5A06铝合金锻件阳极化后表面异常条纹分析
2021-08-24 08:12:50徐秋发李东东李阿妮谷胜民齐昊帧
轻合金加工技术 2021年5期
徐秋发,李东东,李阿妮,李 煦,谷胜民,齐昊帧
(1.中国运载火箭技术研究院,北京 100076;2. 火箭军装备部驻北京地区第一军事代表室,北京 100076)
由于铝合金阳极氧化工艺简单,容易操作,且防腐效果较好,因此被广泛用于航天铝合金产品的表面处理。某航天金属壳体锻件材质为5A06铝合金,阳极氧化后有两批次锻件各一件产品在大端面局部区域出现了几条不规则形状的浅灰黑色条纹。在这之前,该类锻件表面从未出现异常条纹现象,并且到货复验的低倍组织检验阶段也未观察到该现象。
从以往的研究报道中可知,铝合金表面异常条纹现象主要是由以下原因造成的:一是在铸造工序造成的化合物偏析[1-7]或杂质相[8-10],二是铝合金变形程度不均匀[11-14],三是均匀处理不当[15],四是阳极氧化处理不当[16],五是加工较深的刀痕[7]。这些报道主要涉及铝合金型材、板材和管材等产品,很少有文献报道铝合金自由锻件表面出现异常条纹现象。5A06铝合金锻件阳极氧化后的异常条纹从外观上很难判断条纹的性质、产生原因。因此,有必要对该锻件表面异常条纹进行分析,确定异常条纹的性质和形成原因,明确异常条纹对锻件性能的影响程度,为产品是否可正常使用提供依据。
1 宏观形貌
两件5A06铝合金锻件宏观局部异常条纹形貌分别如图1所示。在锻件的大端面局部区域分别存在约4~7条浅灰黑色条纹,条纹呈不规则形状。在锻件的其他部位未见明显条纹。

图1 5A06铝合金锻件异常条纹的宏观形貌Fig.1 Macro morphology of abnormal stripes on the surface of 5A06 aluminum alloy forgings
2 硬度测试
由于锻件表面异常条纹带的宽带较窄,因此只能通过测定浅灰色条纹处和正常部位的硬度值来间接表明异常条纹对其性能的影响程度。
采用便携式硬度计对图1a锻件表面异常条纹部位和正常基体区域进行硬度测试。从锻件外圆向内逐渐测试,选取4条痕迹明显的条纹痕迹,每条条纹测试3个点,取平均值。条纹部位和正常基体区域测试结果分别见表1和表2。从表1和表2数据可知,不同条纹痕迹线和正常基体不同区域的硬度值均存在较小的差别,且由外到内硬度值均呈现逐渐变小趋势,符合金属材料变形规律,条纹痕迹区域的平均硬度(73.8 HB)与正常区域的平均硬度(73.6 HB)几乎一致。

表1 异常条纹的硬度Table 1 Hardness of abnormal stripes

表2 正常基体的硬度Table 2 Hardness of normal matrix
3 对锻件生产工序复查
该锻件是采用尺寸为Φ680 mm×1 400 mm的5A06铝合金圆铸锭进行锻造。主要工艺流程:铸锭加热→锻造→机加工→退火→阳极氧化→探伤→取样→验收→包装交货。
经生产厂家对锻件各个生产工序调查均未发现有任何异常,锻件出厂测试的化学成分、室温力学性能、超声波探伤和组织检测也符合标准要求。用户收到两批次锻件后均进行再次检验,检验结果亦符合标准要求。
4 问题定位及机制分析
通常情况,导致铝合金表面阳极化出现色差现象的原因有很多。根据该两批次铝合金锻件的生产及加工情况可知,造成该两批次铝合金锻件表面出现条纹色差痕迹的原因可能有三种:①在机加工过程,锻件表面存在异常加工痕迹,从而在阳极氧化后出现痕迹;②由阳极氧化工序产生,如阳极氧化前,锻件表面存在腐蚀痕迹未清理干净,或阳极化后表面存在积水未及时烘干等原因;③坯料在锻造过程中,金属沿芯轴外圆流动时造成的变形痕迹。
4.1 锻件去除氧化膜与重新阳极氧化
自从该问题出现后,锻件机加工车间和阳极氧化车间复查了相关工序,均未见异常。为了进一步验证不是由机加工工序和阳极氧化工序导致锻件表面产生条纹色差痕迹,对一个有异常条纹的锻件进行了去除氧化膜和再阳极氧化处理。5A06铝合金锻件去除氧化膜后的表面宏观形貌如图2所示,可见到明显的条纹痕迹。
为了不破坏产品,现场检验人员采用手持光谱仪对条纹痕迹区域和正常基体区域进行成分测试,检测结果显示,条纹痕迹区域与正常区域的化学元素及其含量均没有差异。

