二次注塑(套啤包胶)产品设计和生产实例
2021-09-10 07:29:35杨文礼
科学与生活 2021年7期
杨文礼


近年来,随着人们的物质生活水平的不断提高,消费观念随之发生了巨大转变,对商品的要求也越来越高,不光注重产品功能,更注重其外观,可操作性以及包装与商标标识。产品的装饰成为增加产品附加值的主要一环,其中二次注塑成型技术因其低成本,品质高而广泛使用。二次注塑成型是一种特殊的塑料成型工艺,也称套啤或者包胶。从字面上理解二次注塑显然是注塑了两次,这是针对塑胶件而言。如果是非塑性材料的产品就称包胶或者套啤。二次注塑成型有多种形式,在实践中“嵌入式注塑”使用最多。笔者从事工业产品设计多年,曾在多个知名大公司任职结构工程师,工作中有些许感悟。二次注塑产品很受欢迎,但是相关的具体案例,文献资料很少。下面谈一些自己的具体经验,以飧读者,同时深感自己才疏学浅,还望读者不吝赐教。
嵌入注塑要完成两个大问题: 一.嵌件的模内固定 二.嵌件和覆盖材料的粘合
一、嵌件的模内固定
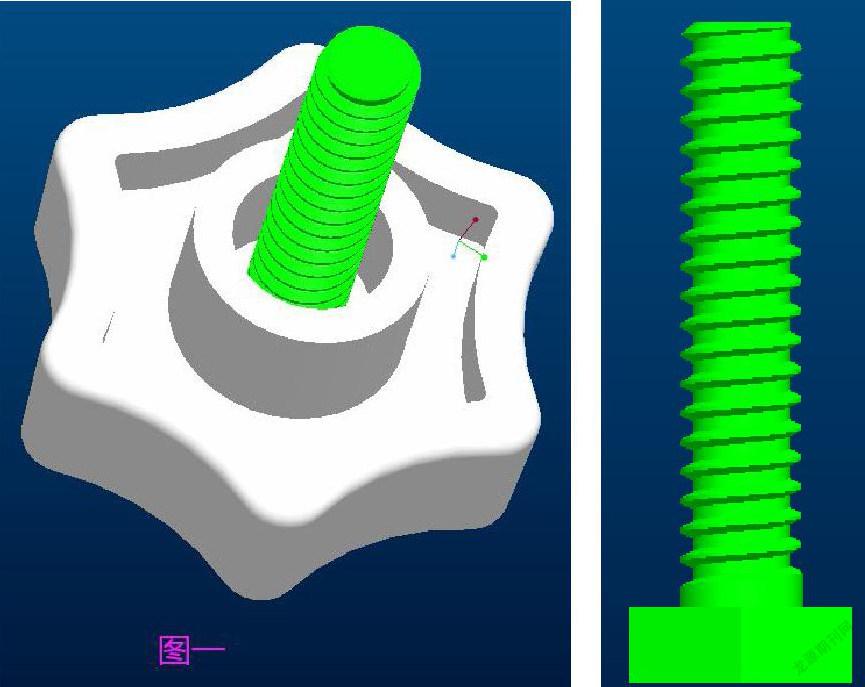
嵌件可以是五金件,也可以塑膠件,无论是何种材料都要稳固地放在即将生产的覆盖材料模腔内,否则,新的覆盖材料不易覆盖之。所以,嵌件要考虑在覆盖材料模腔内定位和夹紧问题,这个问题在嵌件设计时就要充分考量。 例如图一
图一 是一个塑胶帽包五金螺丝的旋钮。螺丝要放在塑胶帽的模具内,像螺丝这样轴套类零件,用套筒定位就很方便。因此在设计塑胶帽时,螺丝固定的位置有个单边1.5毫米的环形空间,反映到模具上就是有个单边1.5毫米的环形钢支撑它。选择立式注塑机,用ABS塑料注塑,这个产品就很好地生产出来了,塑胶包胶五金件主要是需要机械联锁。
二、嵌件和覆盖材料的粘合
1.粘合方式(机械联锁和化学粘合)
2.材料选择:基材特性往往决定了二次注塑材料的选择,同时要兼顾使用功能。一般来说,若要强化粘合度,覆盖材料的熔点应与基材接近。如果覆盖材料的熔点过低,就无法熔化基材表面,二者之间粘不牢。但或熔点过高,基材就会软化变形,导致二者无法融合。因此,选择匹配的材料才能保证良好的粘合。一般而言,匹配材料应具有相似的化学特性或者含有匹配的复合成分。基材与覆盖材料不匹配时,通常只能形成机械联锁作用,而非化学粘合。
多材料注塑时还需注意一些问题,比如粘合强度不够、单个或多个部件材料填充不完全,以及单个或多个材料部件出现毛边,气泡。
3.注塑条件的制定:通常我们是同时开启两台注塑机,而且是距离很近,目的是从一台注塑机内取出基材,趁热放入另一台注塑机,以方便融合。注塑机的各项参数要调配良好。
图二 是一个软胶包硬胶的手柄。 手柄处因为是手握的地方所以要求柔软,手感要好。在选材时,橙色部分是基材用ABS,黑色部分是覆盖材料用TPR. 在基材上二者重合部分做粗糙面,以便二者融合,在覆盖材料的设计上设计几个倒扣,以便二者更好地机械联锁。
图三 是一个游戏手柄,四个透明按键是硬胶包硬胶,有三层硬胶(图四),这几个按键是多材料注塑,对产品设计,模具设计,注塑控制都有很高的要求。透明按键的最表层是透明料PC,第二层是彩色字母用ABS料,第三层是字母背景色用ABS料。三次注塑包胶,很容易有气泡,毛刺,通过调节注塑机,修整模具都能改善。
塑料ABS的熔融温度在217~237℃,,PC熔融温度在 220-230℃.在生产时我们发现用PC包ABS整体效果好,反之则不良率很高。
总之,一件品质优良的二次注塑产品,从产品设计之初就要考虑模具设计,以及下游的注塑生产。它是一个系统工程,是一项综合工艺。产品结构工程师一定要结合本单位的实际情况,通盘考虑,统筹多个部门协调作业。
深圳市龙侨华实业有限公司 518105
猜你喜欢
幼儿画刊(2022年6期)2022-06-06 06:55:48
当代陕西(2022年6期)2022-04-19 12:12:26
装备制造技术(2020年3期)2020-12-25 05:21:56
ELLE世界时装之苑(2020年4期)2020-04-29 08:18:57
制造技术与机床(2019年6期)2019-06-25 10:17:46
特别健康(2018年4期)2018-07-03 00:38:18
作文评点报·低幼版(2016年2期)2016-05-30 10:48:04
广西民族大学学报(自然科学版)(2015年3期)2015-12-07 00:56:07
中国塑料(2015年11期)2015-10-14 01:14:23
河南科技(2015年2期)2015-02-27 14:20:27