
去应力退火对P355NL1钢焊接接头组织及性能的影响
2021-08-26 07:49方孝钟董洪达阮小丹马传平
电焊机 2021年7期
关键词:力学性能
方孝钟 董洪达 阮小丹 马传平



摘要:对比研究P355NL1钢MAG焊接接头去应力退火前后的微观组织和基本力学性能,结果表明,通过MAG焊接方法可获得外观良好的焊接接头。去应力退火处理对焊接接头的焊缝、热影响区和母材的微观金相组织无明显影响。去应力退火处理对焊接接头的拉伸性能、断后伸长率和弯曲性能影响不大,但接头硬度有一定程度的降低。去应力退火接头焊缝冲击功变化不大,母材和热影响区的冲击功有一定程度的提高。综合来看,去应力退火处理对P355NL1钢MAG焊接接头的组织及基本力学性能无明显影响,能够保证接头具有良好的使用性能。
关键词:去应力退火;P355NL1钢;焊接接头;微观组织;力学性能
中图分类号:TG441.8 文献标志码:A 文章编号:1001-2003(2021)07-0070-07
DOI:10.7512/j.issn.1001-2303.2021.07.13
0 前言
P355NL1钢属于正火可焊细颗粒钢,具有良好的塑性、韧性和焊接性能,广泛用于石油、化工、轨道交通等行业,在轨道交通行业中主要用于制造铁路车辆的转向架构架[1-3]。转向架构架是轨道列车承受交变载荷、传力和保障列车安全运行的关键部件。目前高速列车和城轨地铁等轨道车辆的转向架构架多为焊接构架,由于焊接过程热输入不均匀的工艺特点决定了构架焊接后必然存在一定的焊接残余应力[4-6]。为了消除焊接残余内应力或使内应力均匀化,目前最为普遍的做法是进行焊后热处理,主要是去应力退火。