
干法挤压工艺对复配苦荞粉品质调控作用
2021-08-15 13:54祖园侯双迪刘宇昊王春雨乔丽萍刘霞
食品工业 2021年7期
祖园,侯双迪,刘宇昊,王春雨,乔丽萍,刘霞
天津科技大学食品科学与工程学院(天津 300457)
近年来,我国整体饮食水平已经从满足温饱转变到健康饮食、均衡营养的新理念、新高度上,然而目前关于粮食作物的精深加工研究还处于基础阶段,一味地求精、求细也造成了原料中大量维生素及微量元素的损失,仍需继续深入研究[1-2]。同时人们对美味“高山流水”般的追求,人们吃精不吃粗、营养摄入单一造成的膳食营养和结构失衡引发的糖尿病、高血压等慢性病日益严重[3-5]。有研究表明,挤压膨化生产的营养强化复合粉营养分布均匀,加工过程营养损失小,稳定性也较好[6-7]。因此,利用挤压膨化技术开发色香味和营养配方均衡搭配、口感细腻、符合人们饮食习惯的新型产品势在必行。
苦荞是我国特有的一种植物,在医学和食品方面都有很大用途。从医学上讲,其中含有大量膳食纤维、类黄酮物质、微量元素等,具有降低血压、血糖、血脂和改善内循环等作用[8]。研究发现,摄入含有黄酮等活性因子的苦荞茶、苦荞醋等以苦荞为原料加工的食品,可以预防心血管等慢性疾病[9-10]。目前,市场上以苦荞为原料的产品有很多,但是产品形式比较单一,适口性差,主要有苦荞面条、苦荞面包、苦荞饼干等产品[11-12]。有研究指出,造成全球范围内上千万人死亡的主要原因是高盐、低杂粮和低水果的饮食结构[13-15],因此,亟待开发符合人们饮食习惯的营养新产品。试验以苦荞粉为主要原料,复配一定比例红豆粉,通过挤压膨化、烘干粉碎等工艺研制出一种复配苦荞粉,产品口感顺滑,具有苦荞和谷物特有风味。试验为以苦荞为原料研制新型膨化主副食产品提供了技术支撑,可作为研发苦荞类产品的调配基料进行推广。
1 材料与方法
1.1 材料与试剂
苦荞粉,由天津港保税区爱信食品有限公司提供;红豆粉,购自济南市天桥区旋旋五谷食品行。
1.2 仪器与试剂
YL90L-4拌面机(湖南湘仪实验室仪器开发有限公司);DS32-Ⅶ实验双螺杆主机(济南赛信机械有限公司);JM-A20002电子天平(上海衡平仪器仪表厂);J106多功能粉碎机(天津市泰斯特仪器有限公司);DK-98-IIA电热恒温水浴锅(天津泰斯特仪器有限公司);DGG型电热鼓风干燥箱(天津市天宇实验仪器有限公司);601-02-150*0.02游标卡尺(上海铁锋精密工具有限公司)。
1.3 试验方法
1.3.1 工艺流程
苦荞粉、红豆粉→按比例复配→调节水分含量→挤压膨化→粉碎过筛→调配口味→检测指标
1.3.2 试验设计
固定挤压膨化混合粉中粉体总量26份(30 g/份),将一定量的红豆粉和苦荞粉混合制备挤压膨化粉。固定机筒膨化温度145 ℃、水分质量分数35%,研究苦荞添加量复配苦荞粉品质特性的影响。苦荞添加量梯度设定为10,14,18,22和26份(30 g/份);固定苦荞粉添加量18份(30 g/份)、机筒膨化温度145 ℃,研究水分质量分数对复配苦荞粉品质特性的影响,水分质量分数梯度设定为29%,32%,35%,38%和41%;固定水分质量分数35%、苦荞粉添加量18份(30 g/份),研究机筒膨化温度对复配苦荞粉品质特性的影响,机筒膨化温度梯度设定为130,135,140,145,150和155 ℃。
1.3.3 复配苦荞粉指标测定
1.3.3.1 膨化率的测定
膨化率是指稳定条件下的挤出物的平均横截面积与模头孔径的横截面积的比值。参考庄海宁等[16]的方法,采用游标卡尺测定稳定状态下挤出物的直径,测量10次取平均值。

1.3.3.2 过筛率的测定
称取经粉碎机粉碎的细粉(过0.180 mm孔径筛)和粉渣的质量,过筛率按式(2)计算。

1.3.3.3 营养成分的测定
碳水化合物的测定依据的是GBZ 21922—2008《食品营养成分基本术语》,即碳水化合物=100-蛋白质-脂肪-水分-灰分-膳食纤维。

