洋河大曲产酒能力检测方法的研究
2021-08-30 12:30王军凯王卫东代利平毕小艳
酿酒科技 2021年8期
王军凯,王卫东,蒋 明,代利平,毕小艳
(江苏洋河酒厂股份有限公司,江苏宿迁 223700)
大曲作为一种富含微生物菌系、酶系和呈香物质的微生态制品,具有糖化、发酵、生香的功能,是形成白酒风格不可缺少的因素。大曲理化指标检测中,以大曲酒化力大小评判其产酒能力的高低。但酒化力检测以大米为反应底物,且检测时间较长。洋河酒是浓香型白酒的典型代表,大曲生产工艺独特,有别于其他香型,采用传统的酒化力检测方法不能有效的反映其产酒能力。为此,本实验结合实际生产,在原有检测方法的基础上进行了适当优化,探索更适合洋河大曲产酒能力的检测方法,为酿酒生产提供更准确的数据参考。
1 材料与方法
1.1 材料
大曲、多粮均为生产车间提供,糖化酶为无锡市雪酶酶制剂科技有限公司提供。
1.2 仪器设备
高压蒸汽灭菌器、岛津GC-2014C 气相色谱仪、恒温培养箱、分析天平、三角瓶、蒸馏烧瓶、酒精计、温度计、量筒。
1.3 试验方法
1.3.1 传统酒化力检测方法
具体见《酿酒大曲通用分析方法》(QB/T 4257—2011)。
1.3.2 大曲产酒能力检测的优化方法
影响大曲产酒能力检测的因素有很多,在原酒化力检测方法的基础上,通过以下4 种方式对大曲产酒能力检测方法进行优化,即:选择4 种不同的淀粉质原料,对比大曲对不同状态的淀粉的转化能力,找出最适的反应底物;采用不同方式对发酵液进行蒸馏,提高蒸馏的准确度;通过对底物进行预处理,加快淀粉质原料的发酵进程;间隔一定发酵时间后,探索乙醇生成和消耗的平衡节点,找出最佳的反应时间。
2 结果与分析
2.1 底物种类对大曲产酒能力的影响
不同香型白酒在酿酒过程中采用的原料不同,如浓香型白酒以粮谷为酿酒原料,米香型白酒以大米为酿酒原料,不同的底物为大曲提供了不同的反应环境。为考察不同底物对大曲产酒能力的影响,选取多粮、大米、糖液、淀粉为反应底物,并将4 种底物平均分为3 份,设3 组试验,即试验组一、试验组二、试验组三,按粮曲比添加3 种不同批次的大曲,发酵15 d,结果如图1所示。
