
稳压器电加热元件焊接工艺失效分析与对策
2021-08-26 07:49唐国军张涛李浩
电焊机 2021年7期
唐国军 张涛 李浩
摘要:稳压器是压水堆核电站一回路调节系统压力的主设备,其关键元件电加热器的焊接采用自动TIG焊。介绍了一起电加热元件接头按原成熟的自动TIG焊工艺无法焊透的事件。分析认为母材中S元素含量过低,改变了熔池的流动及传热方向,致使焊接热量更多地流向焊缝两侧边缘,从而导致熔深变浅,无法焊透接头。根据现有的低S母材特性,通过工艺实验调试出新的焊接参数,通过两步焊接的方式,既能保证焊透,也能保证最终接头表面凹陷度不超标。同时对后续稳压器电加热元件的焊接及已运行的稳压器电加热器的更换工艺提出了改进建议。
关键词:稳压器;电加热元件;自动TIG;未焊透;低S母材
中图分类号:TG457.2 文献标志码:A 文章编号:1001-2003(2021)07-0080-06
DOI:10.7512/j.issn.1001-2303.2021.07.15
0 前言
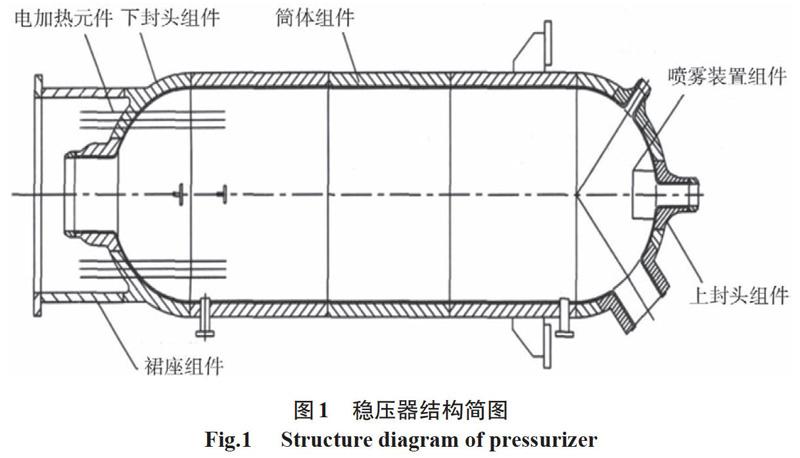
大型压水堆核电站的稳压器是一回路中的重要设备,起调节一回路系统压力的作用,其结构如图1所示[1]。
稳压器立式布置,系统正常运行时下部为一回路冷却介质,上部为蒸汽,其体积各占50%。在一回路压力过高时通过上封头布置的喷雾装置喷水降温,降低系统压力;当压力过低时,通过贯穿下封头的电加热器元件加热升温提高系统压力。
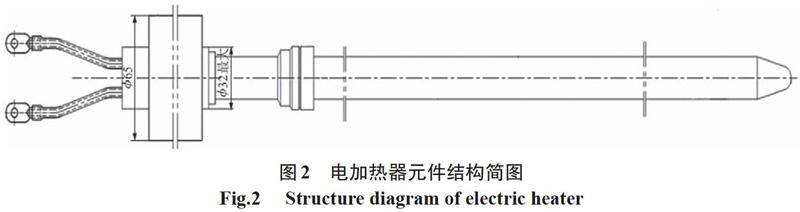
电加热器元件是稳压器设备中的主要元件,对设备的功能起到关键作用,我国已建及新建的大部分压水堆核电站稳压器电加热元件的结构如图2所示。电加热器元件穿过稳压器下封头上的套管并与套管焊接连接,其接头如图3所示。
该接头的结构形式由法国法玛通公司设计,其中电加热器连接件与电加热元件的角焊缝由电加热器元件供应商焊接,设备制造商装配电加热元件时进行电加热器元件与套管的焊接[2]。
套管与连接件的材质为Z2CND15-12(控氮)(法国牌号),属316L型不锈钢。按设计方的要求,其对接接头形式及尺寸如图4所示,接头不开坡口,焊前预装0.5 mm厚的可熔环,焊接工艺为自熔的TIG焊,不填丝。
接头要求完全熔透,焊缝外表面不允许有超过0.5 mm的凹陷及其他焊接缺陷。
1 焊接工艺失效事件简述
1.1 前期的成熟工艺
东方锅炉股份有限公司是国内主要的压水堆稳压器设备制造商,自岭澳项目以来长期进行稳压器的制造。目前,公司的制造工艺为在稳压器组装成台后在竖直状态下进行电加热元件的安装,采用横位置焊接。理论上电加热元件也可以采用卧式位置装焊,但由于需要进行全位置焊接,大幅增加了焊接难度,不利于焊接质量的保证,目前尚无制造商在卧式位置进行电加热元件的装焊。
具体焊接规范如表1所示。采用POLYSOUDE的MU IV 38型开放式焊接机头,φ2.0钨极,钨极正对熔化环中心位置或略偏上,但不得超过熔化环上沿线,钨极距离工件表面约1.6 mm。
