新型纸盒自动送料拆盒装置设计
2021-08-20 10:43:17雷斌郑洪波李明俊余正泓
机电工程技术 2021年11期
雷斌 郑洪波 李明俊 余正泓

摘要:针对包装行业待包装纸盒人工送料开盖过程中存在人工成本高、工作效率低、劳动强度大等问题,对工艺流程和现场布局进行分析,研究了一套可以自动送料、自动拆盖的自动送料拆盖装置。运用Soildworks建立设备的三维模型,主要包括送料和拆盒两部分组成;电气控制采用可编程逻辑控制器(PLC)作为控制系统,设计了该控制系统的框架,确立了控制系统的硬件组成,基于三菱GXworks软件编写了该装置自动送料、自动拆盖的程序,完成了人机界面的组态。研究结果表明,所设计的装置结构合理、功能完善、性能稳定,提高了操作的便捷性与生产的安全性,生产效率得到了提高,降低了工人重复劳动的强度。
关键词:自动送料机;控制系统;可编程逻辑控制器;人机界面
中图分类号:TP23文献标志码:A文章编号:1009-9492(2021)11-0161-05
Design of a Carton Automatic Aeeding and Removing Device
Lei Bin ,Zheng Hongbo,Li Mingjun,Yu Zhenghong
(School of Robotics, Guangdong Vocational College of Science and Technology, Zhuhai, Guangdong 519090, China)
Abstract: In view of the problems of high labor cost, low work efficiency, and high labor intensity in the manual feeding and opening process ofthe packaging carton to be packed in the packaging industry, a set of automatic feeding and automatic feeding and removing cover device forremoving cover was studied. The three-dimensional model of the equipment was established by using Soildworks, which mainly consists offeeding and unpacking. Programmable logic controller (PLC) was adopted as the electrical control system, the framework of the control systemwas designed, and the hardware composition of the control system was established. Based on Mitsubishi gxworks software, the program ofautomatic feeding and automatic cover removal of the device was compiled, and the configuration of man-machine interface