
液压支架千斤顶附件的焊接工艺研究
2021-08-26 07:49王德印凡乃峰印文才白海明
电焊机 2021年7期
王德印 凡乃峰 印文才 白海明

摘要:为避免千斤顶附件(通液座)焊接对精加工后的缸筒内孔尺寸和圆度造成影响,从增加刚性拘束、预留反变形和控制焊接热输入等角度研究适用于精加工后缸筒附件焊接的生产工艺。研究表明:仅采用I=140~160 A、U=20~22 V、v=210~230 mm/min的小规范MAG焊接工艺,无法保证产品质量,缸筒内孔依然会出现最大0.3 mm的焊接变形;采用小规范焊接并借助拘束工装预制0.8~1.2 mm横向反变形,则可以有效控制焊接变形,保证缸筒内孔尺寸和圆度均符合设计要求。
关键词:液压支架;缸筒附件;焊接;反变形;内孔尺寸和圆度
中图分类号:TG457.2 文献标志码:B 文章编号:1001-2003(2021)07-0089-04
DOI:10.7512/j.issn.1001-2303.2021.07.17
0 前言
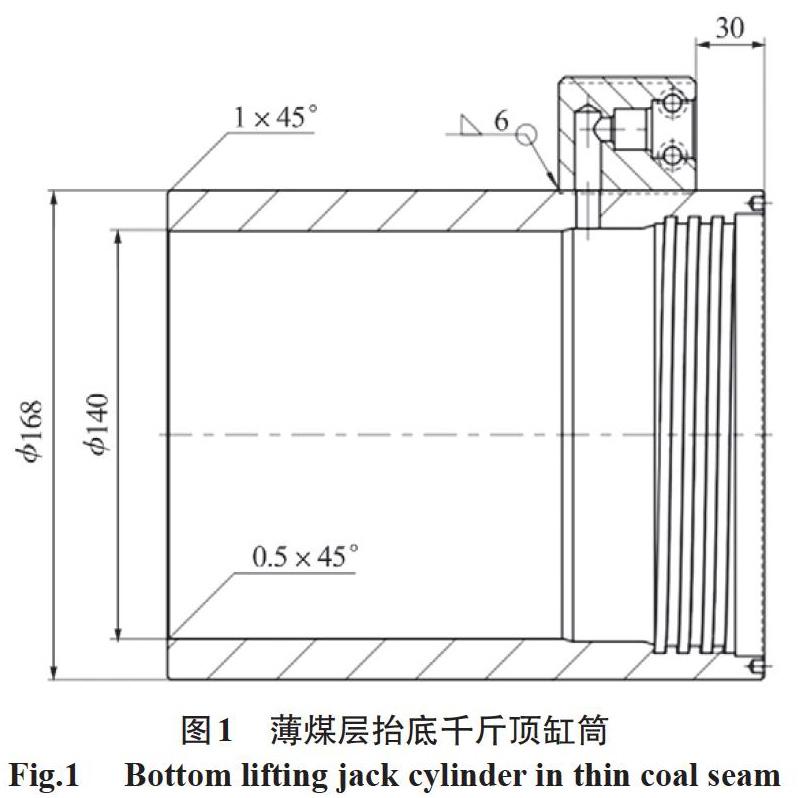
千斤顶缸筒外部焊接通液座是一种常见的千斤顶通液结构,受焊接热循环的影响,焊后通液座的缸筒内孔会发生变形并导致尺寸超差。而千斤顶是液压支架中负责动力输出的关键零部件,为保证液压支架可以按设计要求实现支架升降及各功能部件伸出、收回等动作,千斤顶缸筒和活塞之间的配合间隙需要达到非常高的精度。为避免焊接热循环对配合间隙造成影响,通常将通液座、接头座等附件放在缸筒精加工之前拼焊。近期,郑州煤矿机械集团股份有限公司接到一批薄煤层液压支架订单,根据产品结构和性能特点要求,该批产品抬底千斤顶的外缸结构与传统结构有所不同,如图1所示。