采用该焊接工艺先后完成了10余台稳压器近千根电加热器元件的装焊,除极个别由于偶然因素导致的局部未焊透外,焊缝一次检验合格率达到99.8%。
按设计方的要求,考虑到挖补可能会对电加热元件功能带来不利影响,故对根部未熔透的不合格接头不允许进行返修补焊,只能通过切管更换新的电加热元件。切除的电加热元件不能继续使用,只能报废。电加热元件是从法国进口的,价格较贵,考虑到更换的需要,制造商每台稳壓器通常只准备3根备件。考虑到装焊后电加热元件电气检验也有出现不合格的可能,根据制造经验并按最保守考虑,每台备用6根。
1.2 工艺失效事件简介
某H项目稳压器电加热器元件焊接时,在执行产品焊接前的开工焊接见证件时发现,原成熟的焊接工艺完全失效。
见证件焊缝表面成形较前期大量的试管焊接表面成形情况差,焊缝表面上下部不均匀,下侧堆积了更多焊缝金属,焊缝整体宽度较前期宽约1.5 mm,且凸出于母材表面,表面形貌如图5所示,而根据经验,正常熔透情况下焊缝表面应为略凹陷。内窥镜检查内壁发现管内壁未焊透,仅局部区域有少量母材熔透,可熔环整圈未熔透,如图6所示。采用同样的材料,相同工艺多次验证焊接,其结果一致。
2 焊接工艺失效原因分析
针对该情况进行详细分析,以排除人为操作、焊接设备、施焊环境等因素的影响。焊接可熔环为前期已经在多台设备焊接上经过验证的同批号材料,排除焊接用可熔环的影响。所用焊接工艺与前期所用的完全一致,实测的焊接参数与设定的一致,排除焊接参数偏离的影响。与前期项目相比,本次未焊透的接头母材牌号一致,但属新的炉批号,是唯一的变素。分析认为本次接头不能熔透可能与接头母材相关。
为验证分析,采用相同的设备、焊接操作者和焊接程序,分别在前期项目结余的少量母材及本次产品母材上进行了焊接对比实验。结果显示用本次产品母材所焊的接头内壁仍未焊透,与前期开工见证件焊接结果一致,而采用前期项目结余母材焊接的接头则能熔透,内壁焊缝成形较美观,与两侧母材圆滑过渡,焊缝表面成形均匀,较母材表面略有凹陷,宽度为10 mm,比采用新批号母材的焊缝表面窄1.5 mm。
经过对比实验确认,电加热器元件焊接工艺失效的原因与母材有关。
通过对比分析该批次的母材与前期使用的多个批次的母材发现,本批次及前期多个批次的材料力学性能及铁素体含量皆符合相应设计技术条件的规定,且数据波动波幅小,分析认为与不同批次材料之间力学性能及铁素体含量的差异无关。
同时逐一对比不同批次材料的化学元素含量,发现除S元素外,其他元素与前期项目母材的实际值波动幅度不大,基本处于同一水平。S元素含量对比见表2,表中序号1为本批次材料,2~6为前期项目5个批次材料。
前期项目接管母材中S含量最低为0.004 4%,最高为0.010 6%;本项目稳压器用电加热器套管材料的S含量较前期其他项目差异明显,为0.000 6%,约低一个数量级。
根据相关研究[3-4],S是重要的焊缝熔池表面活性元素,一定的S含量能够增加熔深,提高可焊性。对奥氏体不锈钢的自动TIG焊,当母材的w(S)<0.005%时,熔池中表面张力驱动的对流效应不利于熔深的形成。当S含量太低时,熔池表面张力随温度升高而下降,使电弧正下方最热的液态金属流向熔池边缘,从而得到宽而浅的熔池形状。
