探究赛教圆柱齿轮啮合质量的检验与调整教学设计
2021-09-10 11:43韦雨英
内燃机与配件 2021年7期
韦雨英
摘要:为了进一步深化职业教育教学改革,国家非常重视职业技能竞大赛。国家主席习近平致首届全国职业技能大赛的贺信中提到:“职业技能竞赛为广大技能人才提供了展示精湛技能、相互切磋技艺的平台,大力弘扬劳模精神、劳动精神、工匠精神,激励更多劳动者特别是青年一代走技能成才、技能报国之路,培养更多高技能人才和大国工匠,为全面建设社会主义现代化国家提供有力人才保障”。为了更好地将职业竞赛和专业课程相互融合以赛促学,以赛先优,以赛促教,赛教融合是提升中高职院校专业课程教学质量的有效途径,逐步成为师生成长成才的重要平台和重要经历。
关键词:圆柱齿轮;啮合质量;检验与调整
中图分类号:TH123 文献标识码:A 文章编号:1674-957X(2021)07-0250-02
0 引言
本文展示了在机械装配技术赛项中“圆柱齿轮啮合质量的检验与调整”教学设计。结合职业技能大赛要求,教学设计应充分体现教学思想和教改模式融合一体,凸显创新性、应用性,突出专业实用性。赛教课程采用项目驱动式,分模块分任务,以天煌教仪THMDZP-2型实训装置综合装调设备为基础,兼顾理论,突出实践,各任务由浅入深,层层分析,确定教学重点和难点,每个任务包含有知识链接、任务实施、任务评价、任务拓展(可选)等,充分体现学生在“做中学,学中做”、“任务引领,结果驱动”的职业教育特色。教学中倡导以“实训项目”为核心重构理论和实践知识,让学生在真实的情景中,在动手实践的过程中去体会和领悟相关技能专业知识。增加学习乐趣与成就感,充分体现了“以学生为主体”的教学理念,培养学生的自主学习能力,满足比赛选手的培训需求。
1 齿轮传动的特点和装配技术要求
1.1 齿轮传动的特点
齿轮传动是利用齿轮副来传递运动和动力的一种机械运动,它可以改变机构的速比和运动方向。它具有的优点:①工作可靠性、效率高,能保证瞬时传动比恒定不变;②结构紧凑,可实现较大的传动比,承载能力强,齿面具有高强度和高耐磨性,使用寿命长,维护保养简单便捷。正是由于具备有这一优点,它广泛应用在汽车、机械钟表、金属切削加工等行业领域。存在不足:齿轮副在运行中容易产生冲击、振动,当润滑欠佳时引起噪声大;制造安装精度要求高,因而成本较高;不宜用于中心距较大的场合等。
1.2 齿轮传动的装配技术要求
①严格控制齿轮孔与轴的同轴度精度在使用范围内。②确保齿轮有正确的安装中心距和齿侧间隙合理不超差。③要求有一定的齿轮啮合接触面积和正确接触斑点位置占60%以上为合格。④保证齿轮定位,滑移齿轮在轴上滑移时应有准确的定位,其错位量不得超过规定值。⑤一般对转速高且直径大的齿轮,装配前应进行动平衡试验。
2 任务实施
2.1 任务实施一:具体要求及检测项目
