浅析缸盖座圈凡尔线尺寸超差
2021-09-10 07:22杜江
内燃机与配件 2021年6期
杜江



摘要:介绍Mapal 座圈刀具精镗某发动机进排气座圈的工艺过程;通过使用Mapal 座圈导管刀具对发动机缸盖座圈凡尔线角度和宽度经常超差问题进行研究;根据密封带宽度角度其变化规律更改刀具调整的公差,进而提高刀具寿命。
Abstract: This paper introduces the machining process what Mapal valve seat tool fine boring intake and exhaust valve seat ring of an engine;By using Mapal seat ring guide tool the problem that the angle and width of valve line of the cylinder head seat ring of the engine always exceed the tolerance is investigated; The tolerance of the tool adjustment is changed according to the change law of the width and angle of the sealing line, so as to improve the tool life.
关键词:座圈密封带;Mapal 座圈导管刀具;刀具磨损试验;刀具调整
Key words: sealing line of valve seat;Mapal valve seat and guide tool;test tool wear;tool adjustment
中图分类号:TG162.25 文献标识码:A 文章编号:1674-957X(2021)06-0026-02
0 引言
发动机缸盖是汽车动力总成中设计最为紧密复杂的箱体零件[1],其中最为重要的就是座圈导管的加工,而且精度要求很高,因座圈有很高的硬度, 刀具寿命极低。Mapal刀具研究出一整套座圈导管孔的加工系统,给各大发动机工厂提高了生产效率,并大大降低刀具成本。但是此刀具还有一些的不足,比如:加工首件座圈带宽角度超差、随着寿命的增加座圈尺寸不稳定。如何有效的提高刀具的稳定性,降低刀具成本是刻不容缓的事情。
1 座圈加工工艺介绍
1.1 工艺要求
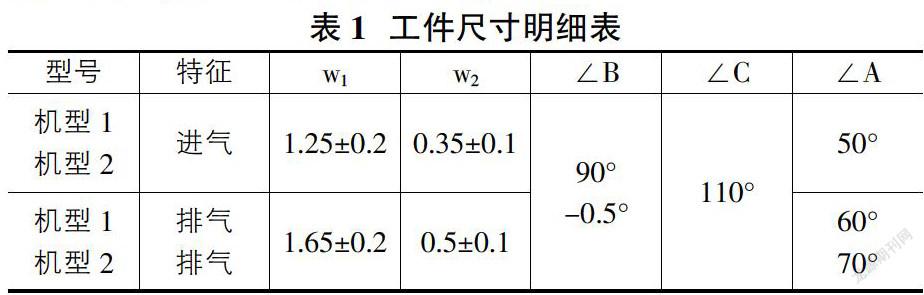
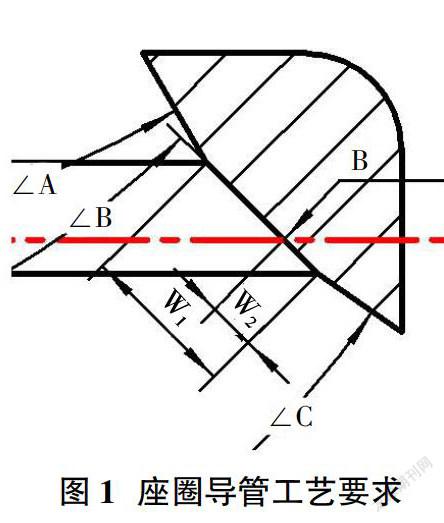
