
5754铝合金/镀锌钢CMT焊接接头微观组织和力学性能的研究
2021-09-10 19:17徐德进冯菲玥李芳陈云霞
电焊机 2021年6期
徐德进 冯菲玥 李芳 陈云霞


摘要:分别选用ER4043焊丝和ER4047焊丝,采用CMT焊对AA5754铝合金板和DC56+Z50镀锌钢板异种材料进行焊接,通过拉伸、弯曲、疲劳以及金相分析等试验对铝/钢焊接接头力学性能与显微组织进行了研究。结果表明:在CMT电流模式下,采用ER4043焊丝和ER4047焊丝均能得到成形良好的焊接件。拉伸断裂在铝侧焊缝,同时生成的金属化合物层厚小于10 µm,主要是Fe2Al5和FeAl3。焊接电流为60 A,采用ER4043焊丝的焊接接头抗拉性能较为理想,在焊缝处均没有出现裂纹,铝/钢搭接接头的断裂位置在铝侧焊缝处,但是接头疲劳性能存在较大的波动,接头的疲劳寿命达到107次时加载应力仅为63 MPa。
关键词:冷金属过渡焊;铝合金;镀锌板;微观组织;力学性能
中图分类号:TG457.14 文献标志码:A 文章编号:1001-2003(2021)06-0081-06
DOI:10.7512/j.issn.1001-2303.2021.06.15
0 前言
节能减排及环境保护的全球战略对现代航空航天、轨道交通、海洋工程等结构设计轻量化提出了越来越高的要求,为了降低工程装备的重量,同时保证工程装备的安全性,钢和铝合金及其异质材料的连接构件得到了日益广泛的应用[1-4]。然而铝/钢在物理化学性能方面差异明显,导热率、线膨胀系数相差较大导致焊后接头发生严重变形,存在很大的残余应力;钢材熔点高,铝合金熔点低,使得冷却结晶后的焊缝成分分布不均匀,接头性能降低;铁在铝中的固溶度几乎为零,所以铁铝会产生多种硬脆相的金属间化合物(Intermetallic Compound,IMC),如η相Fe2Al5和θ相FeAl3,其中Fe2Al5硬度约为1 050 HV,FeAl3硬度为900 HV[5];铝合金和钢在焊接过程中还容易出现气孔、裂纹、未熔合等问题。因此其连接接头的可靠性成为影响铝/钢连接件高品质制造的关键问题。