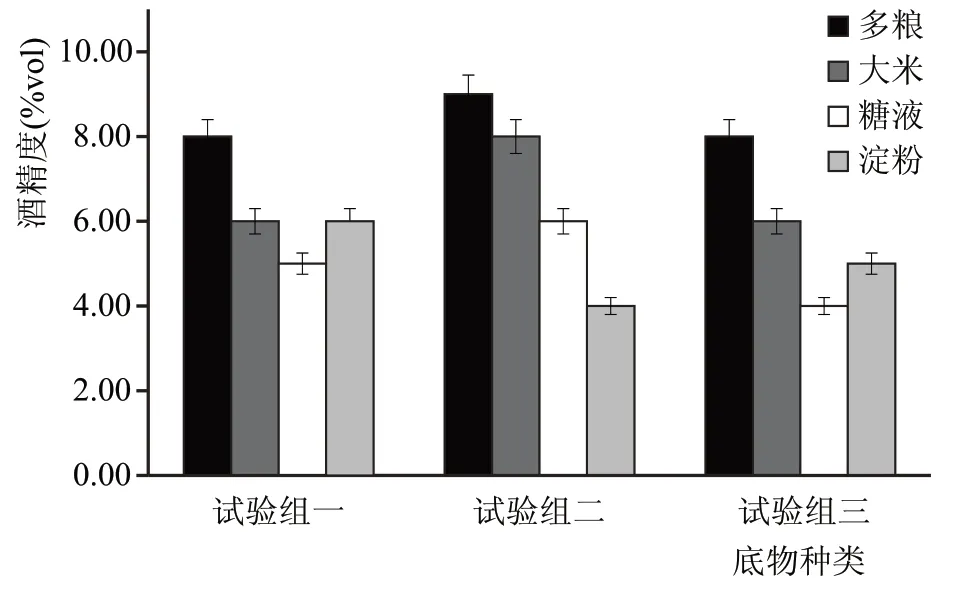
图1 底物种类对大曲产酒能力的影响
由图1 可以看出,不同底物产生的酒精含量相差较大。其中糖液、淀粉较小,多粮、大米较大,说明固态的底物更适合大曲发挥其糖化发酵作用。酒化力反映的是大曲将淀粉质原料转化为乙醇的能力,以大米为反应底物,大曲酒化力测定结果并不能代表大曲对其他淀粉质原料的转化能力。洋河酒生产工艺是以多粮为发酵底物的固态发酵,为了更接近于生产实际,选择多粮为洋河大曲产酒能力检测的底物。
2.2 底物预处理对大曲产酒能力的影响
淀粉质原料在大曲的糖化发酵作用下,发生了连续性的递进式联动变化,依次转化为糊精、葡萄糖、乙醇,在酿酒生产上表现为大曲的产酒能力。为了加速淀粉质原料的转化,缩短产酒时间,预先用糖化酶对原料进行糖化,然后对糖化酶灭活处理,并对糖化与未糖化后的发酵醪酒精度进行对比分析,结果如图2所示。
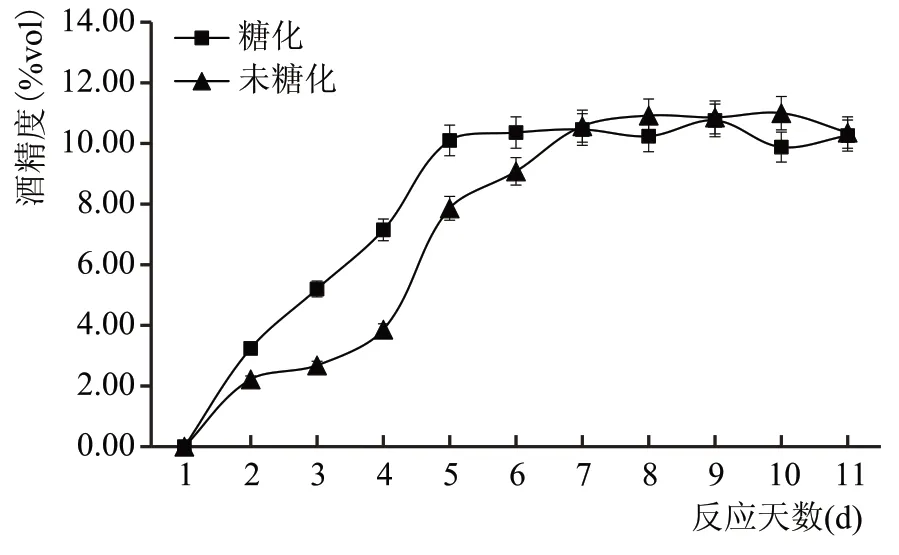
图2 底物预处理对大曲产酒能力的影响
由图2 可以看出,在发酵前期,在相同时间内,糖化后发酵醪的酒精度高于未糖化发酵醪的酒精度,在发酵后期,两者酒精度趋于稳定。原料经过糖化预处理后,淀粉转化为发酵型糖类,节省了大曲参与糖化的时间。同时,原料糖化后,大曲与底物更容易在反应容器内搅拌均匀,增加了大曲与底物的接触面,加速了底物的发酵进程,缩短了乙醇转化的时间。
2.3 发酵时间对大曲产酒能力的影响
淀粉质原料在大曲中各种微生物和酶的作用下糖化发酵,产生了各种醇、酸、酯等物质。随着发酵的进行,各物质转化处于一个动态平衡。取4 个多粮样品,即样品一、样品二、样品三、样品四,在4个样品中按粮曲比添加不同批次的大曲进行发酵,发酵醪酒精度随发酵时间变化的检测,如图3所示。
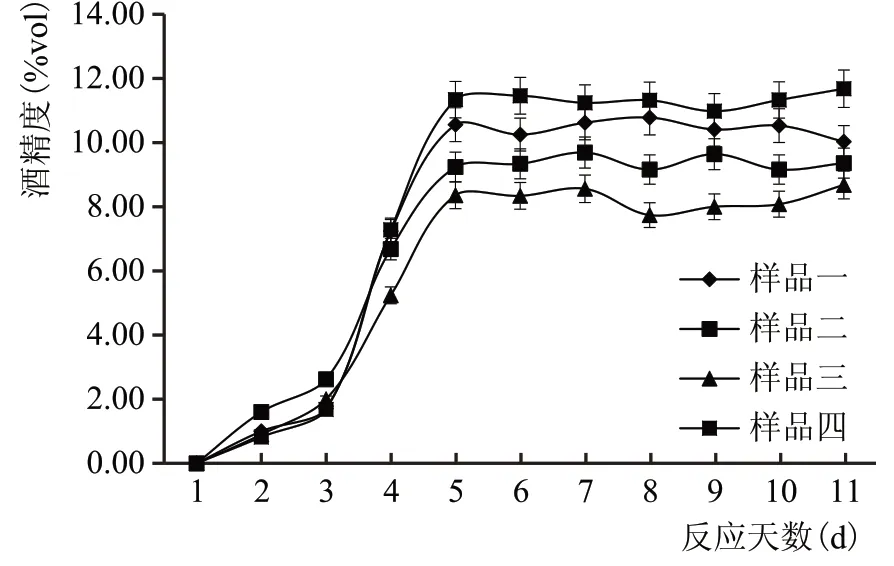
图3 发酵时间对大曲产酒能力的影响(一)
