
基于西门子PLC和光电编码器的粉碎机转速测量
2021-09-10 08:55周国良
科技风 2021年25期

摘 要:本文主要介绍了西门子PLC和光电编码器在气动粉碎机自动化控制系统中转速测量的研究与应用。测量系统以增量型旋转编码器为测量传感器,以西门子S7-200 SMART PLC为控制器,对转速的测量方法、硬件组成以及高速计数器的程序设计进行了描述。
关键词:高速计数器;光电编码器;PLC设计
1 测速系统的工作原理
有机废弃物自动化装置由粉碎单元、输送单元及发酵池单元组成,其中粉碎单元需要对落叶、花草等有机废弃物进行粉碎并将有机废弃物粉碎到粒径大小为10~15mm大小,现通过气动粉碎机实现对有机废弃物的粉碎。气动粉碎机的刀片转速需要进行实施的监控,对后期的调试起到了关键性的作用。本文主要介绍利用PLC和光电编码器对气动粉碎机的转速进行测量,得到其最高转速值。
首先将光电编码器通过联轴器与气动粉碎机进行同轴安装,此处可知,编码器的转速与气动粉碎机的转速比为1∶1,因此只要测量出编码器的脉冲数就可通过计算得到气动粉碎机的实时转速与最高转速值。通过西门子S7-200 SMART PLC高速计数器功能,程序设计与处理,计算出气动粉碎机的实时转速。
2 测速系统的硬件设计
2.1 气动粉碎机测速系统硬件选型
本测速系统主要电气元件有PLC、增量式光电编码器以及电磁阀。其中PLC选用具有2个A/B相正交100KHz高速计数器的西门子S7-200 SMART PLC,其具体型号为CPU SR40 AC/DC/RLY,24个输入和16个继电器型输出;编码器选用欧姆龙E6B2-CWZ6C增量型旋转编码器,编码器的分辨率为10P/R,该编码器共有五引出线,采用A/B相正交高速计数方式,故将编码器的黑色引线A相及白色引线B相连接到PLC的输入端;电磁阀选用喜开理CKD电磁阀,工作电压为交流220V,50Hz。
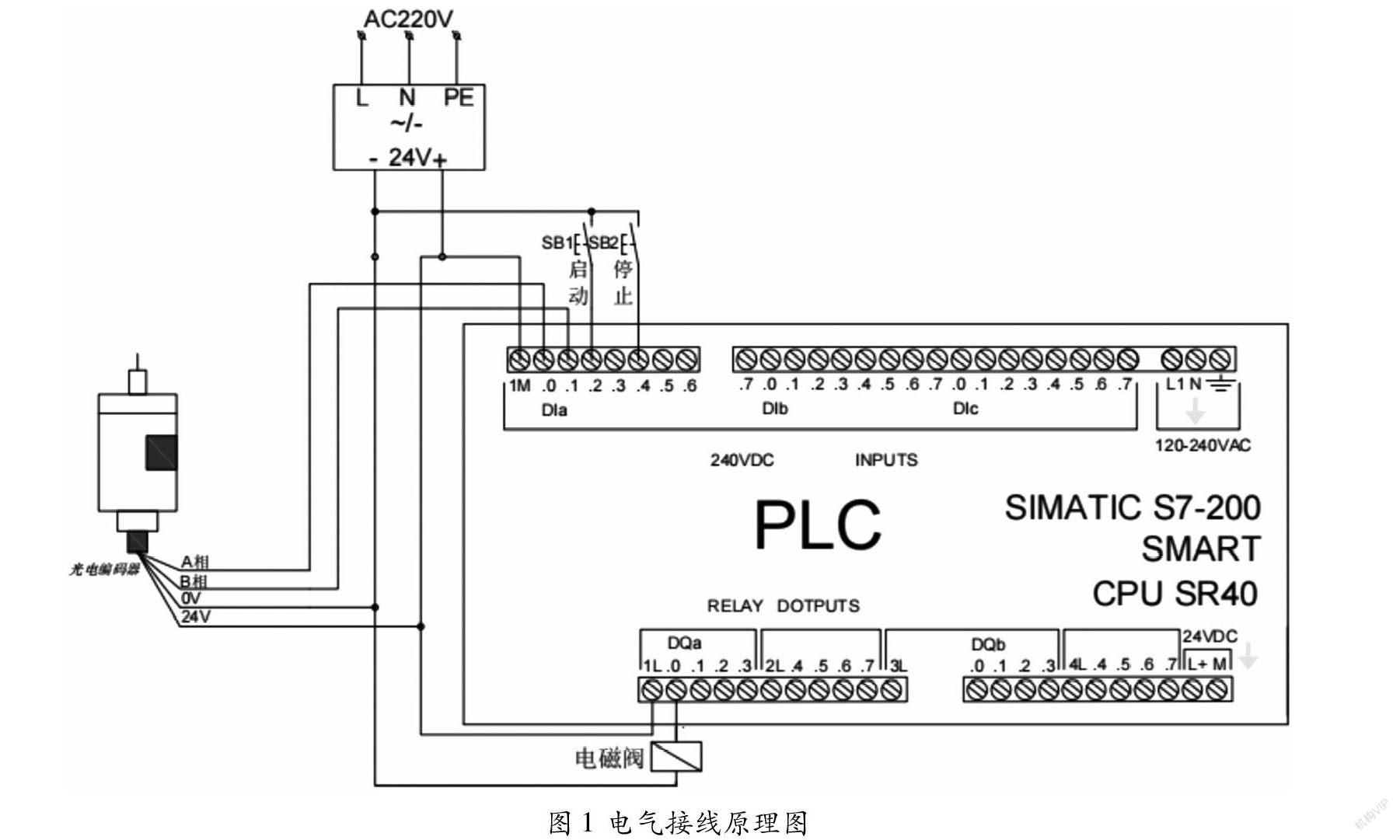