冷金属过渡焊(Cold Metal Transfer,CMT)技术是由Fronius公司在2002年研发出的一种无飞溅和焊渣且热输入量低的新型焊接技术。该技术基于短路过渡的熔化极气体保护焊(Gas Metal Arc Welding,GMAW)技术,在熔滴短路时,焊丝发生回抽,帮助熔滴过渡到熔池中,减少了飞溅和焊渣的产生,同时短路的输出电流趋近于零,因而具有较小的热输入量[6]。王志平[7]等使用CMT焊机对镀锌板/铝进行焊接,研究了镀锌板厚度对焊缝形状、界面组织和接头抗拉强度等的影响,通过控制镀锌板厚度,改善了CMT熔钎焊中存在的接头缺陷,获得了良好的接头。
文中采用ER4043和ER4047两种不同焊丝对5754铝合金和DC56+Z50镀锌钢板进行CMT搭接熔焊,通过优化焊接工艺参数获得了良好的铝/钢焊接接头,并研究不同焊接电流对5754铝合金和DC56+Z50镀锌钢板焊接接头组织和力学性能的影响。
1 试验材料与方法
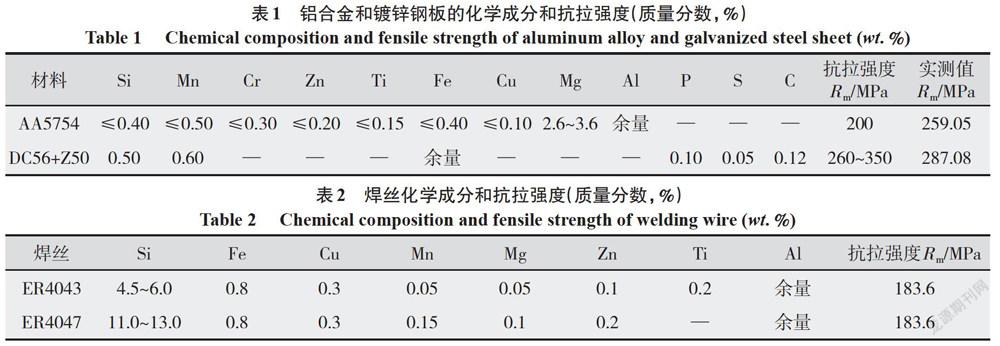
试验母材选用板厚2 mm的 AA5754车用铝合金板和 DC56+Z50镀锌钢板,焊丝分别选用直径为1.2 mm的ER4043和ER4047,母材及焊丝主要化学成分与抗拉强度如表1、表2所示。
焊接设备选用Fronius公司Advanced 4000R 焊机、CMT VR7000 送丝系统和YASKAWA公司生产的 MOTOMAN焊接机器人系统对车用铝合金和镀锌板进行搭接焊接。焊前使用丙酮清洗去除铝合金板及镀锌钢板表面污迹,再用机械方法去除铝合金表面及侧边氧化膜。铝/钢CMT搭接焊接试验的工装示意如图1所示,其中铝合金板被安放在镀锌钢板上面,搭接量为10 mm。试验中焊枪与焊件的夹角为45°,垂直距离为10 mm。试验分别采用交流-深熔焊(AC-DP)、交流-熔焊(AC-P)、直流-熔焊(DC-P)和CMT焊四种模式。主要焊接试验参数为:焊接速度0.36 m/min,焊接电压11.2 V,焊接电流50 A。保护气体使用Ar+CO2,气体流量20 L/min。
获得不同焊接工艺下铝/钢搭接焊接接头,为进一步研究铝/钢界面组织及力学性能,焊后用线切割在焊件接头上沿垂直焊缝方向分别切割出80 mm×12 mm的条形试样,并保证焊缝处于试样中部,切割制成室温拉伸、弯曲、疲劳试样,每组焊接参数取三根试样,使用MTS810材料万能试验机对焊后接头进行拉伸力学性能测试,拉伸试验参照GB_228.1-2010标准进行,拉伸速度为1 mm/min。