
P91钢管道窄间隙TIG自动焊接头性能研究
2021-08-26 06:14刘晓报贺海波胡庆刘奎林席晋辉王海东郑灼光
金属加工(热加工) 2021年8期
刘晓报,贺海波,胡庆,刘奎林,席晋辉,王海东,郑灼光
1.中国核工业二三建设有限公司 北京 101300
2.核工业工程研究设计有限公司 北京 101300
1 序言
P91钢是在9C r1M o钢的基础上通过添加N、N b、V等合金元素,并采用细晶化、微合金化冶金,以及控轧、控冷等工艺开发的一种新型马氏体耐热钢[1]。P91钢具有耐高温、强度高、抗氧化性能和抗蠕变性能,以及相对高的热传导性与低的热膨胀率等特点,因此被列入电站建设领域的重要材料。在一些大型超临界、超高压的大容量高参数热力设备机组,以及能源和石油化工行业高温、高压管道工程的设计中,也被优先选用。P91钢属于空冷马氏体钢,焊接性相对较差,其冷裂纹敏感性较强[2],也有一定的热裂纹倾向。
窄间隙TIG自动焊方法是一种高质量的焊接方法,由于坡口截面和组对间隙小,所以填充金属量大大减小,能有效提高焊接效率。本文通过P91钢管道窄间隙TIG自动焊试验,探讨P91钢管道窄间隙TIG自动焊焊接接头性能。
2 材料特性
本文使用的P91钢管道材质属ASME SA355标准规定的钢种,管道规格为φ355mm×27.79mm。母材主要化学成分见表1,母材力学性能见表2。

表1 P91钢管道化学成分(质量分数) (%)

表2 P91钢管道力学性能
3 试件焊接
3.1 管道预热
由于P91钢是中合金钢,它的冷裂倾向相当高,如果在不预热条件下焊接,则裂纹的发生率达100%。理论上,当预热温度处于200~250℃时可避免冷裂纹的产生,因此焊前不仅必须预热,还要安排专人监控测温。对大直径厚壁的管道,通常采用远红外数字式测温仪测量控制预热温度,采用履带片式电加热器控制预热效果,如图1所示。

图1 热电偶、加热片布置
在实际焊接时,焊缝预热温度为160℃,预热采用连续加热方式,并能形成连续记录,整个焊接过程中温度不能低于预热温度。
控温热电偶应尽可能布置在加热区内,监测热电偶应尽可能靠近待焊坡口,必要时应使用其他测温方法检测待焊坡口处的温度,每侧加热宽度不少于焊件厚度的4倍。
3.2 试件焊接
用于焊接试验的P91钢管道坡口形式为窄间隙U形坡口,焊接位置为水平固定全位置焊,如图2所示。焊接前应保证坡口的加工尺寸和组对精度,采用TIG自动焊接设备,严格按照工艺指导书进行试件的焊接,焊接过程要严格控制层间温度,确保温度≥150℃且≤220℃。试件完成焊接后,经射线检测结果合格,无气孔、夹渣、未熔合等超标缺陷。

图2 窄间隙自动焊坡口及焊道排布
为防止P91钢焊缝根部氧化,打底焊接时需要充氩保护。充氩方法很多,对于不同形状的母材,可制作相应的专用工具。像此类大直径管,可用耐高温硬纸板或粘贴可溶纸配合耐温胶布等材料在焊口附近形成密闭气室,气室建好后必须进行密封性试验,以防氩气泄漏对操作人员造成危害以及对焊缝成形质量产生影响。建好的密闭气室,可用燃烧的火柴验证气室的密封效果。
3.3 管道焊后热处理
焊接完成后焊件温度降至80~100℃,保温1~2h后立即进行焊后热处理,确保得到100%马氏体组织,回火马氏体为焊后热处理最终组织;焊后热处理理论恒温时间按管道壁厚2.4min/mm计算,保温温度为760℃±10℃,保温时间3h,严格保证焊后热处理升降温速率≤148℃/h。热处理温度降至300℃以下可不控制升温速度和降温速度,在保温层内冷却至室温。焊后热处理的加热宽度,从焊缝中心计算,每侧不小于管道壁厚的3倍,且≥60mm。焊后热处理的保温宽度,从焊缝中心算起,每侧不小于管道壁厚的3倍,保温层厚度以50~80mm为宜。将热电偶采用捆扎方式布设于管道外侧,在焊缝中心按圆周对称位置布设,且不少于两点。
为了保证焊后热处理温度均匀,采用中频感应加热热处理进行焊后热处理,如图3所示。