去应力退火工艺是将构架整体装入热处理炉内,缓慢升温至指定温度并保温一段时间,再缓慢冷却至一定温度后出炉,从而达到改善焊接构架整体残余应力水平的目的[5-6]。目前对转向架构架去应力退火的研究主要集中在考察消除应力的效果方面,而研究去应力退火对构架焊接接头微观组织及基本力学性能的影响相对较少[5-8]。而为了确保构架运行过程中的安全性与服役可靠性,非常有必要研究去应力退火对P355NL1钢焊接接头组织及性能的影响。
本文利用转向架构架的实际焊接工艺参数制备标准P355NL1钢焊接试板,针对接头去应力退火处理前后的微观组织和基本力学性能进行对比研究,分析去应力退火处理工艺对接头组织及力学性能的影响,对评估构架P355NL1焊接接头的质量和服役安全可靠性,具有重要的工程应用价值。
1 试验材料及方法
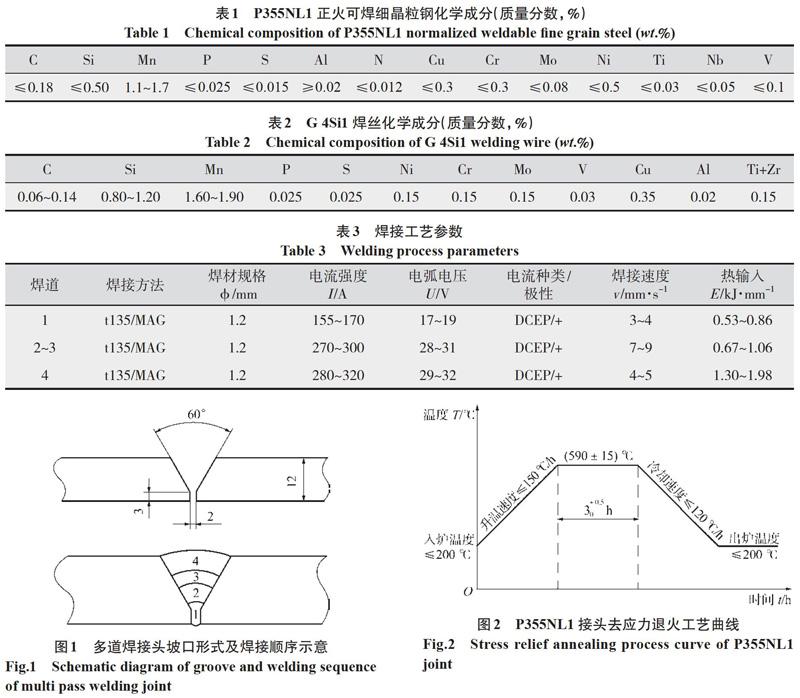
试验材料为转向架用P355NL1钢,其基本化学成分如表1所示;焊接材料选用低合金钢镀铜气保焊丝ISO 14341-A-G 46 4 M21 4Si1,以下简称为G 4Si1,焊丝直径φ1.2 mm,焊丝化学成分见表2。焊接试验件由12 mm厚P355NL1钢加工成350 mm×150 mm×12 mm钢板对焊而成。采用60°V型坡口,钝边3 mm,焊接间隙2 mm,坡口形式及焊接顺序如图1所示。焊接方法采用t135/MAG,即手工焊MAG焊,保护气体采用富氩混合气φ(Ar)80%+φ(CO2)20%,气体流量18~22 L/min。具体焊接工艺参数如表3所示。