was completed.The results show that the designed device has reasonable structure, perfect function and stable performance, improves the convenience ofoperation and production safety and the production efficiency, reduces the intensity of repeated labor.
Key words: automatic feeder; control system; programmable logic controller; man-machine interface
0 引言
近年來,随着电子产品的包装需求过旺,针对包装行业待包装纸盒人工送料、开盖过程强度大,生产周期较长等问题。本文旨在设计一套低成本纸盒自动送料拆盒装置,以此实现自动化送料拆盒的功能,将工人从繁重的包装劳动中解放出来,提高企业的工作效率[1]。
通过行业调研数据分析可知,大多数包装企业现状均采用人工或多自由度工业机器人对纸盒进行拆盒包装。但上述2种方式均存在许多问题,如使用人工包装,费时费力,长期考虑成本较高;如使用机器人,由于纸盒大小形态常变,生命周期有限,又会使设备使用无法持续,需经常更换,不满足企业要求。
通过分析工艺流程和行业现状可知,目前国内外针对包装行业送料拆盖环节的低成本设计尚属空白,包装需求又日益增加,现有使用方案成本均比较高。因此,对于纸盒拆盖工序,研究一套低成本送料拆盖装置十分有必要[2]。本文所研究方案期望解决生产过程中人力包装强度大、周期长、成本高等痛点,使用低成本自动化设备代替人工,实现了自动化送料拆盒的功能。本装置的研究实现对于大幅节省企业成本、提高生产环节自动化能够起到较大的实际意义与作用。
1 送料拆盒工艺分析
数码产品的包装盒基本以长宽不等的长方形天地盖形式纸盒为主,纸盒式样如图1所示。
包装行业原始纸盒来料为完整纸盒,工艺过程是首先由人工上料,再逐一拆盒为上下盖两部分,最后人工卸料,将拆盒完毕的上下盖运送至下个工位以满足后续工艺要求,如此循环。工艺流程如图2所示。
2 总体结构设计
2.1 机械结构及功能
自动送料拆盒机的整体结构由送料和拆盒两部分组
成,送料部分机械结构由加料机构、推料机构、送料机构组成,拆盒部分机械结构由拆盒平台、开盒机构和旋转机构组成。其结构组成及工位正视图如图3所示。
2.2 送料模块设计
送料模块由加料机构、推料机构、送料机构组成,具体如图4所示。
加料机构:由升降和水平两部分组成,利用气缸驱动,使机构末端的加料挡板沿滑轨升降或水平运动,完成加料动作。
推料机构:由推料气缸结构组成,机构末端的推料挡板在完成一次加料后,推料挡板动作,将纸盒推至送料工位。
送料机构:由送料气缸结构组成,推料机构在完成一次推料后,送料挡板将待拆纸盒往前推送至开盒平台,完成一次送料工序。
2.3 拆盒模块设计
拆盒模块分别由拆盒平臺、开盒机构、旋转机构等结构组成,主要机构如图5所示。
拆盒平台:由可调挡板和物料检测装置组成,当送料部分完成一次投料并物料检测到纸盒后通知开盒机构开始工作。
开盒机构:由两个水平开盒气缸组成,当收到拆盒信号后,利用气缸驱动,使机构末端的拆盒吸盘沿滑轨水平合拢,夹紧待拆纸盒,后打开真空回路,吸紧纸盒,水平远离回到初始位置,完成一次拆盒动作。