图2 异常条纹锻件去除氧化膜后的宏观形貌Fig.2 Macro morphology of abnormal stripe forgings after oxidation film removing
利用砂纸将锻件表面局部条纹痕迹打磨掉(见图3)。对打磨掉条纹痕迹的锻件重新进行阳极氧化。重新阳极氧化后,在打磨掉条纹痕迹的锻件表面区域又呈现出灰黑色条纹痕迹,如图4所示。

图3 异常条纹经砂纸打磨后的宏观形貌Fig.3 Macro morphology of abnormal stripes after sandpaper grinding

图4 重新阳极化后的宏观形貌Fig.4 Macro morphology after re-anodizing
从以上去除氧化膜和重新阳极氧化的试验和分析结果可知,5A06铝合金锻件表面出现异常条纹痕迹的原因不是由机加工工序和阳极氧化工序造成的。因此,锻件表面条纹痕迹只可能是由锻件在锻造过程中产生的变形痕迹。
4.2 锻件锻造过程分析
从锻件生产工艺中可知,铸锭加热后,需要经过三次多方锻,然后进行中心冲孔,冲孔后带芯轴进行滚锻,滚锻的过程是扩内、外直径(冲孔后中间还有鼓肚),经过滚锻后上、下端头尺寸一致(如图5所示)。当水压机平砧下压,毛坯的金属受压力后,沿着中心芯轴向两边流动,形成弧形流线(如图6所示),水压机每压下一次,坯料转动30°后继续加压,直至内、外径达到要求值。锻造后的锻件毛坯见图7所示。因加压时受力点有间距,每个截面的外层和内层在变形流动时有一定的差异,表现出沿受力变形方向的弧形痕迹,在阳极化后晶粒也有一定的取向,形成条纹痕迹色差。
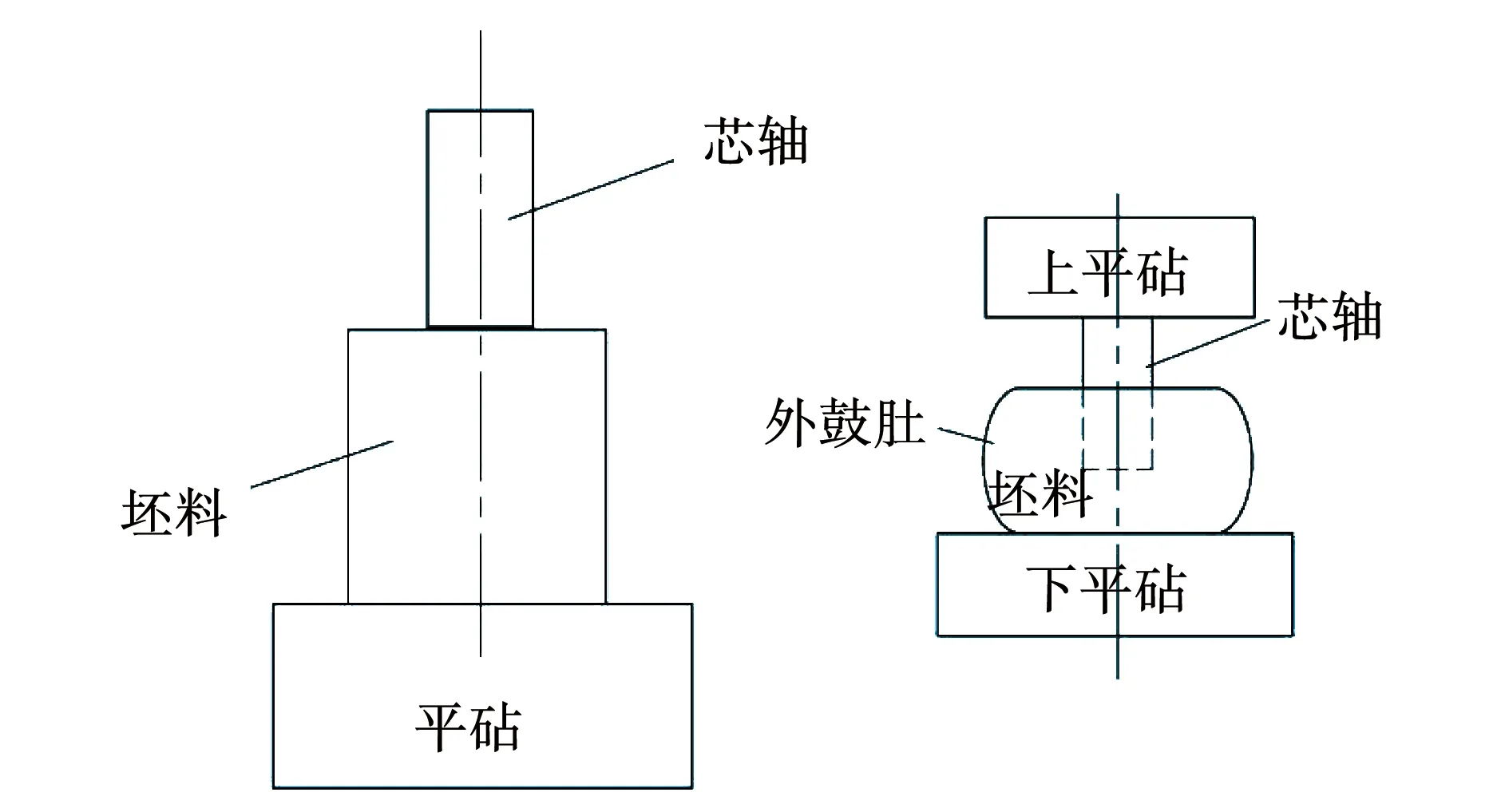
图5 锻造冲孔示意图Fig.5 Schematic diagram of forging and punching
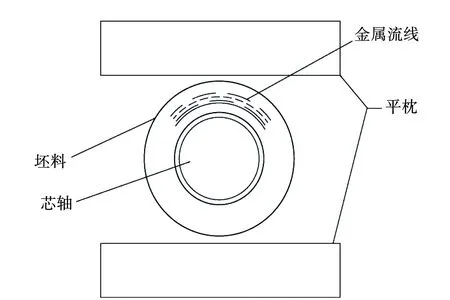
图6 锻造流线示意图Fig.6 Schematic diagram of forging streamline
由于该锻件是一件一件单独滚锻的,每件下压的程度和角度都有一定的差异,所产生的金属流动方向、变形程度也不尽相同,有些锻件流线比较清晰,有些锻件流线轻微一些。流线轻微的锻件在阳极化后没有表现出明显的条纹痕迹。

