
余热锅炉省煤器更换施工工艺
2021-08-27 12:31王令强马春纬陈晓勇
石油工程建设 2021年4期
王令强,马春纬,刘 杨,陈晓勇
中国石油天然气第一建设有限公司,河南洛阳 471023
中国石油大庆石化140×104t/a重油催化装置有2台余热锅炉,每台锅炉有4组省煤器,其中6组省煤器质量为28.1 t,另外2组质量为29.7 t。由于省煤器换热效率降低,需要全部更换,另外省煤器之间的中间连接烟道、省煤器与底部连接的膨胀节也需要一同更换。运用余热锅炉省煤器更换施工工艺,仅用8 d时间完成了8组省煤器模块及中间连接烟道和2个膨胀节的更换,大大提高了省煤器更换施工效率。
1 施工方案比选
每台锅炉4组省煤器模块上下竖向布置,利用中间连接烟道连接,省煤器模块上部通过膨胀节与过热器模块相连,底部与烟道通过膨胀节相连,均为焊接连接。
余热锅炉省煤器拆除平面布置见图1。两台余热锅炉位于中部,西侧为泵房,南侧为泵房2,东侧为三级旋风分离器,北侧为排烟烟囱和烟道,吊车站车位置在管廊北侧7#道路。吊装作业需跨越水平烟道,作业半径大,根据吊装计算选用400 t履带吊车进行模块吊装及倒运[1]。

图1 余热锅炉省煤器拆除平面布置