焊后获得的两块焊接试板分别编号为1#和2#,将1#试板焊后放进热处理炉进行去应力退火处理,2#试板不处理。去应力退火工艺曲线如图2所示,焊接试件入炉温度不高于200 ℃,在590±15 ℃ 的温度下保温3 h,控制升温速度不高于150 ℃,冷却速度不高于120 ℃/h ,并在炉内温度低于200 ℃时取出焊接试件。
金相试样垂直于焊接方向用线切割机取样,取样位置为焊接试板中间,金相试样经过打磨、抛光处理后,采用5%硝酸酒精溶液进行腐蚀,腐蚀时间为10~15 s,然后在型号为AX10 ZEISS的显微镜下观察接头不同区域的显微组织。拉伸试验参照GB/T 2651-2008 和GB/T 228-2010中的试验方法,根据要求制成矩形横截面平滑拉伸试样,拉伸试样中部为焊缝,厚度为试样实际厚度,拉伸试样的取样位置为去除焊接试板边缘焊缝长度50 mm后开始取样。拉伸试验采用DNS300电子万能试验拉伸机进行,拉伸速度3 mm/min,平行样数量为3个。弯曲试验参照GB/T 2653-2008进行取样及试验,采用拉伸机的弯曲试验模块进行测试,跨距为80 mm,压头直径50 mm,弯曲角180°。面弯和背弯各取3个平行试样进行试验。使用HVS-30D维氏硬度计测量接头各区域的硬度值,试验载荷为3 kg,载荷持续时间为15 s,硬度点之间的间隔距离为1 mm,测试方向为从焊缝中心向母材方向。参考标准GB/T 229-2007 和GB/T 2650-2008进行焊接接头冲击性能试验。摆锤式冲击试验机型号为JBN-300。采用夏比V型缺口冲击试样,缺口分别开在焊缝、热影响区和母材部位,平行样为3个,试样尺寸为10 mm×10 mm×55 mm。
2 试验结果及分析
2.1 金相组织分析