由图1可知,用于上腔通液的通液座与缸口之间的距离为30 mm,在刮滚内孔和车削缸口螺纹时,该通液座会影响缸筒在机床上定位。因此,必须将通液座放在刮滚内孔并车削好缸口各内孔尺寸后拼焊,由此引起的焊接变形可能会导致缸口密封面圆度超差,进而导致导向套静密封在圆周方向的配合间隙不一致、承受不均匀的压应力,进而增大外缸与导向套静密封处漏液的概率、影响产品寿命。因此,有必要研究出一套适用于精加工后缸筒附件焊接的生产工艺来指导生产。
1 试验材料
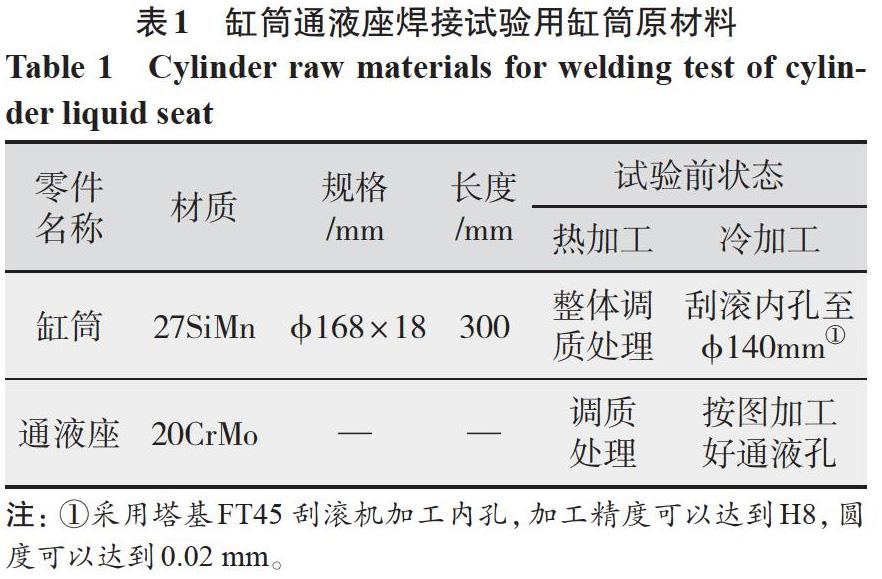
试验缸筒所用原材料及加工方法如表1所示。
2 试验方案
2.1 焊接工艺
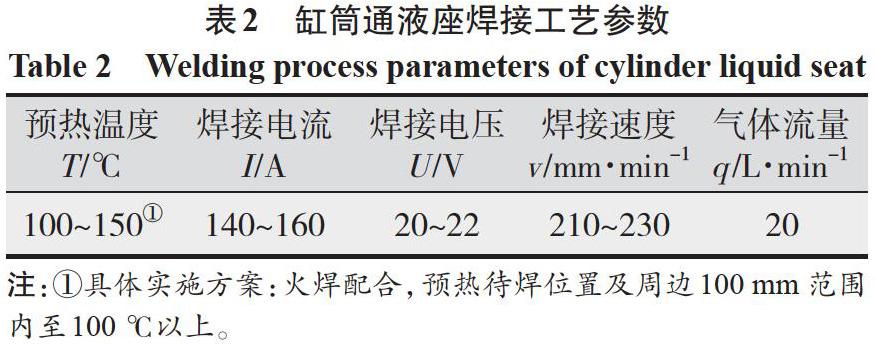
缸筒通液座的焊接采用熔化极活性气体保护焊,直流反接,焊接材料为ER50-6(φ1.2),保护气体类型为M21[φ(Ar)80%+φ(CO2)20%]混合气体,为尽量降低焊接热输入,试验采用小规范焊接,具体焊接参数如表2所示。
2.2 拘束工装设计
遵循焊接工艺的预防变形原则,从增加刚性拘束、预留反变形和控制焊接热输入值等角度入手,设计适用于精加工后缸筒附件的焊接工艺。
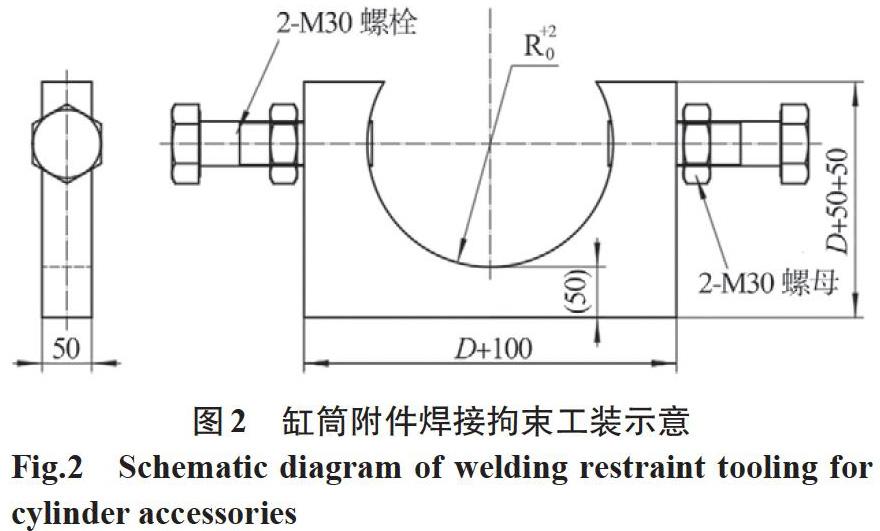
首先,根据液压千斤顶缸筒的特殊结构,设计专用的拘束工装,如图2所示。
该拘束工装由仿形卡套、拘束螺栓和锁紧螺母三部分组成。
仿形卡套采用Q690(δ50)高强钢下料而成,宽度为D(缸筒外径)+100 mm,高度为D(缸筒外径)+50 mm+50 mm,设置一个半径与缸筒外圆半径R相当的内凹圆形结构与缸筒匹配,在两侧面板厚中心处与内凹圆心等高的位置分别有一个M30内螺纹孔;拘束螺栓和锁紧螺母共两组,分别与仿形卡套上的两个M30内螺纹孔匹配使用。