根据现场平面布置、空间结构以及实测数据,初步形成三种模块更换方案。第一种:2台余热锅炉的省煤器模块拆除后均从锅炉(L-2)东侧6 m平台处拆除及运输。受吊装及运输影响,需要拆除该平台上的定排罐及配套管道和劳动保护平台,还需拆除该平台上2台锅炉省煤器模块之间的仪表穿线管。按照此方法,400 t履带吊车可站在固定位置完成所有吊装,无需吊车移动走车,减少了移车的相关工作。第二种:两台锅炉省煤器模块拆除后,东侧锅炉(L-2)的模块从东侧平台运输,西侧锅炉(L-1)的模块从西侧平台运输。这样也需拆除定排罐及配套管道和劳动保护平台,而且锅炉(L-2)西侧运输空间较小,为满足模块运输要求,还需拆除西侧锅炉立柱,并采取加固措施,在吊运过程中400 t履带吊需来回行走绕过烟囱进行吊装,并且还需要倒运超起配重。此方案拆除、加固及恢复工作量较大,大型吊车工作效率低,省煤器更换速度慢。第三种:省煤器模块从锅炉顶部吊出,该方案需要拆除锅炉顶部烟气入口、过热器及其配套管道,400t履带吊也需要绕过烟囱进行吊装,还需要倒运超起配重。拆除及恢复的工作量较大,吊车利用效率不高。综合上述三种方案,在考虑工期、工作量以及成本等综合因素下,决定采用第一种方案,施工效率高。余热锅炉结构立面见图2。
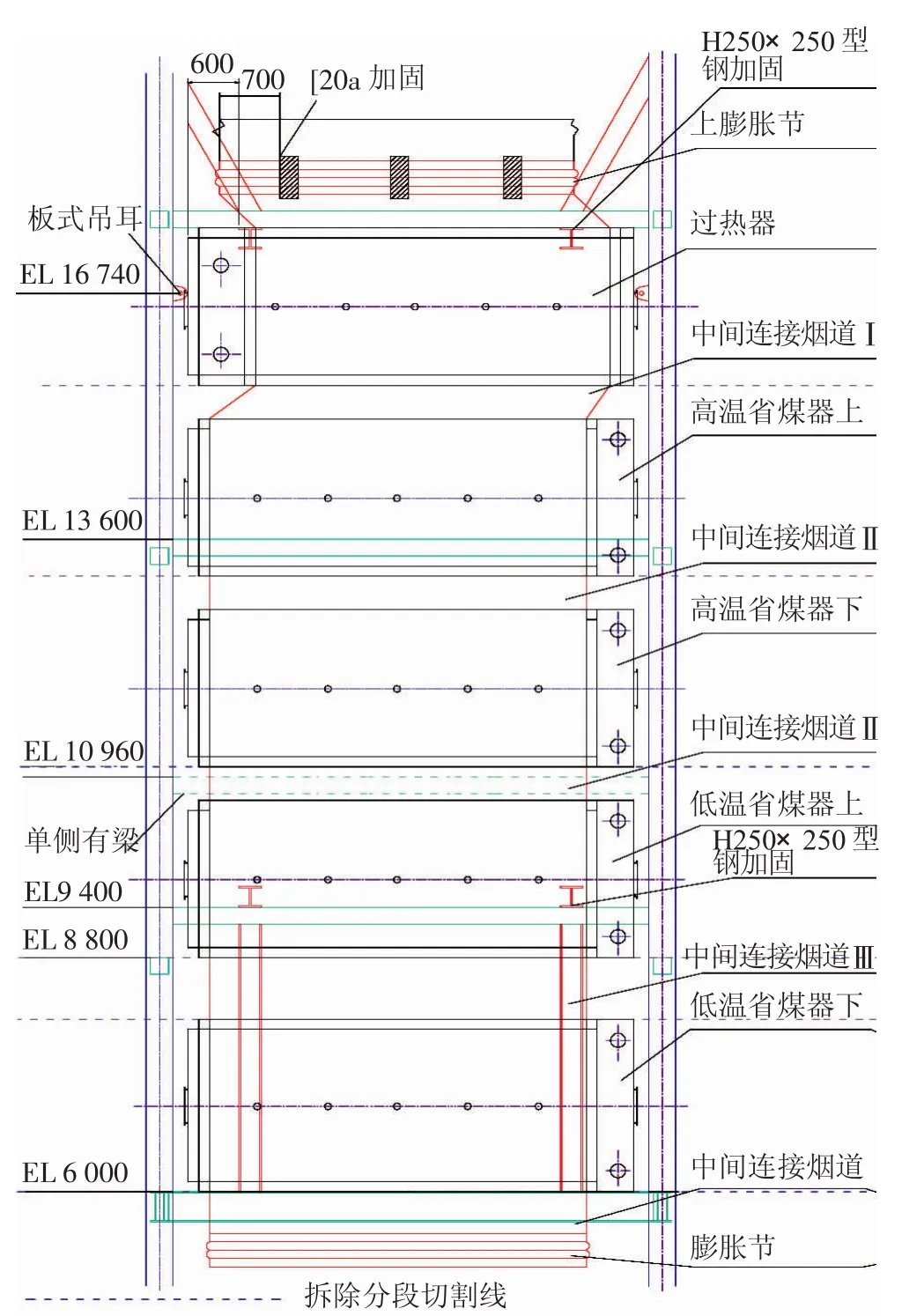
图2 余热锅炉结构立面示意
2 施工工艺
2.1 施工流程
省煤器模块更换施工流程见图3。