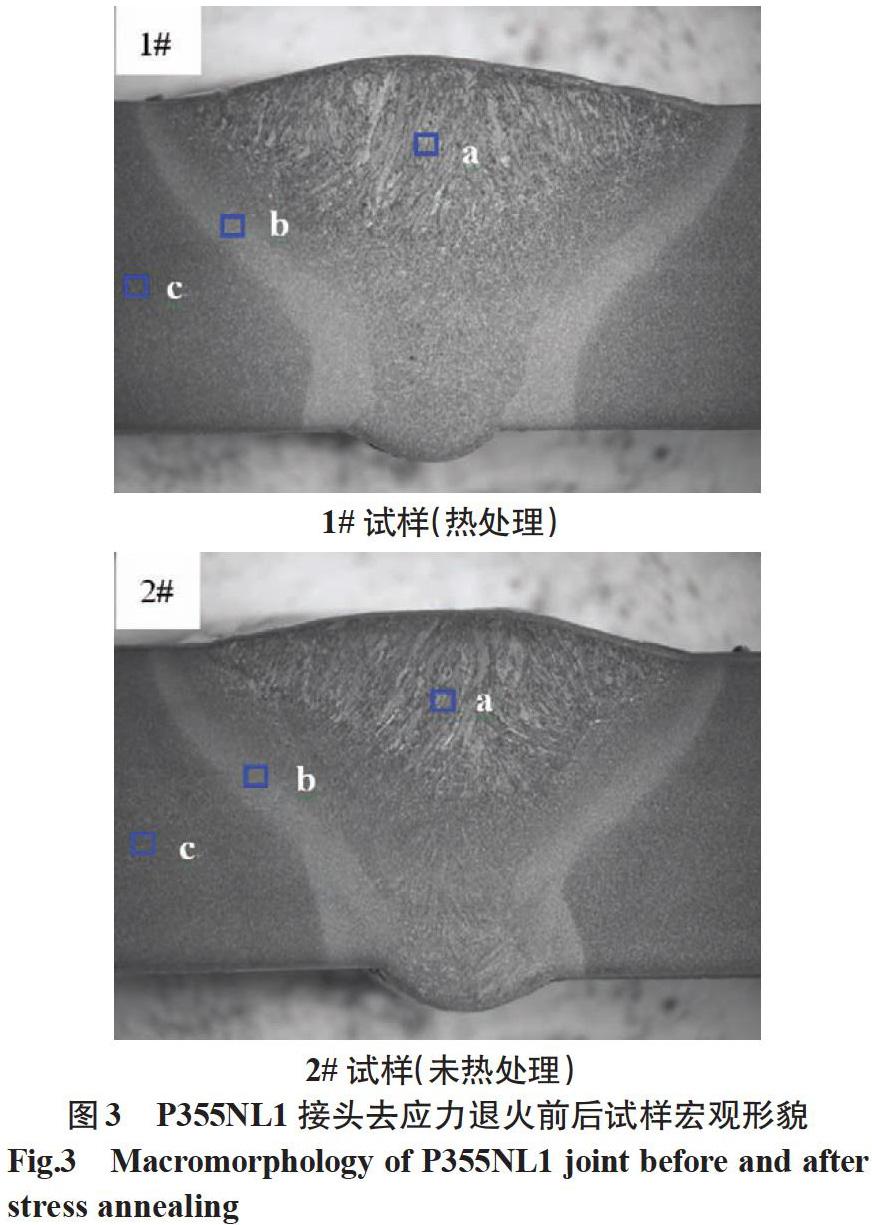
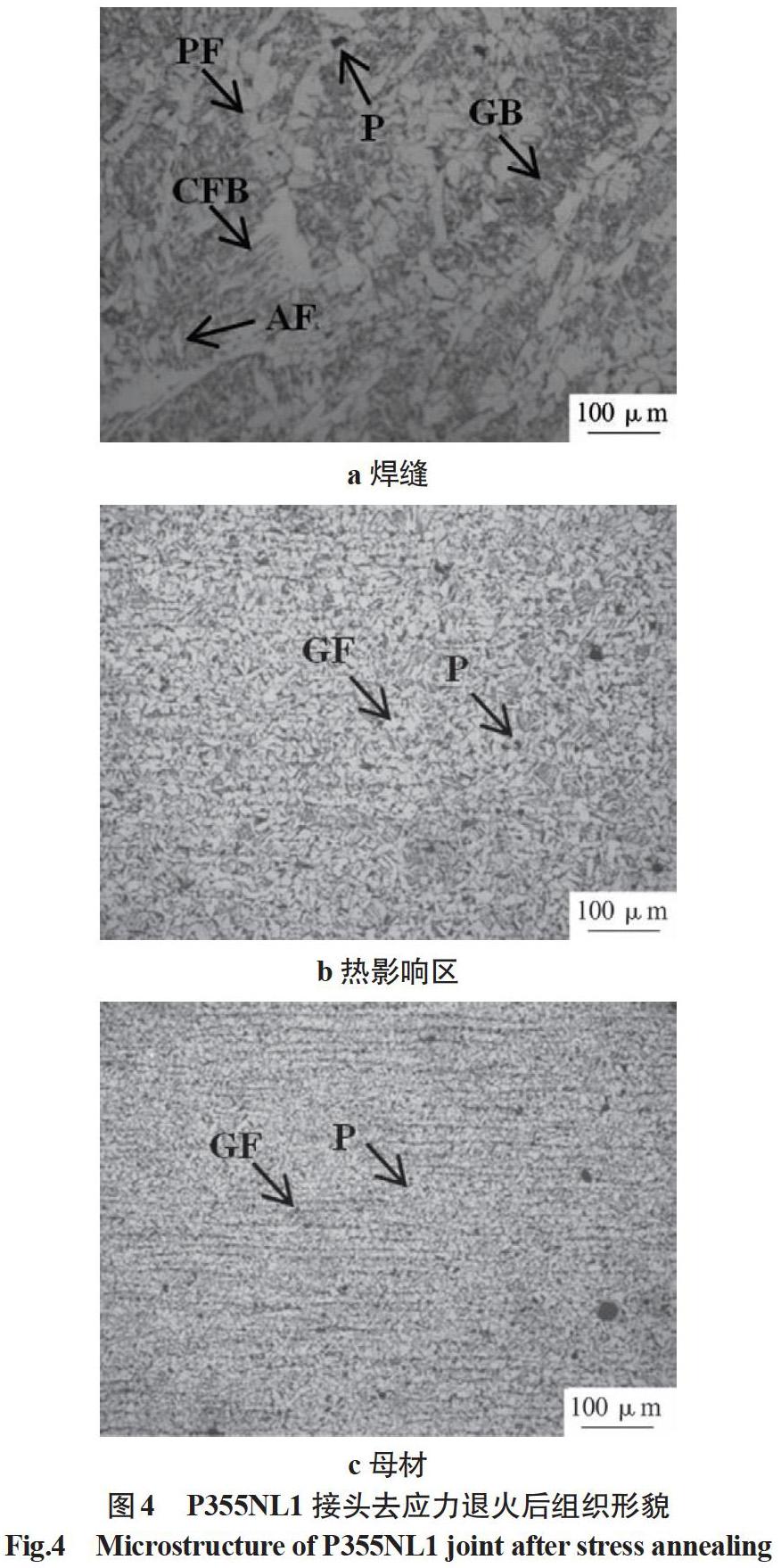
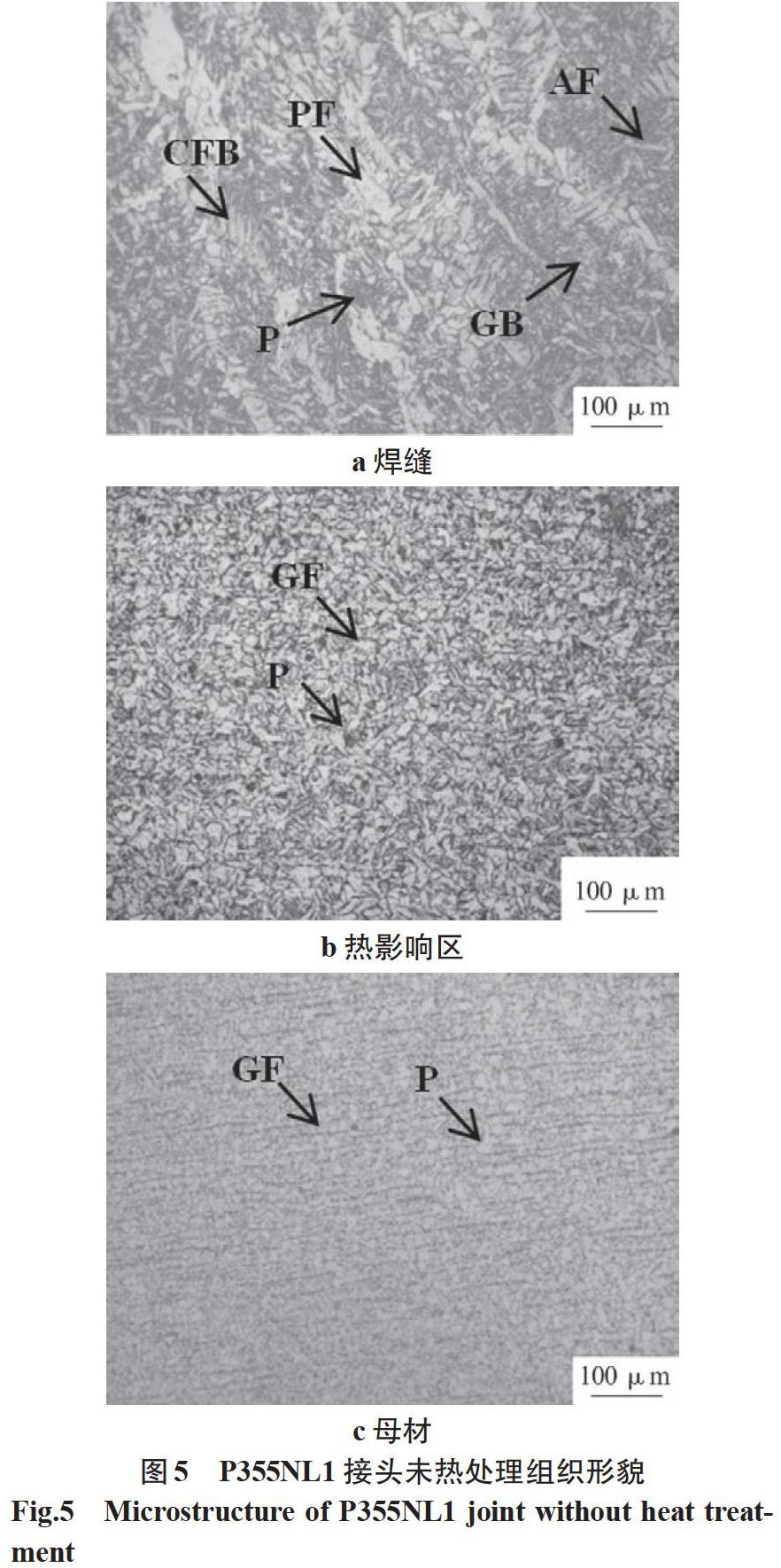
体视显微镜下的去应力退火(1#)和未去应力退火(2#)接头的宏观形貌如图3所示,由图可知接头均为多层多道焊,焊缝与母材之间过渡良好,未发现有焊接气孔、裂纹、夹渣等缺陷,焊接质量良好。图中的a、b、c分别对应焊缝(盖面焊道)、热影响区和母材各区的显微组织观察部位。由图4a、图5a可知,1#和2#接头焊缝组织均为先共析铁素体(PF)沿柱状晶内分布,无碳贝氏体(CFB)沿晶界向晶内平行生长,晶内有针狀铁素体(AF)、粒状贝氏体(GB)和珠光体(P)。图4b、图5b为1#和2#接头热影响区组织,由于焊接接头的热影响区紧靠熔合区,受到较强的热循环作用,晶粒获得足够能量而变粗大,因此热影响区的晶粒相比母材会有一定程度的粗化,原先条带状分布的珠光体也聚集粗化呈点状分布了。由图4c、图5c可知,1#和2#接头母材组织均为白色块状铁素体(GF)沿带状分布,黑色珠光体呈条带状分布。由图4、图5可知,去应力退火对接头组织无明显影响,这是因为去应力退火过程是“ 回复 ”过程,这个过程只是亚结构发生了变化,比如位错数量的减少,在光学显微镜中观察不到,因此金相显微组织无明显变化[9]。
2.2 拉伸与弯曲性能分析