下面介绍进排气气门座圈孔工艺要求:一共2种机型,这2种机型进气侧同属一种带宽角度结构,排气侧带宽尺寸要求是一致的,角度方面机型1和机型2要求上带宽线角度有变化。如图1和表1所示。
1.2 座圈加工工艺
所有机型座圈导管刀具均使用的是Mapal 特有的6角型PCBN刀片,如图2所示:机型1和机型2 进气使用1把较长的座圈导管刀具,45°角度可以调节,其余度数是不可调节。排气侧使用短的座圈导管刀具,调节机构相同;机型2排气侧使用2把座圈刀具,粗加工刀具3个角度全部都是固定刀片,90°给精加工余量0.1,其余角度在粗加工时已经加工完成。精加工刀具仅1个可以调节的刀片。进排气,侧加工座圈时参数:S∶1009r/min;F∶81mm/min;Fz∶0.08mm/z,加工结束位置空转2转,然后退刀。
2 Mapal座圈刀具角度带宽超差影响因素
2.1 机型1带宽角度与刀具寿命关系
2.1.1 实验方案设计
控制变量:①用zoller将刀具加工座圈90°角度的刀片尺寸调成44.82°。②试验期间刀具未换机床,机床使用的是GROB G520。③加工参数。④冷却液使用的是8%浓度的乳化液。自变量:刀具寿命。因变量:座圈的角度和带宽值。实验方法:将此刀安装到机床上加工工件,每120件用手检具检测角度和带宽,研究随寿命增加角度和带宽的变化。
2.1.2 试验结果与分析
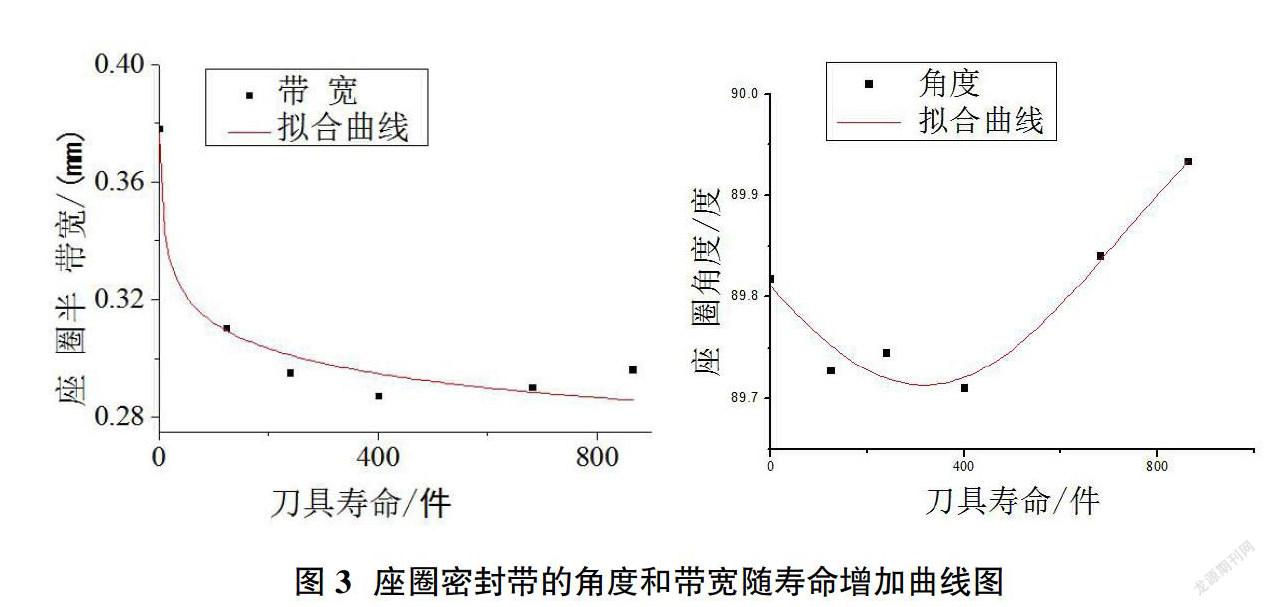
在控制单一变量的情况下,座圈角度和带宽的变化如图3所示:我们发现座圈带宽角度先变小之后再变大,角度变大的速度随着寿命增加而变陡。座圈带宽随着寿命增加带宽会边窄,带宽变窄的速度随着寿命的增加而变缓。
因为随着刀具寿命增加,使用的冷却液是浓度8%乳化液,PCBN刀片在此條件下可和氧发生化学反应造成PCBN晶体使晶面产生凹陷,晶棱缩小[2]。也就是说刀具磨损经历初期磨损和正常磨损,后刀面被磨掉,刀刃位置发生改变[3],到寿命的座圈导管刀具刀片已经磨损形成月牙洼。然后使用zoller对刀仪测量磨损刀片不同位置的角度,如表2所示:加工90°的刀片未磨损的位置角度44.82°与初始调刀值一致,证明刀片未松动,刀片磨损处的角度先变大然后再变小,表明刀片磨损程度已经很严重。
将测量出的刀片磨损的角度和位置画出座圈工件加工的轮廓如图4看出工件已经形成凸型,图中标红的线就是凡尔线角度测量的位置直径为28.4mm,我们发现此位置角度确实是增加了,符合试验结果。因为凡尔线位置是根据定直径测高度得出的,并且加工工件成凸型故凡尔线位置下移动,从而半带宽宽度长度从0.35mm变成了0.33mm。
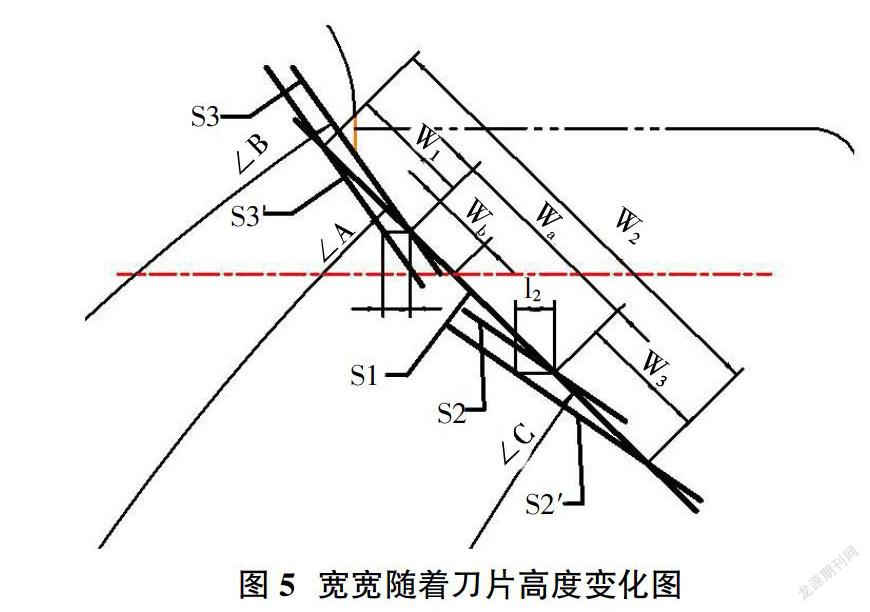
2.2 调刀公差设定值影响首件带宽超差