旋转机构:由两对旋转步进电机组成,末端结构由吸盘面板与吸盘组成,吸盘固定在吸盘面板的4个边角上。当完成拆盒动作后,通过电机驱动,来控制末端执行器旋转将上下盖同时旋转至水平位置,准备垂直投放至相应载板运输至下一工位。
3 气路系统设计
3.1 物料夹取方式的选定
根据纸盒材质及拆盒工艺流程分析,本装置拆盒部分末端执行器采用气吸附方式取料,与夹钳式等其他方式相比,具有如下优点[3]:结构简单,重量轻;吸附力分布均匀、稳定,对物体表面损害极小;广泛应用于非金属材料,对于片状物体的搬运更具有优越性。
3.2 气路功能需求分析
气吸附式末端执行器需配备完整的气路系统以实现真空吸附的功能,气路系统一般由真空吸盘、气体控制元件、吸附气路等组成。在真空气路系统的设计过程中需要考虑如下功能需求。
(1) 需配备气体干燥过滤元件,其作用是负责对气路气体进行干燥过滤,减少杂质和水分,保证气路系统环境的干燥、纯净,提高吸附精度和吸附力的稳定性。
(2) 需配备型号合适的减压阀,用于稳定气体压力,减少气压波动所产生的干扰,以此提高气路输出气压的稳定性和可靠性。
3.3 气路方案设计
通过气路功能需求分析可知,纸盒的吸附与释放是气路系统的主要工作状态,纸盒吸附完成后需正压气体以解除负压状态来释放纸盒,吸附与释放两种状态的切换过真空电磁阀控制实现;由于在工作中,需实时监测内部真空状态,动态调整压强,因此需配置真空监测器装置[4]。
根据上述功能需求,以此确定真空气路系统的设计方案如图6所示。图中,气源由真空鼓风机产生,真空气体经干燥、过滤、减压后储存在气罐中,为气体回路提供可靠的真空度。工作时,打开电磁阀,吸盘上的吸嘴内产生真空负压,形成吸力完成纸盒吸附,当纸盒到达目标位置后,PLC发出指令控制关闭电磁阀,真空负压消失,纸盒释放,完成拆盖动作。
4 电气控制系统设计
4.1 工作原理
送料拆盒的工艺流程如图7所示,更换不同型号的纸盒后,手动调整开盒平台和送料平台尺寸,定位纸盒位置,并进行相应部位的调试,送料拆盒机启动后,纸盒由人工送料,10个一组放置加料仓位,而后由加料机构和推料机构配合将其送至送料仓位,最后由送料机构送至开盒平台,纸盒到达指定位置后,开盒机构水平夹紧纸盒,开启真空回路,两个吸盘吸取上下纸盒盖,而后开盒气缸回到初始位置,上下纸盒盖由旋转机构旋转至水平位置,检测载板到位后,完成上下盖投料,从而完成整个自动送料拆盒流程。
4.2 控制系统组成
本系统的主要任务是通过分析纸盒包装的拆盒工艺来控制各个机构的执行,控制原理如图8所示。控制系统主要包括纸盒补充、纸盒输送、纸盒拆盒等。通过上述功能需求分析可知,本装置主要由 PLC 、步进电机、驱动器、复位按钮、启动按钮、急停按钮、光电开关、接近传感器、气缸、蜂鸣器等部分组成。
4.3 系统控制要求
为保证系统的正常运行,有如下控制要求。
(1) 异常报警:在设备运行过程中,传感器实时监测,若监测到料仓缺料、纸盒定位错误、纸盒中途掉落等异常,蜂鸣器亮红灯报警,当异常排除后,点击触摸屏复位按钮即可使设备重新运行。
(2) 急停处理:若设备出现异常报警,为保护人员及设备安全,需工人立即按下急停开关,紧急断电使设备停止运行,当异常排除后,点击触摸屏复位按钮使各执行机构回归原位,重新开始正常运行。
(3) 复位处理:首先在系统正常运行前进行复位初始化工作,保证各个机构处于初始状态;其次在紧急情况处理完毕后,点击复位按键完成复位初始化工作。