疲劳试验过程中应保证工件处于竖直状态,当采用横轴加载时试样只受到轴向拉应力的作用。采用常规的金相试样制备方法制备焊接接头截面的金相试样,选取Keller试剂对打磨抛光后的试样进行腐蚀,腐蚀时间为1 min。利用蔡司Imager A2金相显微镜和JSM-7600F扫描电子显微镜对铝/钢焊接接头的微观组织及断口形貌进行观察和表征。
2 试验结果及讨论
2.1 焊接工艺性评估
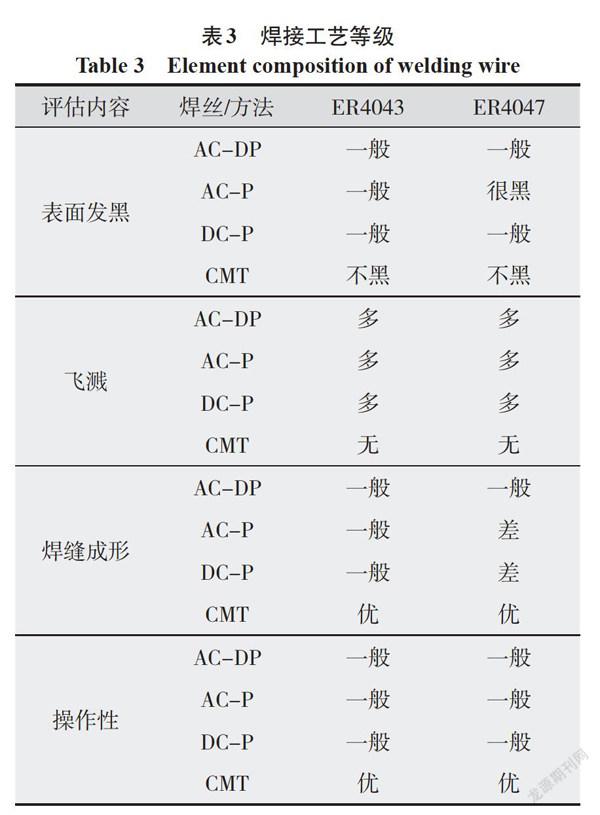
ER4043焊丝和ER4047焊丝在4种不同电流模式下进行系列焊接试验,焊后分别从焊縫表面色泽、飞溅、焊缝成形、可操作性4个方面对不同焊丝的焊接工艺性进行评估。焊丝与对应焊接方法的评估结果如表3所示。由表3可知,与AC-DP、AC-P、DC-P三种电流模式相比,CMT焊接飞溅最小、焊缝表面不发黑、没有出现夹渣、气孔、未熔合及裂纹等现象,焊缝成形好。
2.2 接头微观组织
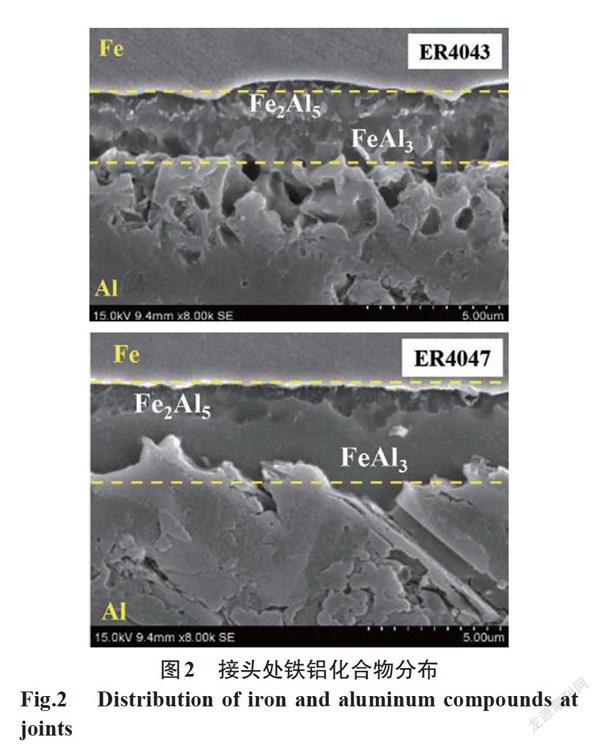
在异质合金接头的结合界面上,出现薄且均匀的金属间化合物层IMC则标志着二者之间产生了良好的冶金结合,有利于提高焊接接头力学性能[8]。铝/钢焊接接头的力学性能与IMC层的成分、含量、分布形态及厚度密切相关,很多学者认为应将IMC层厚度控制在10 µm以内[9-12]。采用ER4043焊丝和ER4047焊丝的CMT焊接接头界面处的IMC层的组织形貌如图2所示,两种焊丝的IMC层厚度均小于10 µm,其中使用ER4043的IMC层厚度更小。文献[13]提到,当铝/钢焊接界面处生成的 IMC层呈非均匀分布,IMC层的状态不再是平直,而表现为锯齿状分布时,形成的凹槽不仅增加了铝/钢的有效连接面积,更增强了机械咬合作用,从而提高了接头的力学性能。由图2可知,焊接接头中Fe、Al在界面层处发生了扩散。使用ER4047的IMC层分布较为平滑,相比之下,使用ER4043的IMC层分布显然呈锯齿状分布,说明使用此焊丝制备的接头力学性能更佳。同时,根据文献[13-14]可以得出,靠近钢侧处均为针状Fe2Al5,靠近铝侧处为平板状FeAl3。