如果座圈导管刀各个角度刀片的高度调整值不合理,容易造成首件的带宽超差。如图5所示假设刀片不磨损,补偿值正确、主轴跳动≤5um和刀片未松动的理想状态情况下,可以将座圈导管刀刀片和公称高度偏差值与座圈半带宽和带宽长度变化w1、w1+w3的关系简化成的已知边长L∠A∠B∠C求宽度W1W3的三角函数问题。
当只有S3刀片移动到S3’ 的位置时∠A是直角,∠B、∠C是锐角的条件,∠B >∠A半带宽变化值=全带宽变化值w1可表示为:w1=l1Sin∠B/sin(∠B-∠A)
当只有S2刀片移动到S2’的位置时,半带宽变化值不变化,∠A是直角,∠B、∠C是锐角,∠B >∠A 的条件下全带宽变化值可表示为:
w3=l1Sin∠C/sin(∠B-∠A)
同理可证,当只有S1刀片移动,同上条件半带宽变化值w1可表示为:
w1=l1Sin∠B/sin(∠B-∠A)
全带宽变化值可以表示为w1+w3。
2.3 机型2机床刀具不合理的更换
加工机型2时,当粗精加工刀具其中一把因异常情况需要更换时,如果只更换问题刀具,很容易导致带宽超差。是因为新刀具磨损和旧刀具磨损不一致。从而导致旧刀有月牙洼,带宽将少切。而新刀则很锋利带宽切得符合理论值。同理如果在刀具加工首件的时候一个角度使用刃口带圆角的刀片,一个角度使用负倒棱的刀片,圆角刀片将比负倒棱刀片更加钝,也可能会出现带宽超差的问题。
2.4 机床跳动
如果机床用200mm验棒测跳动径向跳动≤5um对于座圈带宽和角度影响很小,主轴跳动对带宽和角度的影响可,如果跳动非常大,机型2这种2刀切的方案粗精刀具跳动方向不一致,会造成工件带宽和角度超差。比如机型2精加工刀具安装在跳动大的机床,当机床主轴跳动大的方向和刀片方向一致就会导致加工的角度变小,座圈过切,带宽变宽,如果机床主轴跳动大的方向和刀片方向相反就会导致加工的角度变大,座圈少切,带宽变窄。
3 总结
①總结出带宽随着刀具寿命增加而变窄,角度随着刀具寿命增加而变大,根据此规律我们将机型1进气侧刀具45°调整角度减小,刀具寿命从平均600件提升到了900件。②在机型2我们根据理论计算所得,座圈半带宽跟45°刀片和55°的高度有关,而带宽跟55°和35°之间高度和45°刀片高度有关。故我们控制座圈粗加工刀具35°和55°刀片之间的距离公差从±0.02改成±0.01,此机型的首件合格率从50%提高到了90%。本文浅析了座圈角度带宽超差的因素,根据变化规律制定方案,降低了工件的单件成本。
参考文献:
[1]金镭,廖慧阳,陈勇.缸盖气门座圈及气门导管粗精加工方案研究[J].汽车零部件制造技术,2018(2):39-41.
[2]唐宜胜,许立,张宝坤.CBN刀具磨损机理分析[J].1992,13(2):100-102.
[3]叶铮.PCB刀具负倒棱对其硬态切削性能的研究[D].合肥:合肥工业大学,2016.