(4) 缺料预警:系统工作中,实时监控纸盒料仓的剩余数量,当纸盒数量小于预警位后,设备通过指示灯及蜂鸣器发出警示,提醒补料。
4.4 硬件选型
通过分析整个设备工艺流程可知,本装置工艺过程步骤复杂,完成整道工序需加料、推料、送料的动作配合,又有拆盒、旋转以及真空吸盘的动作配合,同时还要求整个过程并行操作,加快拆盒速度,提高工作效率。
中央控制器的选型上,若采用单片机 MCU控制,需设计复杂外部电路进行配合,控制器的稳定性及可靠性无法保证。在工业自动化行业,除选用单片机作为控制器外,还可选择 PLC作为主控,PLC全称可编程逻辑控制器,PLC具有很强的顺序控制、逻辑运算、定时控制等指令,并可通过光电开关、机械开关等作为输入信号,以气缸、电机、电磁阀等作为输出信号,进行工业自动化生产过程的控制[5]。因此,本系统控制器采用三菱公司生产的 FX3U-64MT系列 PLC实现对整个拆盒过程的自动化控制,通过对于工作过程需求分析,该系列共有64个输入/输出点数,完全满足本设备需求。
4.5 控制系统 I/O地址分配
通过分析自动送料拆盒机的控制要求可知,本系统需配置15个输出信号和26个输人信号,输入、输出地址的分配如表1所示。
4.6 控制软件编程
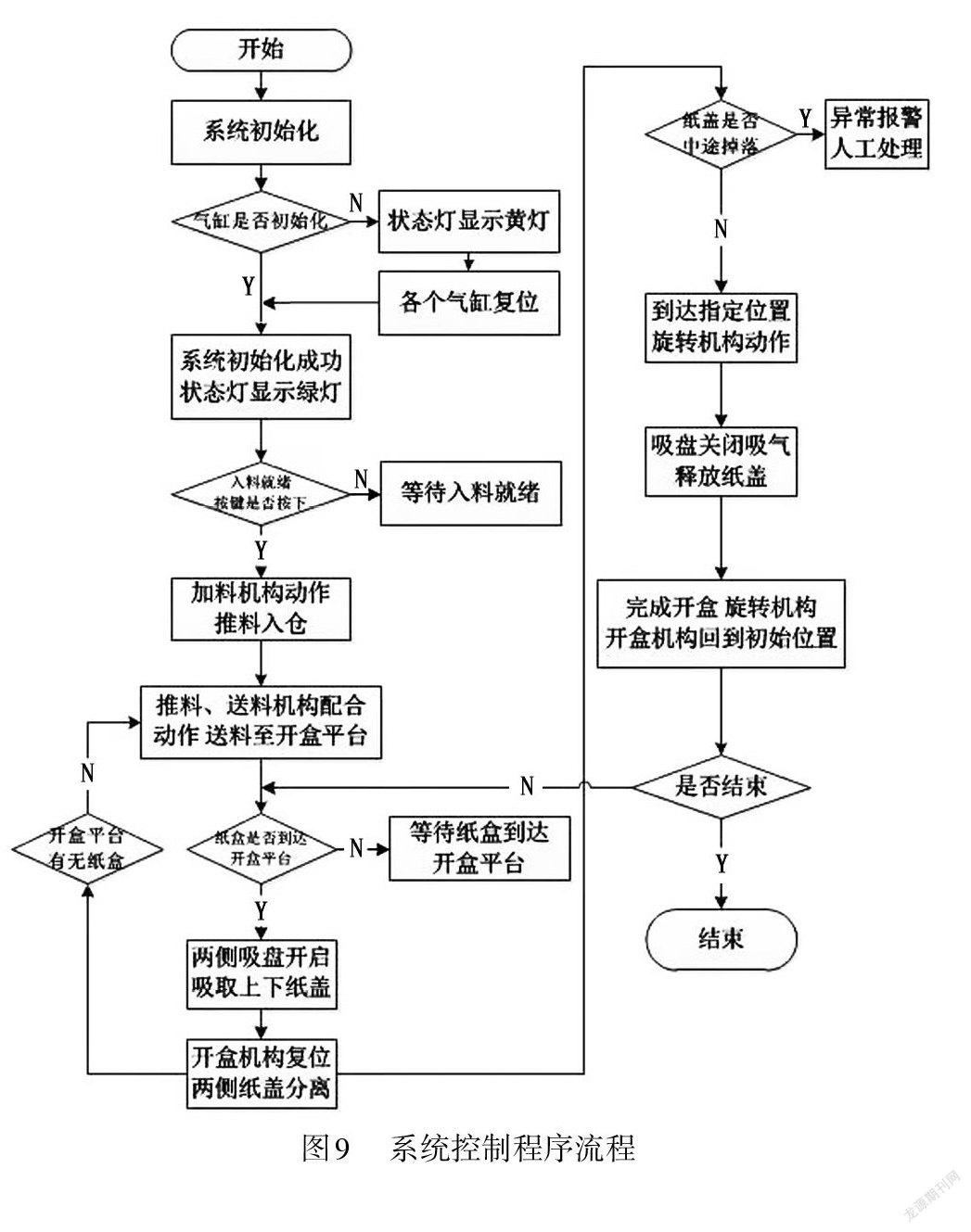
通过分析系统控制要求,本装置控制软件流程如图9所示,PLC程序采用顺控梯形图进行编程,根据系统控制流程所述步骤,当 PLC收到传感器等输入信号时,程序控制各个机构按流程先后次序自动依次进行动作。
本装置 PLC软件设计采用三菱的GXworks编程软件,在分配好各个输入/输出地址后进行 PLC程序编程[6]。根据产品工艺流程,在设计本装置程序时,将主控程序分为送料和开盒两部分进行编程,程序设计需考虑纸盒送料、开盒各个动作之间的配合。
根据系统要求,料仓中的光电传感器实时监测纸盒,当未检测到纸盒时,系统进行缺料报警,而后人工根据提示进行人工放料,按下入料就绪按键后,加料机构往料仓进行补料,而后推料和送料机构开始配合送料至开盒平台;当开盒平台光电传感器检测到纸盒后,两个对称的开盒气缸动作,吸盘吸取上下纸盖后送达至指定位置放料,若未到达指定位置,当吸盘上的光电传感器检测到中途纸盒掉落,则系统异常报警,各个输出位均复位,等待人工处理完毕后重新开始工作。
5 中控系统设计
5.1 中控系统
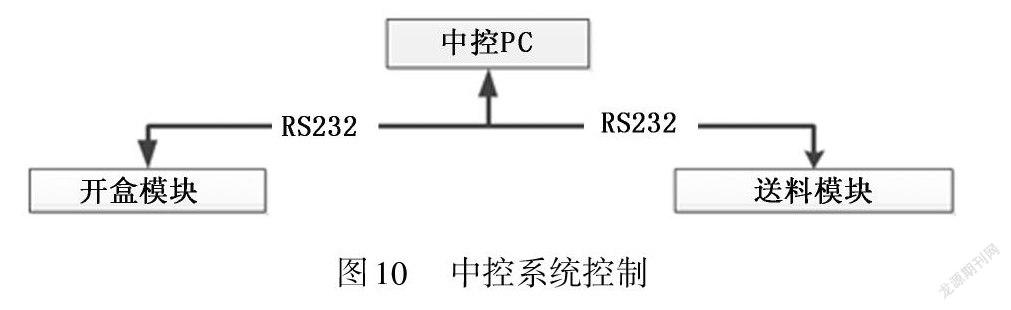
本装置中控系统配备1台 PC主机及显示屏,中控系统采用 VB.NET 进行软件控制程序编写,中控系统通过串口通信向 PLC电气控制系统发送控制信息,如图10所示;同时当电气控制系统完成相应的动作或出现故障时,亦可通过指定的协议向中控系统反馈信息,实现全程控制与监控[7]。
5.2 系统管理界面
中控系统作为整个装置的枢纽[8],主要负责控制与监控装置的实时运行状况,系统界面主要有3个部分组成。
(1) 工作界面:主要为设备的启动、停止、复位等操作控制界面,并实时显示设备工作状态下的产能、完成率等各类参数,具体界面如图11所示。
(2) 故障监控界面:主要负责记录设备各类故障的发生情况,并对故障原因进行分析统计,输出实时数据,具体界面如图12所示。
(3) 参数配置界面:主要为设备研发人员设计开
放,在此界面研发工程师可以实现各类气缸、电机等执行器件的手动操作,主要用于设备的日常维护、调试与升级,具体界面如图13所示。