鋁/钢界面处的IMC层是由铁铝之间的扩散-反应机制控制的[11],即铁原子向铝液态池中扩散以及铝原子向固相钢中扩散,二者相遇反应生成铁铝金属间化合物。J.L.Song等人[15]计算了Al-Fe-Si三元相在IMC界面层的形成焓,Al-Fe-Si三元相的形成焓低于Fe-Al二元相的形成焓,添加Si元素可以降低IMC层的形成焓,因此使用ER4043焊丝和ER4047焊丝均能获得较小的IMC层厚度。但是随着含硅量的增加,针状η相Fe2Al5变化量不大,平板状θ相FeAl3增加,IMC层厚度增加。
2.3 接头拉伸性能及断口分析
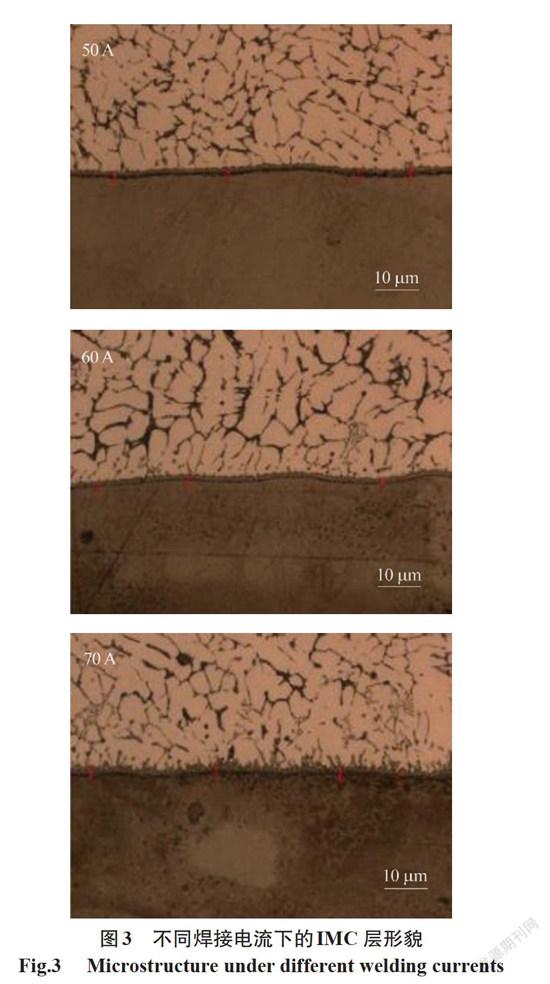
拉伸试验中,铝/钢CMT焊接接头共有两种形式断裂出现,分别是铝侧焊缝和钢母材断裂。不同焊接电流下CMT焊接接头界面处的IMC层组织形貌如图3所示,其中电流为60 A的铝/钢界面处IMC层厚度仅为2.5 µm。
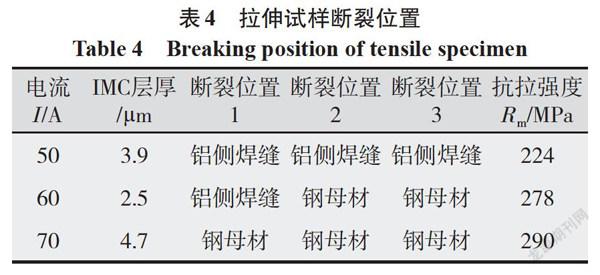
常温拉伸试样的断裂位置如表4所示。其中电流为50 A时,断裂位置是在铝侧焊缝,平均抗拉强度约为224 MPa:当电流为60 A时,断裂位置大部分在钢母材,平均抗拉强度约为278 MPa;当电流为70 A时,断裂位置在钢母材,平均拉力为2 755 N,对应的抗拉强度约为290 MPa,略大于钢母材的抗拉强度(母材DC56+Z实测的抗拉强度为287 MPa)。后续对试样进行了低温拉伸试验,发现铝/钢接头的低温拉伸与常温拉伸的性能差异不大,抗拉强度和断裂位置基本没有差别。
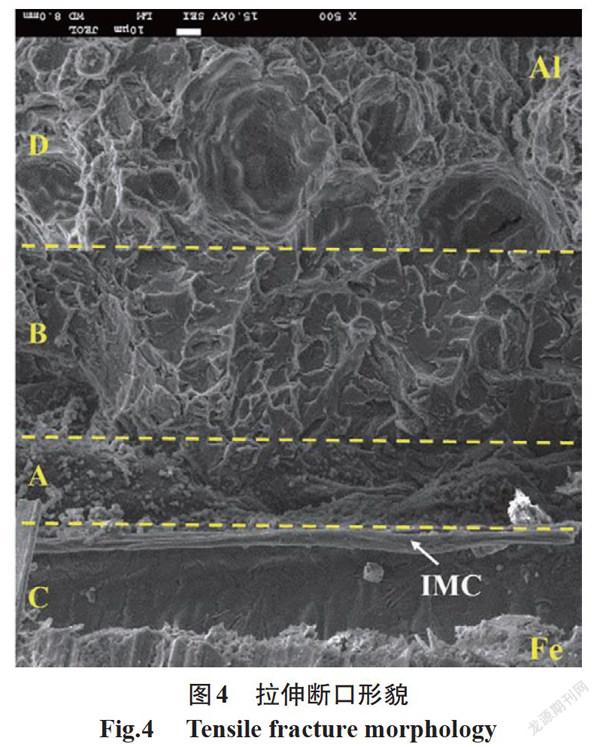
拉伸断口区域的微观形貌如图4所示。区域A是裂缝萌生区域,裂缝在焊缝根部萌生(应力集中)。区域B为裂纹扩展区(铝焊缝侧),从微观上分析是沿树枝晶的晶界及二次、三次枝晶的界面处开裂,属沿晶断裂,在裂缝萌生后以及拉伸应力的作用下,裂缝扩展。区域C为裂纹扩展区(钢侧),从IMC界面发生脆性断裂。区域D是拉伸试样快速断裂区(铝焊缝侧),此时均为韧性断裂。
2.4 弯曲性能和疲劳性能