去应力退火处理和未处理接头拉伸断裂试样形貌如图6所示,去应力退火处理和未处理的接头的拉伸性能试验结果如表6所示。由表6可知,相对于未处理的接头,去应力退火处理的接头抗拉强度平均值下降约1%,在试验误差范围内。断后伸长率平均值提高约2%,差异很小。所有试样拉伸断裂的部位一致,均断于母材(见图6)。去应力退火处理和未处理的接头面弯和背弯性能均非常良好,不管是面弯还是背弯,均未出现裂纹。从拉伸试验和弯曲试验结果来看,去应力退火处理对P355NL1钢焊接接头的抗拉强度、断后伸长率及弯曲性能影响不大。
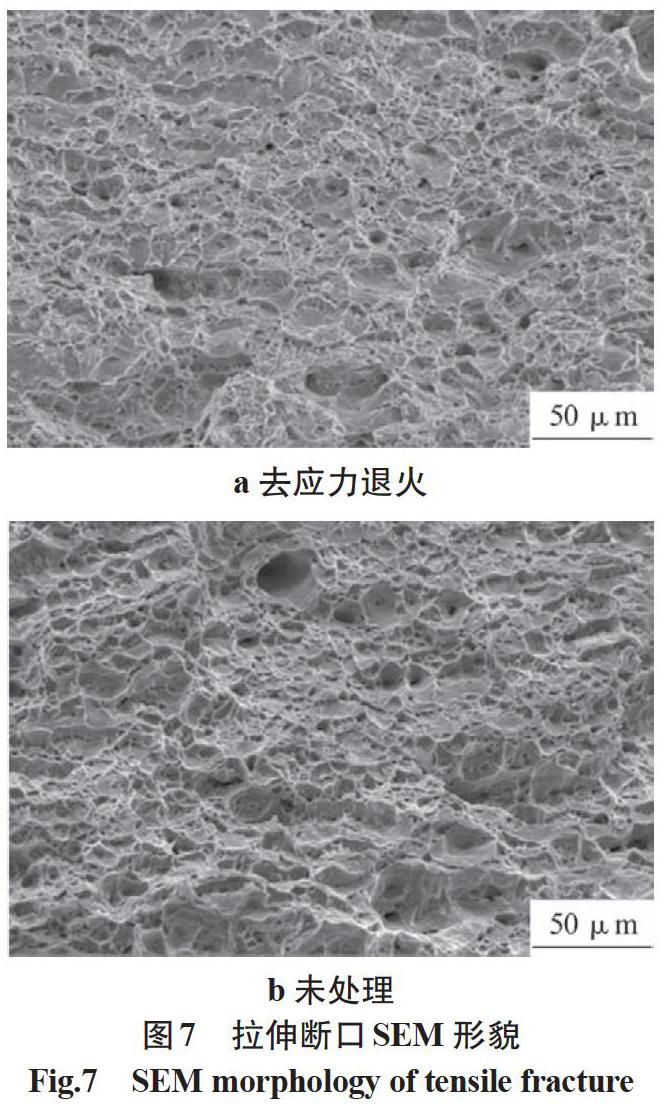
去应力退火处理和未处理接头的拉伸断口SEM形貌如图7所示,两种接头拉伸断口均呈现为韧窝形貌,断口上分布着较多的撕裂棱和韧窝,而且有些韧窝较大和较深,大韧窝包围着小韧窝,说明试样在断裂前发生了明显的塑性变形,试样为韧性断裂,断裂机制均为微孔聚集型。两种接头的拉伸断裂部位均为母材,在断裂过程中母材区沿晶界产生了一定塑性变形,宏观上呈纤维状,实际上是由塑性变形中众多微细纹的不断扩展和相互连接造成的,从微观上可以看到大量韧窝。这些韧窝形成是由于在正应力的作用下,显微空洞周边均匀增长,断裂之后形成近似圆形的等轴韧窝。
2.3 冲击试验结果及分析
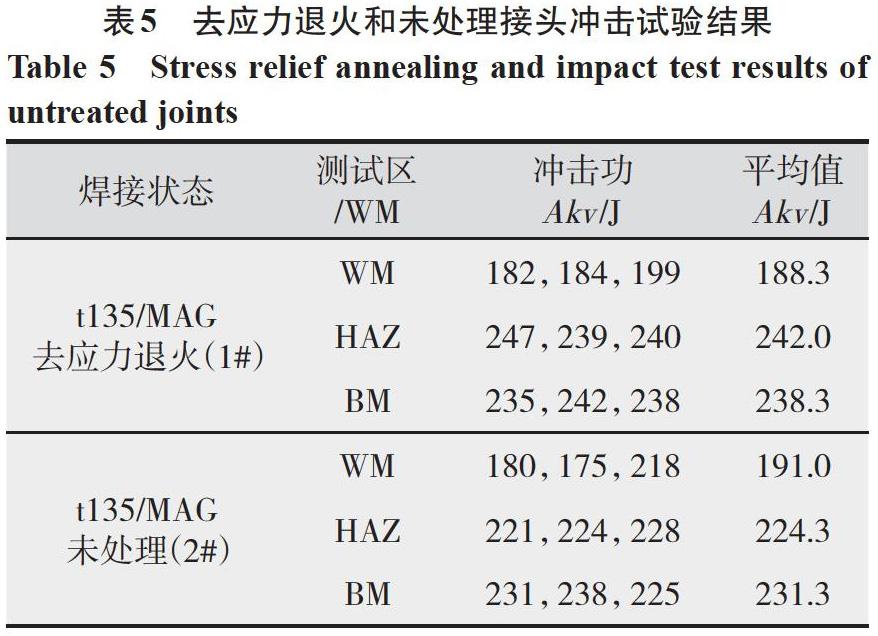
去应力退火处理和未处理接头冲击试验结果如表5所示。由表可知,焊接接头不管是否经过去应力退火处理,焊缝的冲击功均值都低于热影响区和母材,焊缝的粗大柱状晶是造成冲击功低于母材和热影响区的主要原因。焊缝的韧性主要取决于先共析铁素體和针状铁素体组织所占的比例大小,因为先共析铁素体会导致焊缝的韧性下降,而针状铁素体则强度和韧性好。