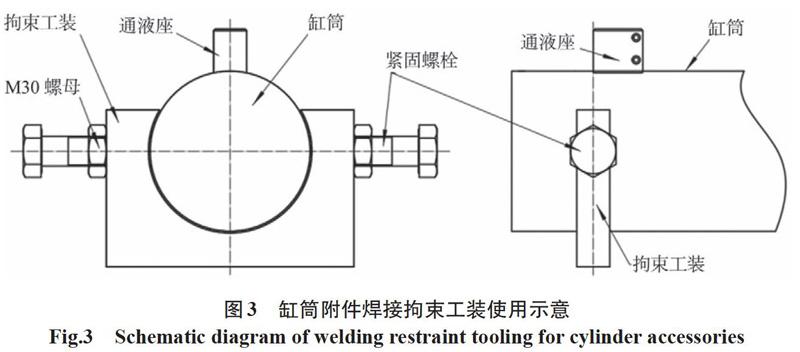
使用时,首先将缸筒穿入工装中的内凹圆并调整位置,使拘束工装位于待拼焊附件下方靠缸口一侧,同时保证拘束工装的螺纹孔中心连线经过缸筒中心并垂直于待拼焊附件中心点与缸筒中心连线,具体如图3所示;然后,同步拧紧两侧紧固螺栓给缸筒施加拘束,直至拘束量达到要求;最后,依次旋紧两侧的M30螺母并使之贴紧拘束工装端面,形成有效的双螺母锁紧;保证外加拘束的可靠性和稳定性。
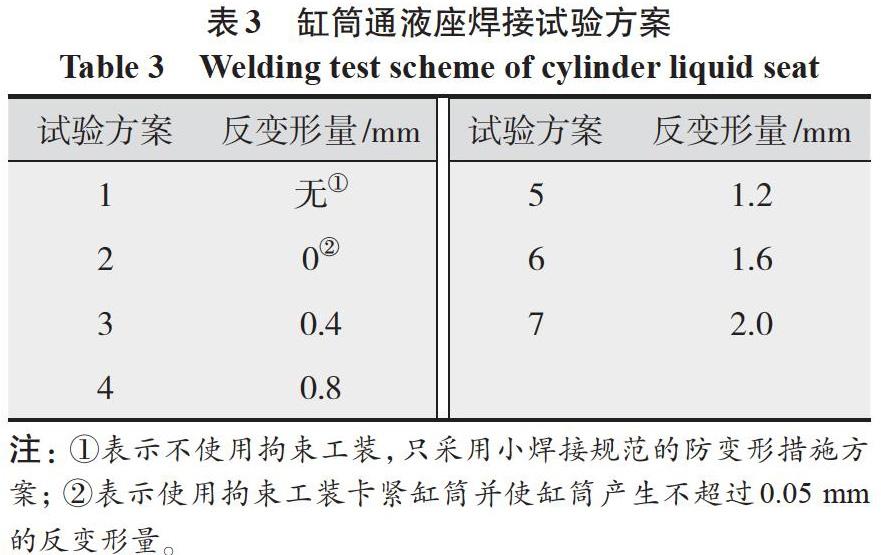
2.3 反变形方案
采用拘束工装,在预热前按表3所示对缸筒施加拘束并预制反变形。各组方案反变形量的精确度,通过反变形前后用内径表测量缸筒横向内径差值来保证。
3 结果分析
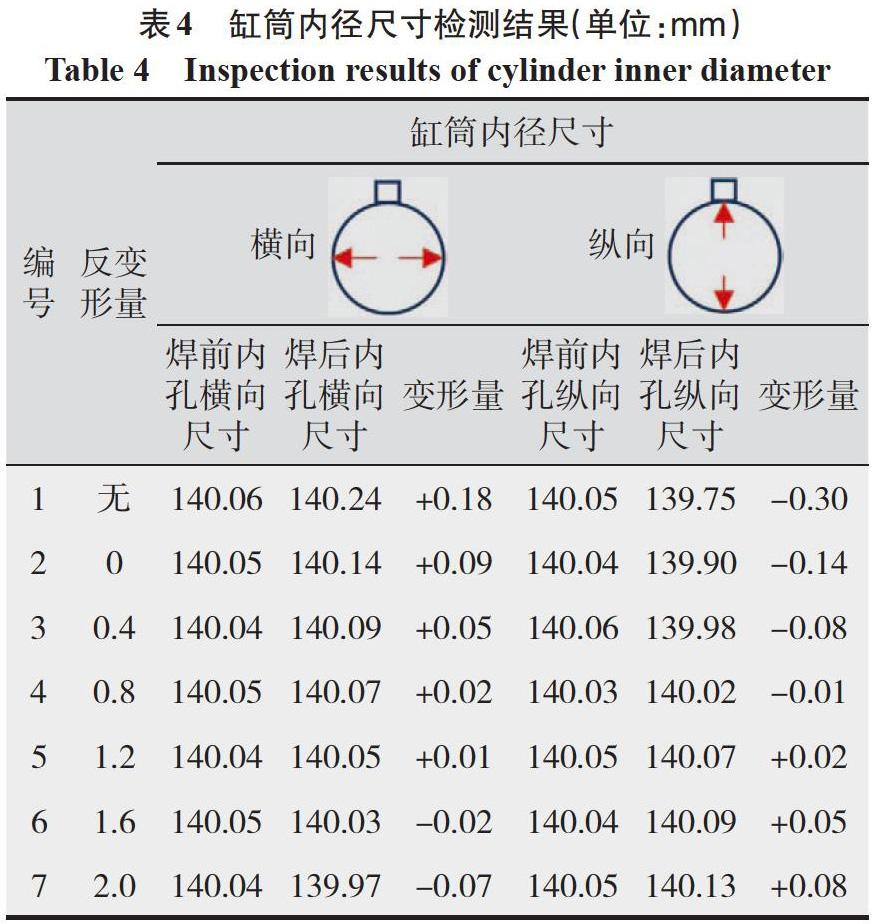
按照上述各组方案,分别对缸筒通液座进行焊接试验。预热前,在缸筒内壁距离缸口25~35 mm位置处沿横向和纵向分别用记号笔做点状标记,并用内径表按标记点分别检测各组缸筒横向和纵向内径尺寸;焊接完成并冷却至室温后,撤去各组拘束工装,再次检测各标记点处的内径尺寸,检测结果如表4所示。
根据表4数据,绘制缸筒焊接通液座前后内孔变形量及缸筒内径尺寸随反变形量的变化趋势,如图4、图5所示。其中,第1组样本点表示采用方案1所得试验数据,为了便于对比,该组样本点所对应的横坐标值设为-0.1 mm。