由图3 可以看出,发酵5 d 后发酵醪的酒精度趋于稳定。糖化后的发酵醪内产生了大量的糖分,随着发酵的进行,醇、酸类物质不断积累,发酵醪内的环境适合酯化反应的进行,醇类物质生成与消耗逐渐处于一个动态平衡,酒精度趋于稳定。为跟踪发酵醪内酯类物质生成的节点,对发酵醪中的香味物质进行色谱分析,如图4所示。
由图4 可以看出,在第6 天发酵醪内出现了乙酸乙酯等酯类物质。说明经过前5 d 醇、酸类物质的积累,发酵醪内酯化反应逐渐加强,酯类物质不断增多。因此,采用发酵5 d 的发酵醪酒精度评判大曲的产酒能力更具科学性。
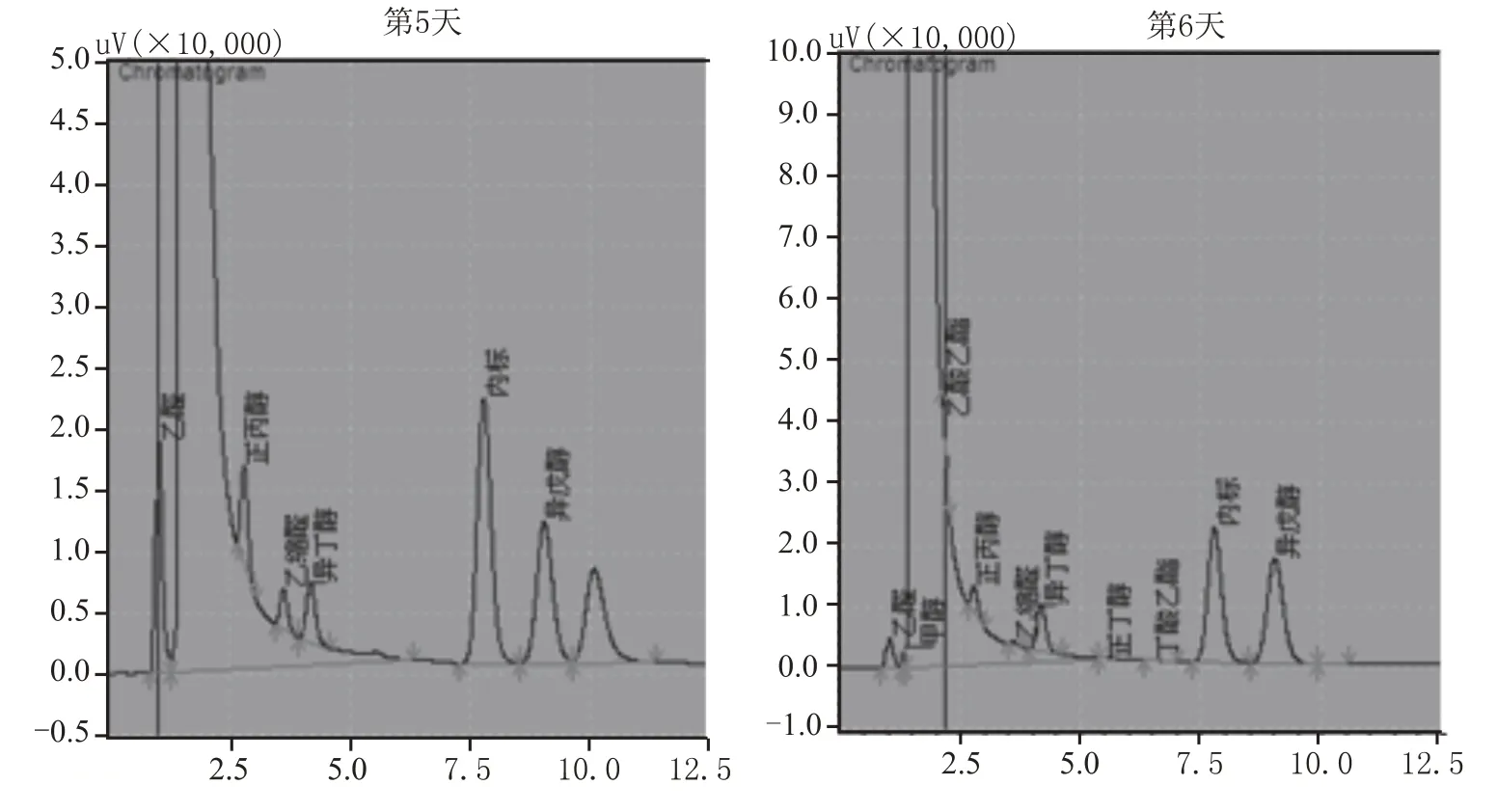
图4 发酵时间对大曲产酒能力的影响(二)
2.4 蒸馏方法对大曲产酒能力的影响
经过发酵的原料为半固体状态,《酿酒大曲通用分析方法》中选取部分发酵醪的酒精度来评价大曲的产酒能力。由于半固体发酵液不易混匀,所取的部分发酵醪不能真实反映全部发酵醪的酒精度。因此,选取5 个多粮样品,即样品一、样品二、样品三、样品四、样品五,在5 个样品中按粮曲比添加不同批次的大曲进行发酵,对三角瓶内部分和全部发酵醪的酒精度进行了对比分析,见表1。
由表1 可以看出,从搅拌后的三角瓶内随机取出相同量的发酵醪进行蒸馏所得的酒精度存在差别。说明即使搅拌均匀,由于发酵醪为半固体状态,发酵醪内的乙醇也不会绝对分布均匀,采取部分发酵醪的酒精度代替全部发酵醪的酒精度存在误差。因此,用三角瓶内的全部发酵醪进行蒸馏所得的酒精度评判大曲的产酒能力更加准确。

表1 蒸馏方法对大曲产酒能力的影响
2.5 检测方法的实用性验证
综上所述,优化后的洋河大曲产酒能力检测方法为:在传统酒化力检测方法的基础上,以多粮为反应底物,并在反应前对底物进行糖化预处理,反应时间为5 d,反应结束后对容器内全部发酵醪进行蒸馏。为考察优化后方法的实用性,将大曲样品分为3 份,即样品一、样品二、样品三,按粮曲比将大曲加入到多粮中进行发酵,发酵结束后在发酵醪里分别加入不等量的95 %vol 乙醇做加标回收试验,试验结果如表2所示。