去应力退火处理的接头焊缝冲击功平均值188.3 J略低于未处理接头的191 J,但热影响区和母材的冲击功平均值均高于未处理接头,说明经过去应力退火处理,母材和热影响区的冲击功有一定程度的提高,分别比未处理状态提高了7.8%和3.0%,韧性更好,这是由于去应力退火处理消除了焊接接头的残余应力,从而改善了接头的冲击韧性[10]。
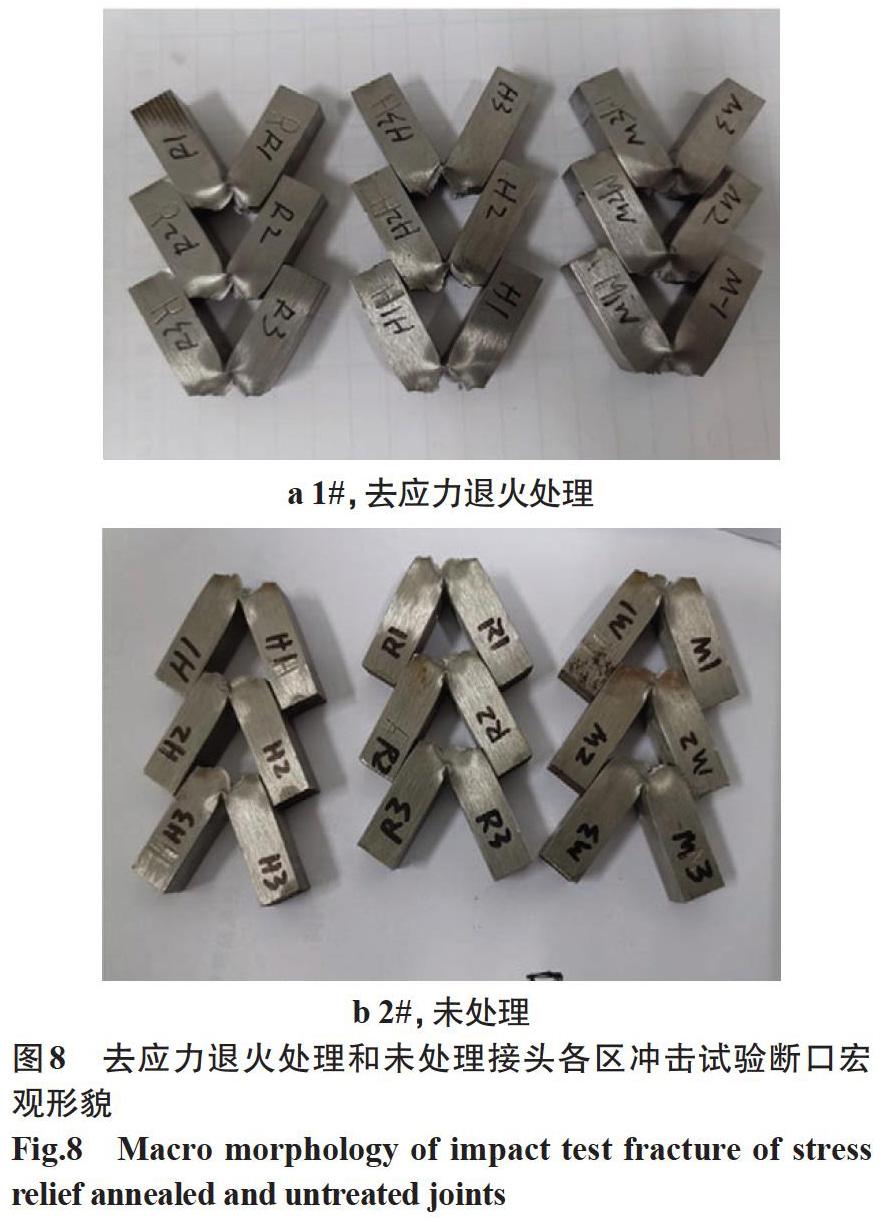
去应力退火处理和未处理接头不同区域冲击试样断口宏观形貌如图8所示,去应力退火处理和未处理接头焊缝区域冲击断口SEM形貌如图9所示。由图9可知,焊接接头的冲击断口均呈现韧性断裂,断口SEM微观形貌均呈现韧窝形貌。韧窝是材料在微区范围内塑性变形产生的显微空洞,经形核-长大-聚集,最后相互连接而导致断裂后,在断口表面所留下的痕迹。对比两种处理状态的接头焊缝的冲击断口可以发现,去应力退火处理和未处理的焊缝断口韧窝均分布密集,韧窝形貌和尺寸大小也相近,冲击吸收功的数值也十分相近,说明去应力退火处理对接头焊缝的冲击韧性影响不大,主要原因是在文中的热处理温度条件下焊缝的显微组织基本未发生变化,先共析铁素体和针状铁素体组织所占的比例没发生改变,因此焊缝的冲击韧性变化不大。
2.4 硬度测试结果及分析
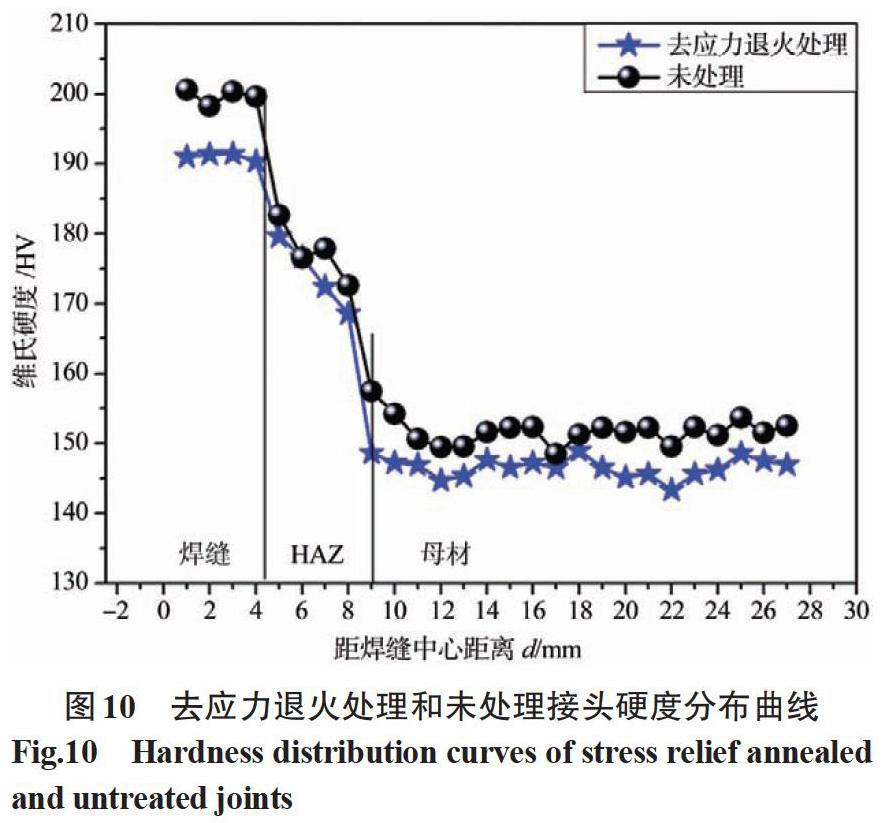
去应力退火处理和未处理接头的硬度分布曲线如图10所示。由图可知,经过去应力退火处理和未处理的P355NL1焊接接头硬度分布规律相同,均随着远离焊缝中心,硬度值逐渐下降直至母材变得平稳。