由图可知,焊接变形曲线整体呈现先降低、后升高的趋势,尤其是前两组样本数据所示区域,曲線呈现明显的下降趋势。这表明仅采用小规范焊接措施无法有效避免缸筒焊接变形,仍然出现了内孔横向膨胀0.18 mm、纵向收缩0.3 mm的“ 扁缸 ”现象,而采用小规范焊接、配套使用拘束工装则可以更加有效地避免缸筒因焊接通液座而出现的焊接变形,这是因为在没有任何拘束措施条件下焊接通液座,焊缝及热影响区的基体金属先在焊接热输入的作用下出现局部的向心力、径向形变。随着热源移动,高温区冷却,缸筒局部收缩,在焊接通液座的位置及周围区域的缸筒母材中产生向心应力,进而造成缸筒内孔在纵向上出现收缩变形,同时在横向上出现了一定的膨胀变形,虽然采用小规范焊接可以降低热输入、减小焊接应力,但却无法完全消除焊接应力,缸筒依然出现了一定程度的“ 扁缸 ”现象;采用拘束工装施加横向外部拘束后,焊接冷却阶段缸筒的横向变形被抑制,该抑制效应通过缸筒宏观弹性应力反作用于缸筒纵向的向心应力,并在焊缝区域形成三向应力场抑制缸筒基体金属中的收缩应力,进而降低焊接过程对缸筒内孔尺寸的影响,但是在外部拘束撤去后,缸筒的宏观弹性应力得到释放,在弹性应变作用下横向和纵向内径尺寸依然会出现变化。因此,只有预制合适的反变形,才能有效抑制焊接应力并抵消缸筒弹性变形。
根据第3~7组试验结果可知,随着预制反变形量增大,缸筒内孔横向膨胀变形逐渐减小并在预制反变形为1.2 mm时达到最小值、纵向收缩变形在预制反变形为0.8 mm时达到最小值,结合图5可以看出:当预制反变形量为0.8~1.2 mm时,缸筒内径尺寸在两个方向上均在合格范围内;而当预制反变形超过1.2 mm后,缸筒焊接通液座后内孔在横向和纵向均出现了不同程度的残留反变形。由图5可知,在反变形为1.6 mm时,缸筒纵向尺寸已经超出上偏差线、出现了不合格品,这是因为过量的反变形使缸筒局部区域在达到弹性应变基础上产生了过多的塑性变形,已经超过了通液座焊接应变所需的有效抵消量,因而以残余反变形的形式表现出来。