图3 省煤器更换施工流程
2.2 移动小车、轨道准备
省煤器拆除后,向外倒运时需要依靠移动小车运输,小车选用自重小、承载能力大、移动平稳顺畅、牵引力小的12 t级规格。搬运每组省煤器时使用4个12 t级移动小车,能够满足省煤器模块重力载荷[2]。
为使设备平稳运输。移动小车下方铺设HW350×350×12×19的H型钢轨道,轨道上部翼缘板两侧敷设∠25×3角钢,每隔150 mm点焊,固定在H型钢上,防止移动小车脱落。两侧翼缘板之间每隔500 mm用一节D42 mm×3 mm的短管点焊连接作为支撑,腹板两侧交替增加支撑,增加型钢的强度,保证小车在运输模块过程中的安全性,确保省煤器模块在轨道上运行的安全性和稳定性。制作完成的轨道如图4所示。

图4 自制移动小车轨道
轨道型钢在敷设时,两段轨道连接处应置于钢结构平台横梁处,并把轨道点焊在结构平台横梁上,确保轨道稳固。吊车拉拽端焊接固定在钢结构上。
2.3 模块拆除前准备及加固
余热锅炉省煤器模块拆除之前,需要提前拆除锅炉L-2东侧R-3罐及其附属管道、仪表控制箱、仪表穿线管、劳动保护平台及余热锅炉钢结构框架EL 8 800 mm层宽度方向的横梁。
余热锅炉支座承重分布为:EL 6 000 mm层弹簧支座支撑低温省煤器下模块、低温省煤器上模块及中间连接烟道Ⅱ、Ⅲ的重量;EL 13 600 mm层刚性支座支撑高温省煤器下模块、高温省煤器上模块、过热器模块及中间连接烟道Ⅰ、Ⅱ的重量。
省煤器模块拆除顺序由下而上,因此每个模块拆除前需要对其上部模块进行加固固定。为保证在拆除低温省煤器及下部的膨胀节后,下部烟道不发生变形和位移,需要在锅炉钢结构框架EL 6 000 mm层横梁的横向、纵向及竖向使用[10槽钢进行加固,与膨胀节本体进行焊接连接。
将轨道型钢焊接固定在余热锅炉EL 6 000 mm层钢结构上,两端用[14槽钢连接加固,在两条轨道型钢运输模块一侧的端部焊接两个10 t级板式吊耳,用于牵引模块向外运输。在加固槽钢中间各焊接一个10 t级板式吊耳[3],吊耳上设置定滑轮。400 t履带吊车通过定滑轮牵引省煤器配合倒链牵引出省煤器。
2.4 省煤器拆除
在锅炉钢结构框架EL 16 740 mm层端面横梁两侧各焊接一个10 t级板式吊耳,同时在被拆除的省煤器模块本体框架4个角上各焊接一个10 t级板式吊耳,用倒链将省煤器上部4个吊耳悬挂于EL 16 740 mm层端面横梁上的吊耳上。
首先,拆除低温省煤器(下)上方的中间连接烟道Ⅲ。为方便运输,可将其拆成1 000 mm长的小块钢板。拆除完后割开低温省煤器(下)与中间连接烟道的焊缝,利用倒链提升低温省煤器(下)。将轨道型钢塞入省煤器(下)模块下部,在轨道型钢上放置4台移动小车,用倒链回落模块至移动小车上。利用倒链及400 t履带吊将省煤器模块从锅炉框架内拉出。按此方法依次将其他省煤器模块拆除并倒运出锅炉框架内。模块运输示意见图5。
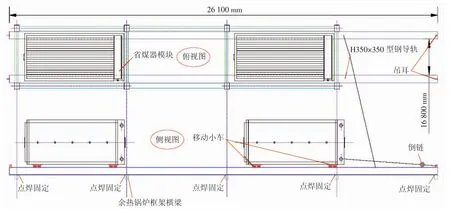
图5 省煤器模块运输示意
模块运输的顺序为:先运输东侧锅炉L-2的4组省煤器模块,再运输西侧锅炉L-1的4组省煤器模块;2台锅炉的省煤器模块同时施工拆除,交替运输互不影响。
2.5 中间连接烟道预制
所有连接烟道全部需要现场预制、安装。根据设备安装承重情况,中间连接烟道Ⅱ提前预制成框安装,中间连接烟道Ⅲ及中间连接烟道只进行切割成片并留有安装余量,中间连接烟道Ⅰ利旧,根据与高温省煤器上模块之间实际尺寸调节安装。中间连接烟道Ⅲ及中间连接烟道待现场测量后切除余量安装焊接,如图6所示。

图6 中间连接烟道III分片安装
2.6 省煤器模块安装
模块安装采用从上到下的顺序依次安装,每个模块用400 t履带吊吊装至导轨上,通过移动小车将模块滑移至余热锅炉框架内,利用框架内安装的10 t倒链提升模块至安装标高,并将模块进行临时加固固定[4],然后摘除倒链。按此方法依次吊装下一层省煤器模块并进行定位固定。所有省煤器模块都更换完成后,将低温省煤器下模块用倒链提升至悬空200 mm,抽出导轨型钢及小车,利用中间空隙设置滚杠拆除下膨胀节,更换新膨胀节。连接烟道在低温省煤器模块与膨胀节安装定位调整后分块安装焊接。模块的安装及倒运见图7。

图7 新省煤器模块安装
安装承重支座时注意各个支座的安装位置,特别是支座长圆孔的布置方向,支座螺栓尽量靠近长圆孔外侧,以满足高温状态设备的自由膨胀。设备支脚下垫不锈钢钢板,不锈钢钢板与横梁焊接固定,而与设备支脚不焊接,因此支座可自由滑动。
与利旧烟道及过热段接口连接处,对破坏的衬里结构用耐火硅酸铝纤维和隔热耐磨衬里进行恢复。
3 结束语
本次2台余热锅炉8组省煤器更换,成功运用了移动小车、轨道、吊车、滑轮、倒链等工具及其有效配合,在仅8 d时间内将8组省煤器及2个膨胀节顺利更换完成,为后续改造工作留出了充裕的时间。该方法对同行业余热锅炉省煤器等模块的更换施工有一定的借鉴意义。
猜你喜欢
结构工程师(2022年2期)2022-07-15
工程与建设(2022年2期)2022-05-07
昆钢科技(2021年6期)2021-03-09
昆钢科技(2021年6期)2021-03-09
玻璃(2020年2期)2020-12-11
科学技术创新(2020年2期)2020-03-24
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
农业知识·百姓新生活(2016年9期)2016-05-14
专用汽车(2016年1期)2016-03-01