相对于未去应力退火处理接头,去应力退火处理后焊接接头焊缝、热影响区和母材的硬度均有一定程度的下降,但下降幅度不大,焊缝和母材硬度分别降低约5%(约10 HV)和3.3%(约5 HV),说明去应力退火后整个焊接接头发生了一定程度的软化。这是因为去应力退火处理工艺可以消除或者均匀化焊接接头的内应力,大大降低焊接接头高应力区的晶格畸变程度,从而使焊接接头硬度也有一定程度的降低。
3 结论
(1)由于去应力退火处理属于“ 回复 ”阶段,这个过程只是亚结构发生了变化,在金相显微镜中无明显变化,因此去应力退火处理对P355NL1钢焊接接头微观金相组织基本不产生影响。
(2)去应力退火处理和未处理接头的抗拉强度、断后伸长率分别为510.7 MPa、515.7 MPa和25.87%、25.31%,经过去应力退火处理抗拉强度仅下降不到1%,断后伸长率提高约2%,弯曲性能均良好。去应力退火处理和未处理接头的拉伸断口均为韧性断口,呈现为韧窝形貌。
(3)去应力退火处理的接头焊缝冲击功与未处理接头接近,分别为188.3 J和191 J,但由于去应力退火处理消除了焊接接头的残余应力,改善了接头的冲击韧性,使得热影响区和母材的冲击功分别提高约7.8%和3%。
(4)相对于未去应力退火处理接头,去应力退火处理后焊接接头各区的硬度均有一定程度的下降,但下降幅度不大,焊缝和母材硬度分别降低约5%和3.3%,说明去应力退火后整个焊接接头发生了一定程度的软化。
参考文献:
孙佳,董洪达,倪宝成.P355NL1低合金钢焊补后力学性能研究[J].电焊机,2018,48(3):76-79.
刘满华,董洪达,马传平.焊趾TIG重熔对转向架用P355NL1钢对接接头残余应力的影响[J].电焊机,2015,45(4):170-173.