①装配前的准备工作要充分,零部件应进行清理、清洗,去油污、毛刺等。②确保操作规范性,不得强拆硬拆或暴力野蛮拆装等违规操作。③装配工艺合理。一般按照先下后上、先难后易、先里后外等装配原则进行。④装配前应校对量具,根据装配任务正确使用工具、量具,正确读数和处理相关数据。⑤现场安全、文明生产。零部件、工具及量具按要求分类依次摆放整齐在指定位置,废弃物的处理是否符合环保要求。⑥根据装配任务、图纸及技术标准,按部件装配图装配、调整与检测,达到部件的预定要求和精度。⑦用压铅丝的方法完成箱外大齿轮和小齿轮啮合齿侧间隙(齿侧间隙调整在0.03~0.08mm),两啮合齿轮的啮合面宽度差的调整(两啮合齿轮的啮合面宽度差调整为不大于两啮合齿轮厚度的5%为宜),保证齿轮副在运转过程中平稳。⑧各零部件安装正确,无错装、漏装、损坏等。⑨变速动力箱整体安装后,保证相互之间转动灵活,无卡阻现象,配合顺畅。
通过变速动力箱整体安装与调试后,进入齿轮、传动轴安装调整的任务实施,可以让学生分组进行,具有条件的情况下可以2人为一组进行考核,根据学生的装配熟练程度设定限时考核时间,考核前先将变速动力箱体的部件完全分离拆成散件,并检查所有零件是否完好,如有缺损,事先补齐,考核计时。
工量具清单:百分表及表座(1套/组)、塞尺(1把/组)、钢直尺(1把/组)、带表游标卡尺(1把/组)、紫铜棒(1根/组)、螺旋压入工具(1套/组)、内六角扳手(1套/组)、铅丝(若干)、黄油(若干)、红丹粉(若干)、清洁布(若干)、润滑油柴油(若干)、柴油(若干)等。
2.2 任务实施二:圆柱齿轮装配質量的检验与调整
装配圆柱齿轮传动机构,将齿轮轴部件装入箱体是一道重要的工序,齿轮轴组件装入箱体后,必须检查其装配质量。一般是先把齿轮装在轴上,再把齿轮轴部件装入箱体中。装配质量的检验包括齿侧间隙的检验和接触精度的检验两项。除了齿轮本身的制造精度影响啮合质量外,齿轮箱体孔的尺寸精度、形状、位置精度都影响啮合质量。因此,将齿轮轴部件装入箱体前应检验箱体的主要部位是否达到规定的技术要求。
2.2.1 齿侧间隙的检验
常用检查方法有两种:
①压铅丝检验法。齿侧间隙最直观、最简单的检验方法就是压铅丝法,在齿宽两端的齿面上平行放置两条(宽齿应放置3~4条)直径不超过最小间隙4倍的铅丝。正确操作方法:根据装配要求安装齿轮啮合后,在其中一个齿轮上均匀涂上少许的黄油,黄油主要作用是用来固定铅丝的位置,以防转动齿轮时铅丝移位或掉落。把铅丝摆在黄油上固定好后,转动另一个齿轮从工作齿面接触到非工作齿面接触所转过的齿宽中点节圆弧长,转动齿轮挤压铅丝,铅丝被挤压后最薄处的厚度尺寸即为齿侧间隙(此时用带表游标卡尺直接测量得到的数值就是两齿轮啮合的齿侧间隙)。齿侧间隙应在0.03~0.08mm为合格,压铅丝法检验法也是最常用最快速最便捷的测量齿侧间隙的方法之一。