表1 营养成分测定方法
1.3.3.4 复配苦荞粉感官评价
经挤压膨化的苦荞粉过0.097 mm孔径筛,采用65~75 ℃的温水按照粉水比1∶7(g/mL)的比例冲调复配苦荞粉,冲泡好的苦荞粉转移到透明塑料杯中进行品尝,感官评价前保持室温[17]。感官评价参考GB/T 16291和GB/T 14159,具体标准见表2[18-21]。
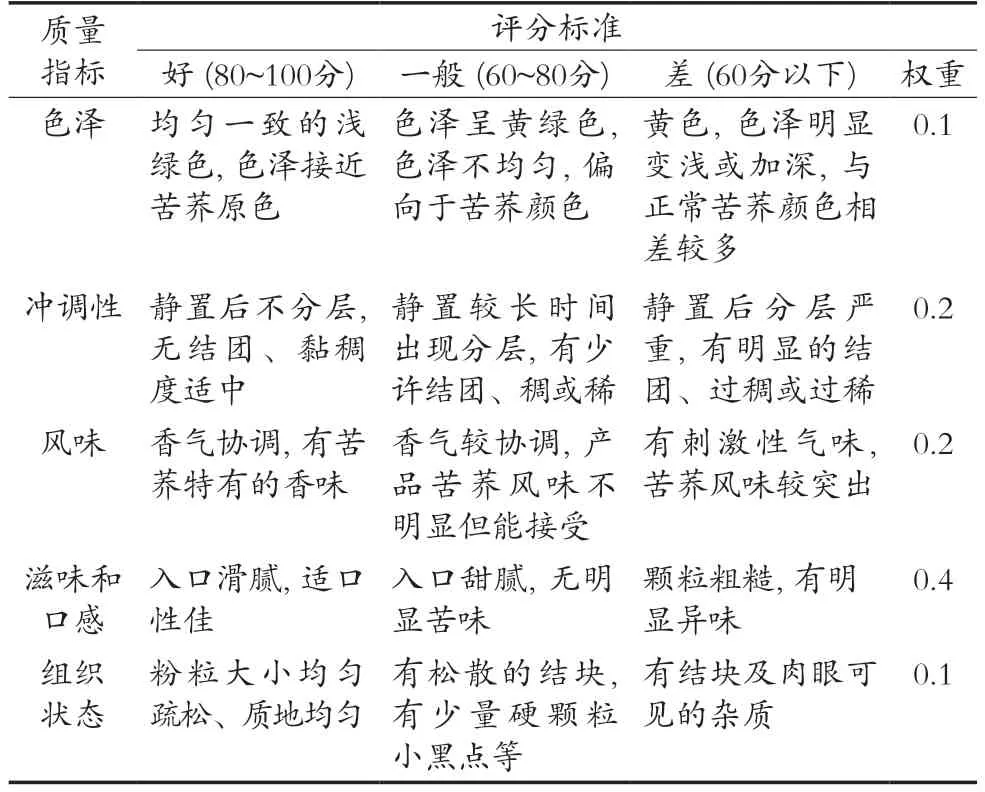
表2 感官评价标准
2 结果与讨论
2.1 单因素试验
2.1.1 苦荞质量对复配苦荞粉品质的影响
苦荞粉的多少直接影响复配苦荞粉的横向膨胀率、过筛率和冲调时的感官品质,结果如图1~图3所示。随着苦荞粉添加量的增多,膨化物料挤出时的膨大率在不断降低;复配苦荞粉的过筛率和感官评分均呈先增高后降低的趋势,当苦荞粉添加量为540 g(18份)时分别达到最大峰值(72%和79分)。当苦荞粉添加量为540 g(18份)时,复配苦荞粉中膳食纤维、淀粉等大分子结合程度最好,分子的空间结构韧性、粉质细化程度最好。机筒压力和剪切力的作用促进了粉渣中一些大分子物质质构的改变,大分子降解、分子间化学键断裂,并在挤出瞬间,由于极大的压力差,大分子的膳食纤维组分的部分连接键断裂,没有了连接键的支撑物料径向膨胀率降低;另外,双螺杆挤压作用一定程度上阻碍了颗粒间引力引起的颗粒二次结团,促进复配苦荞粉粉质细化,过筛物料量增多,筛粉细腻,改善了复配苦荞粉的口感、风味等感官特性[22]。
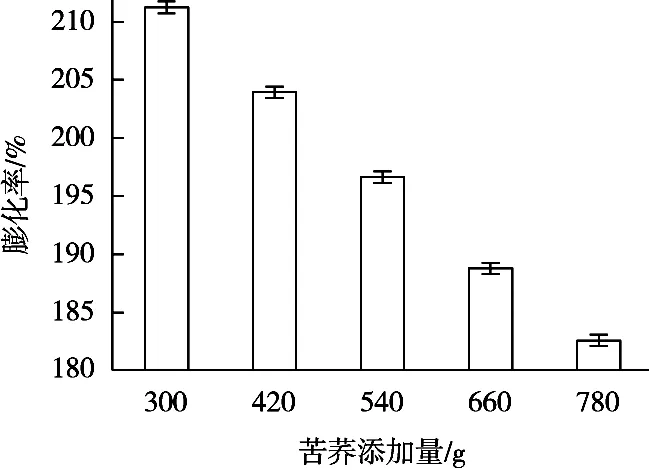
图1 苦荞添加量对复配苦荞粉膨化率的影响

