凸台设计拉伸强度有所降低。(3)在文中试验条件下,铝和钢异种金属结合致密,界面呈现波纹状,元素分布清晰,Al、Fe和Cr元素有相互扩散,金属间化合物层厚度小于2 μm。(4)显微硬度在界面处发生阶跃变化,最高达230 HV。
参考文献:
冯健,韩靖,张雪梅,等.7A04铝合金/304不锈钢连续驱动摩擦焊及焊后热处理[J].焊接学报,2018,39(8):11- 17.
黄永宪,黄体方,万龙,等. 铝/钢异种材料搅拌摩擦焊研究进展[J]. 精密成形工程,2018,10(1):23-30.
何欢,陈哲,林三宝,等. 铝-钢异种材料连接技术研究进展——固相焊[J].焊接,2013(9):18-22.
Ashfaq M,Sajja N,Khalid Rafi H,et al. Improving strength of stainless steel/aluminum alloy friction welds by modifying faying surface design[J]. Journal of Materials Engineering and Performance,2013,22(2):376-383.
Kimura M,Kusaka M,Kaizu K,et al. Friction welding technique and joint properties of thin-walled pipe friction-welded joint between type 6063 aluminum alloy and AISI 304 austenitic stainless steel[J]. The International Journal of Advanced Manufacturing Technology,2016,82(1-4):489-499.
张丽娜,赵衍华,张田仓,等. 2219铝合金与不锈钢惯性摩擦焊接接头组织与力学性能[J]. 电焊机,2017,47(11):100-105.
李经纬. 电解铝阳极导杆铝-钢相位摩擦焊技术研究[D]. 甘肃:兰州理工大学,2014.
马肖飞. 铝合金/不锈钢异种金属轴向摩擦焊接工艺[D]. 山东:山东大学,2018.
刘雄波. 铝/钢连续驱动摩擦焊焊接界面行为及力学性能研究[D].甘肃:兰州理工大学,2018.
张鹏飞,张昌青,董丽娜. 铝与钢的摩擦焊接接头分析[J]. 焊管,2012,35(6):13-21.
吴铭方, 司乃潮, 王敬, 等. 铁/铝扩散偶界面反应层生长机理分析[J]. 焊接学报, 2011, 32(5): 29 − 32.
王希靖,商献伟,芝丽丽,等. 大截面铸铝-铸钢摩擦焊接接头显微分析[J]. 焊接學报,2010,31(2):29-32.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
建筑科学与工程学报(2016年6期)2017-01-18
建材发展导向(2016年6期)2017-01-17
现代商贸工业(2016年28期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科技视界(2016年7期)2016-04-01