文献[5]显示,过低的S含量影响了采用自动TIG焊的核电换热器管子与管板封口焊接头根部的焊透性,导致出现大量封口焊接头根部未熔合的情况。本批次母材S含量低,使得自动TIG焊时熔池流动性增大,熔池较以前变得宽而浅,熔深不足从而导致焊接接头出现未焊透缺陷。由于熔池表面张力降低,金属流动性增大,在横位置焊接时,液体金属更易受重力影响下淌堆积在焊缝的下半部分,导致上下部焊缝不均匀。
3 解决措施
3.1 工艺实验
由于套管材料性能及化学成分仍满足设计技术文件要求,且套管已与封头装焊无法更换,必须调整相关焊接工艺参数以确保电加热器元件与套管的对接接头能焊透。
鉴于该批次材料的特性,为了焊透接头,同样情况下必须增加热输入,加大熔深。而该批次材料的焊接熔池流动性偏大,继续增大焊接热输入必然形成更大体积的熔池,熔池越大则凝固冷却需要更长时间,受重力影响更易下淌,从而进一步加剧焊缝上部的凹陷程度。
为调试出既能熔透接头,又使接头表面凹陷不超标的焊接参数,在原工艺的基础上,通过逐级增大电流值及逐级减少焊接速度的方式进行了大量的工艺实验。实验过程中发现,当热输入量增大到足以确保能熔透的程度时,接头的表面成形大幅变差,焊缝表面的上半部分凹陷明显,凹陷深度达到0.8 mm,最恶劣时甚至超过1 mm,明显超过标准允许的0.5 mm。在原工艺参数的基础上增大电流及降低焊速以增加热输入的方式无法确保在焊透的前提下保证表面凹陷不超标。
由于脉冲电流有利于减少熔宽、增大焊缝熔深[6],采用脉冲电流进行了多次工艺实验,结果显示,当采用如表3所示的脉冲电流焊接参数时能确保接头焊透,接头表面凹陷在0.4~0.6 mm之间,情况较非脉冲电流焊接有明显改善,但仍不足以确保表面凹陷满足不超过0.5 mm的规定。
对该批次材料,由于不确定是否可以做到在一次焊接过程中既能熔透接头又使得表面凹陷不超标,且实验材料的量有限,最终采用如表4所示的焊接工艺进行分步焊接,即首先按序号1所示参数 (与表3的焊接规范同)进行焊接,确保熔透,再在已焊焊缝的表面采用序号2的参数进行焊接,序号2的焊接热输入较小,不能熔透接头,起到修正序号1焊缝表面形状、减少焊缝表面凹陷的作用。
除改进焊接参数外,对钨极的对中及到工件表面的距离也进行了调整。由于熔池液态金属的下淌,焊缝上部的厚度较下部偏薄,焊缝上半部分热量更易传递到接头背面,即焊缝的上半部分更易焊透。实验过程中发现,当热输入量不足以完全熔透接头背面时,未熔透的部分都在下部,而上部的背面则能熔透。当热输入足够时,也是上部熔透的范围更大。为了使接头背面两侧母材的熔透范围更均匀,向下调整了钨极的对中,使得钨极与可熔环的下沿线对齐。同时为了与调整后的电压值相适应,钨极到工件表面的距离调整到约2.3 mm。
采用调整后的工艺焊接的接头外观见图7,接头背面能完全熔透,接头表面的下部略凸出母材表面,上部略低于母材表面,凹陷不超过0.5 mm。