弯曲试验是评定焊接接头质量的常用方法,主要用来测试工作焊缝在弯曲载荷作用下的塑性变形能力。在进行弯曲试验时,试样横截面的应力、应变分布是不均匀的,表面材料受到的应力、应变最大。因此,此测试的结果可以较灵敏地反映出材料的表面缺陷情况[16]。室温弯曲试验在CM5105微机控制电子万能试验机上按照标准GB/T2653-2008《金属材料焊缝的破坏性试验—弯曲试验》进行,根据ISO15614-1标准对工作焊缝进行2个面弯和2个背弯试验,弯曲试验参数如表5所示。
弯曲试验结果如图5所示。结果表明,采用CMT方法配ER4043焊丝制备的焊接接头的弯曲性能较好,连续性和致密性都达到了标准。无论面弯、背弯,铝/钢焊缝与基体的结合表现良好,接头塑性较好,在焊缝处均没有出现裂纹。
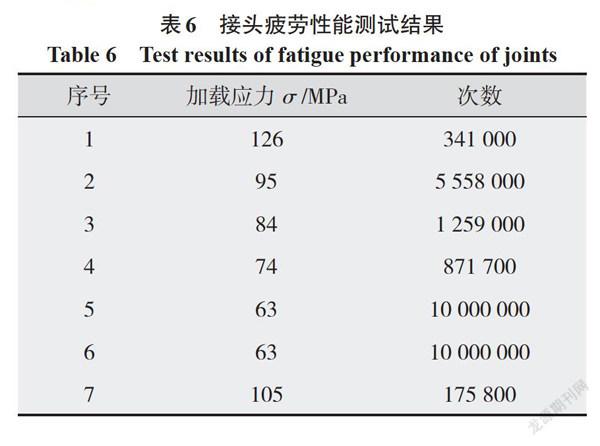
5754 铝合金/DC56+Z50 镀锌钢CMT 搭接焊接接头的疲劳性能测试(GB/T 26077-2010 金属材料疲劳试验轴向应变控制方法)结果如表6 所示,接头的疲劳断裂位置位于铝侧焊缝处。可看出,接头的疲劳寿命达到107次时加载应力仅为63 MPa,是静态拉伸(290 MPa)的22%。随着应力加载级别的增大,接头的疲劳寿命逐渐降低,而且其下降幅度不断增大。
3 结论
(1)通过5754铝合金/DC56+Z50镀锌钢的搭接接头系列工艺试验,结果表明,CMT电流模式下获得的接头与AC-DP模式相比,焊接过程稳定,无飞溅,焊缝成形美观。
(2)常温拉伸试验结果表明,电流从50~70 A,铝/钢接头的抗拉性能略有增加,60 A时较理想。
(3)铝/钢接头弯曲试验结果表明,采用ER4043焊丝CMT方法焊接制备的焊接接头的弯曲性能较好,无论正弯、背弯,在焊缝出均没有出现裂纹。
(4)铝/钢接头的疲劳结果发现,铝/钢搭接接头的断裂位置在铝侧焊缝处。但是接头疲劳性能存在较大的波动,铝/钢搭接接头达到107次时对应的拉应力为63 MPa。
参考文献:
Meng Y,Gong M,Zhang S,et al. Effects of oscillating laser offset on microstructure and properties of dissimilar Al/steel butt-joint [J]. Optics and Laser Engineering,2020(28):106037.