综上所述,在焊接通液座前,采用拘束工装对缸筒施加横向拘束并预制0.8~1.2 mm的反变形,匹配小规范MAG焊工艺,可以有效避免因焊接通液座而导致的缸筒变形,保证缸筒内孔尺寸和圆度符合设计要求。
4 结论
通过设计拘束工装、预制反变形、匹配小焊接规范等措施,解决精加工后千斤顶缸筒因焊接通液座而导致的变形问题,并得出结论:(1)仅采用焊接电流I=140~160 A、焊接电压U=20~22 V、焊接速度v=210~230 mm/min的小规范焊接措施,缸筒内孔仍然会出现“ 扁缸 ”现象,最大变形量可达0.3 mm。(2)采用小规范焊接并借助拘束工装预制0.8~1.2 mm的横向反变形,可以将缸筒因焊接通液座而导致的变形量控制在0.01~0.02 mm,保证缸筒尺寸和圆度均符合设计要求。
参考文献:
李恒乾,汪声援,李海燕,等.液压油缸缸筒缸底组焊后内径变形研究[J].煤矿机械,2020,41(3):37-40.
郭德礼,赵忠刚.大型液压支架立柱缸筒与缸底焊接变形分析与控制措施[J].科技與企业,2015(11):148.
赖鹏彬,李嫄.缸筒与耳轴的配合间隙对焊接变形的影响[J].南方金属,2014(4):56-58.
朱江.焊接变形的控制和预防[J].电焊机,2009,39(8):90-93.
李臣阳,兰志宇,程相榜,等. 液压支架立柱千斤顶失效分析及预防措施[J],煤矿机械, 2020,41(2):146-148.
猜你喜欢
科学与财富(2016年15期)2016-11-24
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