6 研究成果验证
6.1 设备运行测试
通过对本装置进行大批量多轮实地测试,实际运行数据如图14所示。送料拆盒工序,满足设计及工艺要求。如图所示,本装置在为期3轮的测试周期内,总计拆盒个数12000,成功个数11812,拆盒成功率98.4%,且每轮成功率均维持在97%以上,实际数据满足设计要求所规定的95%。
从上述测试数据分析可知,本装置实际运行可靠稳定,能够较好地完成送料拆盒工序,满足设计及工艺要求。
6.2 改善效率评估
对比分析本装置与原有人工操作的数据如图15所示。通过图中数据可知,使用自动送料开盖装置代替人工操作后,从人力资源上看本装置节省了2个人工,从工时上可知,本装置成功实现了自动化送料拆盒的功能,节省人工成本、有效地提高了工作效率。
7 结束语
随着产品纸盒包装的需求日益增大,利用自动控制技术改造传统手工包装行业,对提高生产设备的自动化及企业的生产效率是一种有效的方法。本装置针对包装行业纸盒人工送料开盖过程中人工成本高、工作效率低、劳动强度大等一系列问题进行工艺整合优化,本文利用 PLC 、触摸屏等技术设计出自动送料开盖装置,实际生产数据表明,新设备性能稳定,操作简捷,大大提高了生产效率,所有指标均达到了设备及工艺要求。
参考文献:
[1]李本红.基于 PLC和触摸屏食品包装生产线控制系统设计[J].机电工程技术,2014(1):9-12.
[2]钱振华,王荣扬,左希庆.基于 HMI 和 PLC的食品包装箱码垛机控制系统设计[J].食品与机械,2016,32(10):105-107.
[3]俞霞,郭琼,谢彬彬,等.基于信捷 PLC的称重包装机控制系统优化设计[J].电工技术,2020(24):3-6.
[4]耿延龙,徐世许, 张鹦琦.基于 PLC的包装防错控制系统的设计[J].工业仪表与自动化装置,2019(3):73-76.
[5]林蒙丹,赵雪林.基于 PLC的自动包装码垛生产线的研究与设计[J].包装工程,2019,40(11):148-154.
[6]刘路明,邹鹏达.基于 PLC的饼干包装自动生产线输送控制系统[J].制造业自动化,2017,39(11):138-140.
[7]赵振秀,周建华,杭小宇.基于 PLC的数控切条机控制系统[J].机电工程,2015,32(4):527-530.
[8]申风琴,江剑.基于 PLC的车载破碎机的控制系统设计[J].电器传动,2015,45(7):74-76.
第一作者简介:雷斌(1992-),男,湖南岳阳人,硕士,研究領域为自动化机电设备,已发表论文6篇。
(编辑:刁少华)
猜你喜欢
机械制造文摘·焊接分册(2016年2期)2016-12-23 21:06:17
山东工业技术(2016年23期)2016-12-23 16:58:27
科教导刊·电子版(2016年26期)2016-11-21 09:41:18
中小企业管理与科技·下旬刊(2016年10期)2016-11-18 21:50:55
科技资讯(2016年19期)2016-11-15 10:25:41
电子技术与软件工程(2016年18期)2016-11-14 02:18:06
数字技术与应用(2016年9期)2016-11-09 22:11:46
中国科技博览(2016年19期)2016-10-19 13:27:34
铁道通信信号(2016年1期)2016-06-01 12:10:17
广东石油化工学院学报(2016年6期)2016-05-17 05:17:33