Zhou L,Yu M,Liu B,et al. Microstructure and mechanical properties of Al/steel dissimilar welds fabricated by friction surfacing assisted friction stir lap welding[J]. Journal of Materials Research and Technology,2020,9(1):212-221.
Cui L,Chen B,Chen L,et al. Dual beam laser keyhole welding of steel/aluminum lapped joints[J]. Journal of Materials Processing Technology,2018(256):87-97.
Prithviral M,Amitava G,et al. High vacuum brazing of synthetic diamond grits with steel using micro/nano Al2O3 reinforced Ag-Cu-Taillon[J]. Journal of Materials Processing Technology,2019(266):98-207.
Yu R,Bai L. CMT Penetration Status Prediction Based on Temperature Field Distribution of weld pool[J]. Optik- International Journal for Light and Electron Optics,2020(206):164301.
邓德伟,吕捷,马玉山,等. FV520B 钢激光打底焊结合CMT填充焊焊接接头组织和性能研究[J/OL]. 中国激光,
https://kns.cnki.net/kcms/detail/31.1339.TN.20200713.1207.
002.html.
王志平,靳朋礼,杨斯楠,等. 镀锌层厚度对铝/镀锌板CMT搭接接头组织和性能的影响[J]. 焊接学报,2019,40(4):16-21.
武传松,吕学奇,宿浩,等. 铝-镁异质合金搅拌摩擦焊接成形的研究进展[J]. 机械工程学报,2020,56(6):4-16.
袁锐,邓胜杰,崔海超,等. 铝-钢异质金属双光束激光焊接IMC 层迁移行为及对界面性能的影响[J]. 机械工程学报,2020,56(6):33-40.
BOUAYAD A,GEROMETTA C,BELKEBIR A,et al. Kinetic interactions between solid iron and molten aluminium[J]. Materials Science & Engineering A,2003,363(1-2):53-61.
MATHIEU A,SHABADI R,DESCHAMPS A,et al. Dissimilar material joining using laser (aluminum to steel using zinc-based filler wire)[J]. Optics & Laser Technology,2007,39(3):652-661.
Alexandre Mathieu,Simone Mattei,Alexis Deschamps,et al. Temperature control in laser brazing of a steel/aluminium assembly using thermographic measurements[J]. NDT&E International,2006(39):272-276.
石玗,梁琪,張刚,等. 激光毛化对铝/钢电弧熔钎焊接头界面与性能的影响[J]. 焊接学报,2020,41(5):25-29.
韩炜,尹付成,苏旭平,等. 硅对Fe/Al固态扩散反应中Fe2Al5生长动力学的影响[J]. 材料热处理学报,2010,31(6):28-32.
J L Song,S B Lin,C L Yang,et al. Effects of Si Additions on Intermetallic Compound Layer of Aluminum-Steel TIG Welding Brazing Joint[J]. Journal of Alloys and Compounds,2009,488(1):217-222.
王庆田,胡朝威,蒋兴钧. 奥氏体不锈钢焊接接头弯曲试验的理解与争议—探讨统一相关标准要求的可能性[J]. 焊接技术,2017,46(7):93-98.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
安防科技(2021年1期)2021-11-12
新材料产业(2021年3期)2021-07-21
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
名城绘(2018年12期)2018-10-21
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
有色金属材料与工程(2017年4期)2017-09-18