3.2 工艺评定
采用焊接规范3进行工艺评定,共焊接4付试管。经表面尺寸检查测量凹陷最深处为0.28 mm,经渗透探伤及射线探伤合格。
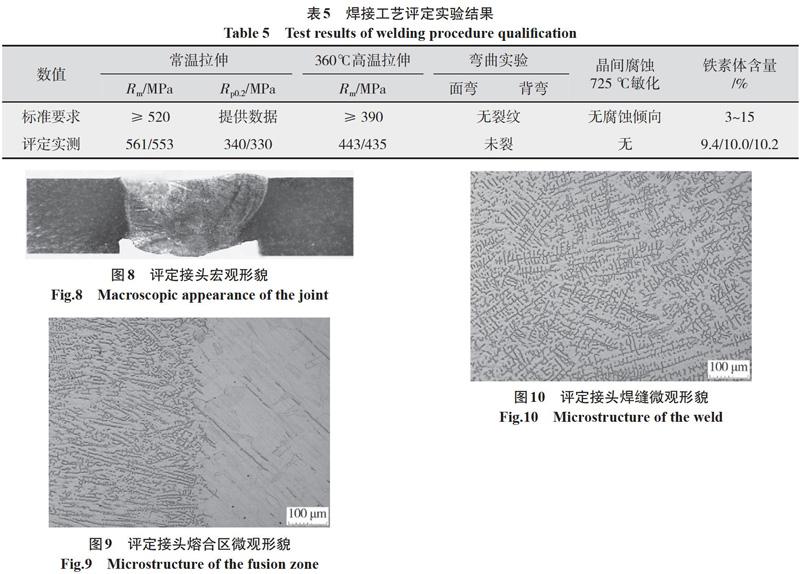
对评定试管的理化性能进行检验,结果如表5所示,满足设计要求。
评定试件接头的宏微观金相检验如图8~图10所示,接头横截面形态及尺寸符合要求,且微观金相组织满足要求。
3.3 产品应用
采用经评定合格的工艺焊接了開工见证件,开工见证件经内外表面目视检查、表面渗透探伤及射线探伤合格后进行了破坏性试验,各项检查合格后实施了产品电加热器元件的焊接。63根产品接头尺寸检查表面凹陷满足规定,无损探伤未发现超标缺陷,满足技术要求。
3.4 对后续项目及已投运稳压器更换电加热器的建议
在本项目电加热器焊接出现该问题的同一时期,国内其他稳压器制造商也反馈出原来成熟的焊接工艺在最新的项目中不适用,接头完全无法焊透。国内各制造商采用的电加热器原材料都产自法国的同一供应商,在向该法国供应商咨询后确认,由于冶炼技术的进步,新近供货的原材料的杂质元素含量控制得更低,且后续无法特意控制S含量与前期项目所用材料保持在同一水平。
由于目前尚无法准确判断在超低S含量的情况下,其成分波动对电加热器元件自动TIG焊接头可焊性的影响规律,对后续项目不仅存在前期成熟工艺无法适用的情况,对本次重新确认的焊接工艺,在另一批次母材焊接时也可能不适用。因此,对后续若干采用新批次材料的项目,建议对每一批次的材料都再次进行焊接工艺试验,确认焊接工艺是否仍适用,或重新进行工艺试验调试出合适的参数。
对前期已完成的稳压器,后续运行过程中需更换电加热器时,如采用后续新采购的电加热器进行更换,则会出现接头两侧母材S含量差异明显的情况,该情况不适合采用原来接头的自动TIG焊接工艺,也不适合采用经验证的适用于新批次材料的焊接工艺,且由于无前期同批次的材料与新材料进行配对焊接工艺试验,更换前难以进行工艺验证。
对该问题,还有待进一步的研究,可采用对材料S含量不敏感的其他焊接方法,如激光焊等,或仍采用自动TIG焊,但改变接头形式,采用开坡口的接头、焊接时送丝填充等。
参考文献:
刘全印. 核电站稳压器电加热元件与套管的焊接技术 [J]. 压力容器,2009(1):53-56.
王舜基. 秦山二期稳压器电加热元件与套管的焊接[J]. 焊接,2004(12):35-37.
John C. Lippold,Damian J. Kotecki. 不锈钢焊接冶金学及焊接性[M]. 北京:机械工业出版社,2005:164-165.
赵玉珍,雷永平,史耀武.表面活性元素硫对焊接熔池流动方式和深宽比的影响[J].机械工程学报,2004,40(9):138-143.
曹海兵,张万丰,张斌. 核级换热器管子管板焊缝根部不连续的原因分析及工艺改进[J].焊接技术,2016,45(11):67-70.
张祝年. 焊接工程师手册[M].北京:机械工业出版社,2002:374-375.