图3 中频感应加热热处理排线实物
4 力学性能及微观组织分析
按照ASME标准进行焊接接头理化试样的机械加工取样。
4.1 力学性能试验结果分析
焊接接头的力学性能直接关系到管道安全和寿命,是评价焊缝接头质量和评定焊接工艺的重要指标[3]。同时焊接接头的拉伸、弯曲试验是验证管道焊接坡口的力学性能是否能达到设计要求所必须进行的试验项目,因此本文对焊接接头进行了拉伸、冲击、弯曲试验,用以研究焊接接头的力学性能。
(1) 拉伸试验 对焊接接头进行了拉伸试验,试验温度为室温、525℃两种,试验结果见表3。

表3 不同试验环境温度下拉伸试验对比
室温条件下焊接接头抗拉强度分别为665MPa和678MPa,均大于母材技术条件的规定值585MPa,分别为规定值的113.6%和115.9%。而拉伸断裂位置均在母材上,未出现在热影响区,说明热影响区未出现明显的软化。
根据焊接接头高温拉伸试验结果,随着温度的升高,焊接接头抗拉强度呈下降趋势,说明高温条件下焊接接头的韧性有所增加,导致材料强度下降,但均大于母材技术条件的规定值。
(2)弯曲试验 进行焊缝的面弯背弯试验,焊缝弯曲180°后,经检测未发现尺寸超过0.5mm任何方向的裂纹,弯曲性能满足标准要求。

表4 弯曲试验结果
(3)冲击试验 对熔敷金属、热影响区进行冲击性能试验,试验结果见表5。由表5可以看出,平均冲击吸收能量焊缝区为187J,热影响区为216J,远大于评定指标,说明材料的韧性比较好,尤其从焊缝到母材过渡过程中,材料的韧性是逐渐升高的。
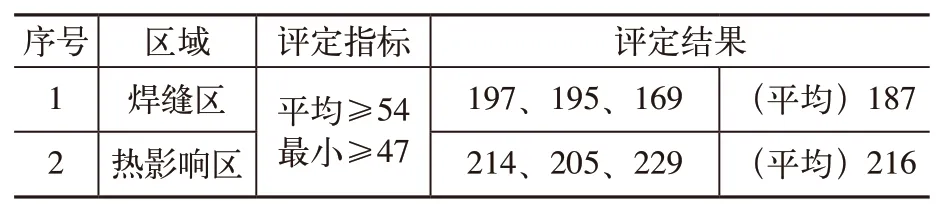
表5 焊接接头冲击试验结果 (J)
(4)硬度试验 对焊缝、熔合线、热影响区、母材分别进行硬度试验,试验结果见表6。由表6可以看出,硬度值都处于母材规定硬度值范围内,说明焊接及焊后热处理工艺良好,能很好地控制焊缝硬度,确保焊接质量。
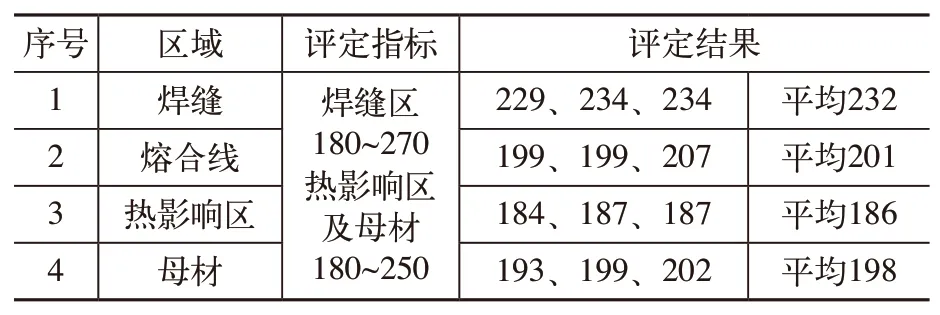
表6 焊接接头硬度测试结果 (HBW)
(5)小结 经过力学性能验证,可以证明P91钢窄间隙自动焊焊接接头在力学性能方面满足ASME标准的要求,力学性能良好。
4.2 金相检验结果
P91钢管道窄间隙TIG自动焊焊接接头焊缝顶部、焊缝区的显微金相组织,均为回火马氏体(见图4),金相组织中δ铁素体含量<1%。

图4 金相组织
由图4可看出,金相组织均匀连续,马氏体形态细小,未发现明显的过热粗大组织。窄间隙TIG自动焊具有焊接热输入小、冷却速度快的优点,有利于获得细小的晶粒和组织。这种均匀细小的组织决定了焊接接头具有优良的综合力学性能[4]。
5 结束语
通过对P91钢管道窄间隙TIG自动焊焊接头进行力学性能及微观组织分析,证明自动焊接头性能满足ASME标准的要求,且根据试验数据表明,焊接接头具有很好的力学性能,焊缝金相组织与传统钨极氩弧焊相比更加均匀、细小。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
军民两用技术与产品(2021年8期)2021-11-24
锻压装备与制造技术(2021年2期)2021-07-19
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年4期)2019-04-04
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
焊接(2016年2期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