2.2 电气原理图
根据所选电气元件,编码器的输入轴通过联轴器与气动粉碎机直接相连,编码器的高速脉冲输出A相与B相与PLC的I0.0/I0.1连接。编码器的供电电源24V由开关电源供电。电磁阀信号端连接PLC输出点Q0.0,PLC由交流220V电源供电。具体的电气原理图如图1所示。
3 测速系统程序设计
本测速系统采用光电编码器的“M法”测速方法对气动粉碎机的转速进行测试。即通过测量一段固定的时间间隔T内的编码器脉冲数来计算转动轴的转速。利用“M法”测速时,假设在固定的时间间隔T(单位为s)内,PLC测得的编码器的脉冲个数为M,其中编码器的分辨率为P=10P/R(编码器每旋转一周发出了10个脉冲),则粉碎机的转速为:S=60MPTRPM(转每分钟)。本测速系统中,时间间隔T取100ms,编码器的分辨率为10P/R,将其代入公示可得:S=60M10×0.1=600M10。
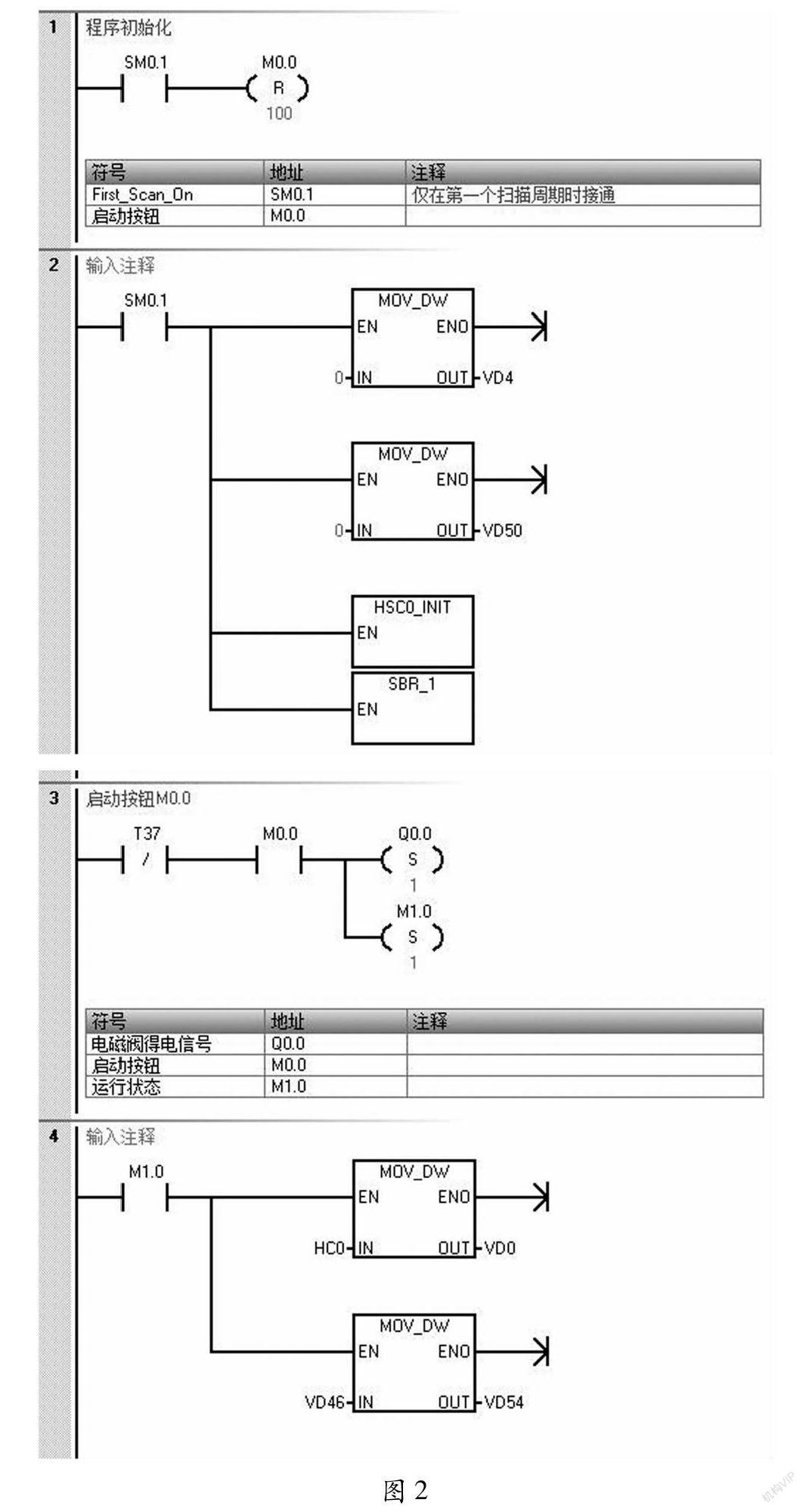
本测速系统的编程思路首先是对程序进行初始化运行,同时调用高速计数器、中断子程序。网络2中的VD4为前100ms内脉冲数的总和,VD50为粉碎机在整个运行过程中的最高转速,在程序执行之前对其进行清零。
网络3为触摸屏按下启动按钮后,PLCQ0.0输出高电平,电磁阀线圈得电,粉碎机刀片在气压的作用下开始高速旋转切割,与粉碎机同轴连接的编码器旋转,將脉冲发送给PLC的高速计数器HSC0,网络4中的VD0为高速计数器脉冲发送的当前值。VD54为通过中断子程序计算后得到的气动粉碎机的当前转速。
网络5将气动粉碎机的当前转速与最高转速进行比较,若当前转速高于设定的最高转速,则通过程序对最高转速进行更新,并将最高转速VD50显示于触摸屏上。
子程序HSC0_INIT为高速计数器控制子程序,可通过西门子S7-200 SMART高速计数器指令向导完成高速计数器HSC0的参数设置。首先对高速计数器的控制子SMB37进行设置,设置值为16#FC。SMB37高速计数器HCS0控制字的描述如下表所示。