②百分表检验法。用百分表测量齿侧间隙的方法是,将一个齿轮固定不动,齿轮上需装夹紧杆,测量时将百分表触头直接抵在一个齿轮的齿面上,开始微调锁紧旋钮使指针压下半圈后,再转动表盘使指针对零(方便读数),然后从一侧啮合匀速转到另一侧齿合,百分表上的最大读数与最小读数之差就是它的齿侧间隙。该测量方法相对而言比较耗时间。
由于齿侧间隙的存在会产生齿间的冲击,影响齿轮传动的平稳性,所以齿侧间隙应该很小。如果齿侧间隙过小,齿轮传动不灵活,热胀时会卡齿,从而加剧齿面磨损;齿侧间隙过大,换向时空行程大,易产生冲击和振动。在竞赛训练教学过程中允许学生任选以上其中一种方法进行检测,经过调整齿侧间隙测量得到的数值在0.03~0.08mm范围内为合格。
2.2.2 接触精度的检验
接触精度指接触面积大小和接触位置。啮合齿轮的接触面积一般采用涂色法进行检验。检验时,在齿轮两侧面都涂上一层均匀的显示剂(由红丹粉+机油调和而得的半固体物状),然后转动主动轮,同时轻微制动从动轮(主要是增大摩擦力)。对于双向工作的齿轮,正反两个方向都应该进行检查,以从动齿轮齿面上的接触斑点印痕(黑点、亮点)形状、位置和大小来判断啮合质量。通过检验,可以判断装配时产生误差的原因。齿轮上接触斑点的面积大小,应该随齿轮精度而定。一般传动齿轮(9~6级精度)在轮齿的高度上接触斑点印痕应该不少于30~50%,在轮齿的宽度上应不少于40~70%,其分布的位置应是自节圆处上下对称分布。
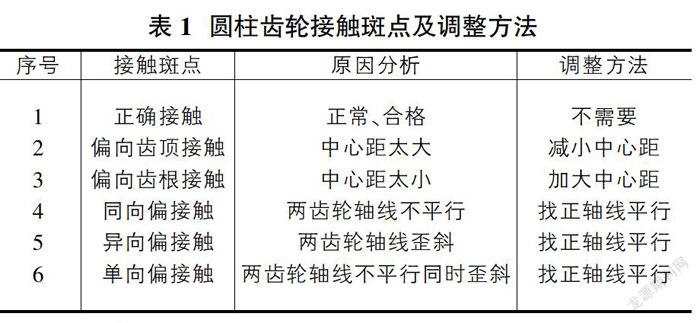
通过接触斑点印痕的位置与面积大小可以判断装配时产生误差的原因及其调整方法。当接触斑点的位置正确面积太小时,可在齿面上加研磨剂使齿轮副转动进行对研,以达到足够的接触斑点百分比要求。齿形正确安装有误差造成接触不良的原因及调整方法,见如表1所示。
3 任务评价
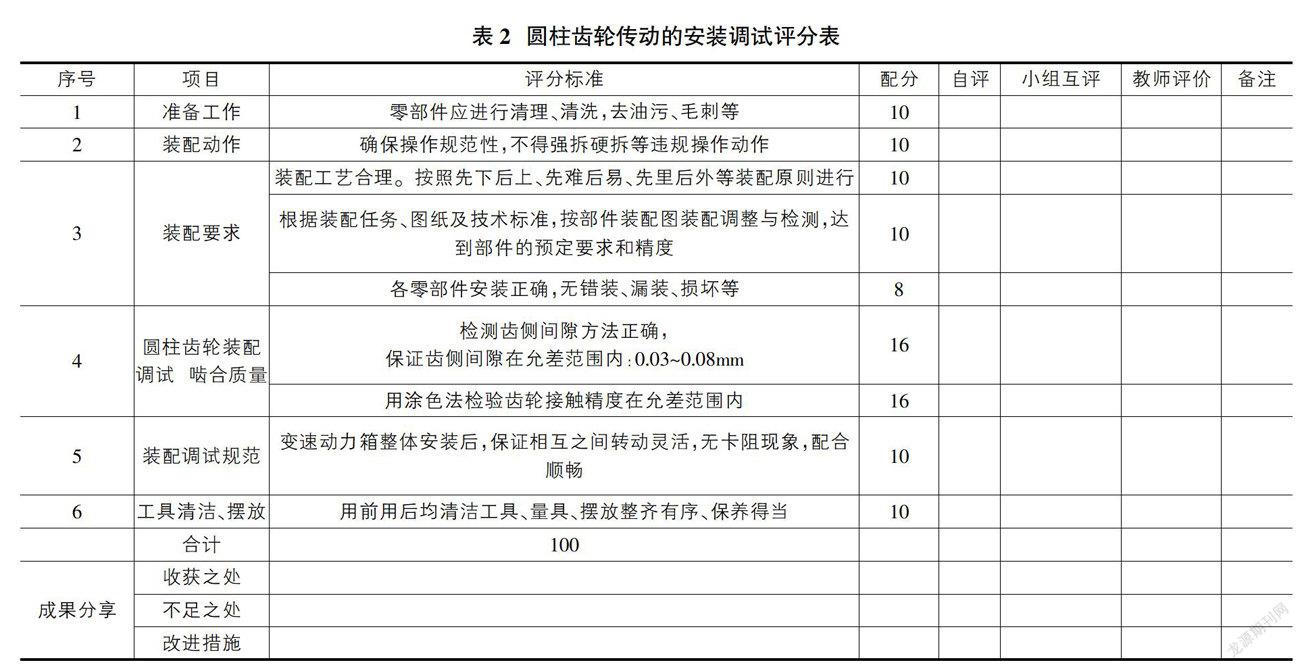
在任务评价的教学设置上,可以采用多元评价方式和通过作业形式考核,学生通过项目任务方式来实践操作完成,圆柱齿轮传动的安装调试评分表如表2所示。
4 结语
笔者结合指导学生参加“机械装配技术”赛项的教学设计及指导过程,总结学生参赛前的训练方法和要点,严管理,勤操练,訓练有素,专业基础知识要扎实,强化特殊技能的训练。使技能训练选手在动手实践中练就过硬的本领,是缩短从学生到专业职业技能竞赛选手的一个重要途径。
参考文献:
[1]常华申,刘淼.圆柱齿轮齿侧间隙和齿厚偏差的确定方法[J].掌桥科技,2008.
[2]刘岚岚,赵熙萍,周海.圆柱齿轮传动齿侧间隙的给定及其检测[J].知网,2004.
[3]浙江天煌科技实业有限公司.THMDZP-2型机械装配技术综合实训装置说明书.