董洪达,倪宝成,张迪,等.TIG重熔对转向架用P355NL1钢焊接接头性能的影响[J].热加工工艺,2015,44(5):220-222.
果伟,张志毅,邱培现,等.转向架用S355J2W钢MAG焊接接头残余应力研究[J].电焊机,2018,48(3):300-303.
卢峰华,范玮,马传平. CW200K转向架构架焊接残余应力无损测量[J].电焊机,2016,46(1):36-39.
张世欣,邓小军,王明岩,等.B型地铁构架焊接残余应力X射线衍射法测量[J].电焊机,2014,44(5):252-255.
徐斌.Q345E钢MAG焊接接头去应力退火工艺及组织性能的研究[D].大连:大连交通大学,2016.
杨红伟,蔡晓妍,阮小丹.预热和焊后热处理对G20Mn5/P355NL1异种钢焊接接头性能的影响[J].机械工程师,2019(8):170-172.
陶杰,姚正军,薛烽.材料科学基础[M].北京:化学工业出版社,2006:440-443.
倪潇,吕瑞强,许伟,等.去应力退火对不同焊接电流下Q235钢焊接接头组织和性能的影响[J].金属热处理,2012,37(5):67-71.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
建筑科学与工程学报(2016年6期)2017-01-18
建材发展导向(2016年6期)2017-01-17
现代商贸工业(2016年28期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
科学与财富(2016年28期)2016-10-14
科技视界(2016年7期)2016-04-01