另外,由于程序中无需使用当前值等于预置值时的中断时间,因此将当前值SMD38及预置值SMD42都设置为0。同时将高速计数器HSC0的工作模式设置为模式9,A/B相正交高速计数模式。
中断子程序为气动粉碎机当前转速的计算过程,根据计算公式S=60M10×0.1=600M10,程序具体设计如下:首先将PLC高速计数器HSC0采集到的当前脉冲值VD0与前100ms内脉冲数的总和VD4作差,将差值赋值给VD8,同时更新VD4内的数据,即前200ms内脉冲数的总和。将差值VD8与600相乘,再除以10,最后通过数据转换,得到气动粉碎机的当前转速值VD46。通过触摸屏实时的显示气动粉碎机的当前转速值。
根据气动粉碎机的电气原理图完成电路的连接,并完成程序的编写与下载,绘制触摸屏的组态画面,设置通信参数值,启动气动粉碎机的运行,监视粉碎机的当前转速与最高转速。通过触摸屏的数据显示:气动粉碎机的最高转速可达到3000rpm。
4 结论
本文介绍了利用西门子S7-200 SMART高速计数器指令向导完成了气动粉碎机的转速测量。在转速测量过程中,使用增量型光电编码器的“M法”测速法,通过联轴器联动气动粉碎机,PLC采集编码器发出的高速脉冲串,通过中断子程序完成实时转速的计算,并通过触摸屏将实时转速与最高转速显示出来。该测量方法也可推广到类似的旋转设备的转速测量中。
参考文献:
[1]谷橙.PLC与光电编码器在转速测量中的应用[J].科技创业月刊,2015(6):114-116.
[2]王少君,刘永强,杨绍普.基于光电编码器的测速方法研究及实验验证[J].自动化与仪表,2015(6):68-72.
[3]张翠霞.基于PLC和光电编码器的转速测量[J].检测与控制,2016(2):172-173.
基金项目:丽水市科技局公益性技术应用研究项目(项目编号:2017GYX39)
作者简介:周国良(1986— ),男,汉族,浙江丽水人,硕士,实训指导教师,实验师,研究方向:机电一体化技术与系统。