图7 锻造后的锻件毛坯Fig.7 Blank after forging
由图1中对锻件表面条纹痕迹角度的测量结果可知,其角度约为30°,与锻件锻造过程中转动角度吻合,进一步印证了锻件表面条纹痕迹应是由锻造环节造成的变形痕迹。
4.3 分析与讨论
从以上分析可知,造成两批次5A06铝合金锻件表面出现条纹痕迹的直接原因是坯料在锻造过程中锻件局部变形程度大,导致金属沿芯轴外圆流动时形成变形痕迹。锻件去除氧化膜后用手持光谱仪检测结果表明,痕迹区域与正常区域的化学成分没有差异,说明这种变形痕迹不会影响锻件的化学成分,只会影响锻件变形痕迹区域的晶粒取向。当变形痕迹区域与正常区域的晶粒取向存在一定区别时,在阳极氧化阶段,锻件表面生成的氧化膜层次、形态等不同,而不同的氧化膜对可见光的反射效果不同,进而导致在锻件外观上呈现了条纹色差痕迹。
由条纹痕迹区域与正常区域锻件表面硬度测试结果可知,两个区域的平均硬度几乎相同,说明5A06铝合金锻件表面条纹痕迹不影响锻件的力学性能。
综合以上分析可知,两个锻件表面条纹痕迹不影响产品化学成分和力学性能,用户可以正常使用。
5 结 论
1)通过对5A06铝合金锻件生产、检测、机加工及阳极氧化过程的复查和验证,该锻件表面异常痕迹产生的原因是由生产厂锻造锻件坯料过程中,由于金属沿芯轴外圆流动时产生的变形痕迹,在后续的阳极氧化过程呈现出灰黑色条纹痕迹。
2)锻造变形痕迹对产品的力学性能无影响,用户可以正常使用。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:04
小福尔摩斯(2019年2期)2019-09-10 07:22:44
小猕猴智力画刊(2019年3期)2019-04-19 00:02:10
小学生必读(低年级版)(2019年9期)2019-04-13 13:09:42
小学生必读(低年级版)(2019年10期)2019-04-13 13:07:32
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
大型铸锻件(2015年5期)2015-12-16 11:43:22
娃娃画报(2014年9期)2014-10-15 16:30:52
建筑设计管理(2014年6期)2014-02-28 08:45:13