由表2 可以看出,3 个样品检测结果的相对平均偏差为0.92%,表明此方法检测大曲产酒能力的重复性较好。检测方法的平均回收率为95.97 %±2.27%,表明此方法检测大曲产酒能力的准确性较高。从以上结果可以看出,该方法适用于洋河大曲产酒能力的检测。

表2 检测方法的实用性验证结果
3 结论
3.1 《酿酒大曲通用分析方法》中以酒化力评判大曲的产酒能力,检测时间长,通过对底物糖化预处理,可使检测时间由15 d 缩短至5 d。同时,以多粮为检测底物,使检测方法更接近于酿酒实际生产。
3.2 洋河大曲产酒能力检测方法为:称取100 g 多粮于250 mL 三角瓶中,加200 mL 蒸馏水,放于灭菌锅中,于121 ℃下灭菌20 min 后取出,冷却到60 ℃左右,将三角瓶置于60 ℃水浴锅内,加足量糖化酶进行糖化。待多粮糖化完全后(碘液验证),水浴锅调温度至90 ℃将糖化酶灭活,灭活后的多粮冷却至30 ℃左右,加20 g 大曲粉,搅拌均匀,使其疏松适度。封口密闭后置于(30±1)℃的恒温培养箱内发酵5 d。发酵完成后,将发酵醪拌匀,然后全部移入1000 mL 蒸馏烧瓶中,用蒸馏水将三角瓶及瓶壁上所附着的发酵醪分数次洗入蒸馏烧瓶中,加几滴消泡剂,缓缓加热蒸馏,用100 mL 量筒收集馏出液(外用冷水冷却)。当馏出液量接近刻度线时,取下量筒,调馏出液温度至20 ℃,混匀,用酒精计法测量馏出液酒精度。
猜你喜欢
酿酒科技(2022年9期)2022-10-04
山花(2021年11期)2021-11-22
广西蚕业(2021年2期)2021-07-15
戏曲研究(2020年2期)2020-11-16
教育周报·教育论坛(2020年3期)2020-10-21
中华戏曲(2020年1期)2020-02-12
中国集体经济(2019年7期)2019-09-27
科技资讯(2018年16期)2018-10-26
科技信息·下旬刊(2018年8期)2018-10-21
科技资讯(2017年12期)2017-06-09