图2 苦荞添加量对复配苦荞粉过筛率的影响

图3 苦荞添加量对复配苦荞粉感官品质的影响
2.1.2 水分质量分数对复配苦荞粉品质的影响
水分对复配苦荞粉膨化率、筛孔透过率以及感官品质有较大程度的影响,具体见图4~图6。当物料水分在29%~35%范围内时,随物料水分的增大,挤出物的径向膨胀率均处于较高水平(≥227)且差异较小,通过筛孔细粉的质量、苦荞粉口感、风味均呈先增大后减小的趋势;当物料水分质量分数为35%时,复配苦荞粉筛过率和感官评分达最大峰值(87%和87分)。低水分物料的径向膨胀率较高,可能是因为物料含较低水分时,混合粉体中未糊化的淀粉分子活动出现一定程度的加剧,结晶部分转变成具有黏弹性的熔融体,水分起到润滑作用,缩短了在机筒内停留的时间,机筒内的高温、高剪切力环境导致含水物料挤出瞬间水分瞬速汽化,形成的气腔加大了挤出物的膨化程度;但物料水分过多,较多水分降低了机筒内温度,导致机筒内蒸汽压下降,减弱了物料在模头出口处水分的汽化程度,而且物料水分质量分数的升高导致物料黏度增大,物料膨化度则出现下降现象。有研究人员[23-25]曾提出对于高水分产品,控制膨胀率的主导因素是挤出物黏度。物料过筛率及感官品质改变的原因可能是随着粉体水分增大,物料黏性增大,这不利于物料的粉碎,更会增大粉碎细粉透过筛孔的阻力,因此,水分质量分数较低的物料有利于粉碎效果和筛孔透过率。另外,由于一定量的水分可起到润滑作用,物料吸水,粉质更细腻;但水分过多,物料在机筒内停留时间减少,致使物料承受的剪切作用弱,因而水溶性物质减少,影响了口感醇厚度和风味。
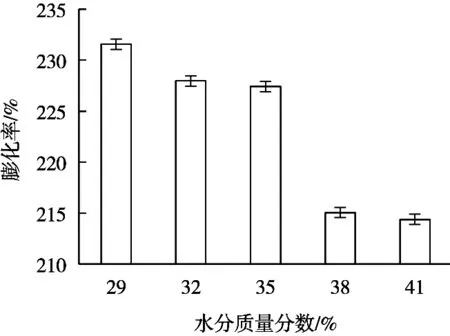
图4 水分质量分数对复配苦荞粉径向膨胀率的影响

图5 水分质量分数对复配苦荞粉过筛率的影响

图6 水分质量分数对复配苦荞粉感官评价的影响
2.1.3 机筒膨化温度对复配苦荞粉品质的影响
复配苦荞粉膨化率、膨化粉过筛率以及感官品质受机筒膨化温度影响较大,结果如图7~图9所示。随着温度的不断升高,挤出物的直径、筛粉透过率及苦荞粉感官品质总体上均呈先上升后下降的趋势,当机筒膨化温度达145 ℃时,膨化率和苦荞粉的感官评分达最大值(229%和81分)。适当地升高膨化温度对湿物料进行加热、加压,粉体内能增大,淀粉糊化、蛋白质变性,挤出物接触空气瞬间由于压力突然的变化而发生膨胀,物料组构舒展、水分蒸发、黏度降低,导致物料分子膨大、粉质变细腻。然而温度太高(>145 ℃),机筒内部较高热量一时无法释放,继而传递给物料,同时机筒内部压强急剧增大,在出料口接触常压环境,压力差太大会致使物料膨化剧烈,且膨化不均,甚至会使其表面出现较大气泡,水汽蒸发后,又迅速塌陷、回缩,导致膨化度达不到预期效果[26]。产品感官评分下降,原因可能为温度的升高使物料获得的内能增大,机筒内熔融体在模头出口喷爆瞬间发生“闪蒸”现象,造成了物料水分的损失和营养成分的破坏,从而影响了产品口感。

图7 机筒膨化温度对复配苦荞粉膨化率的影响
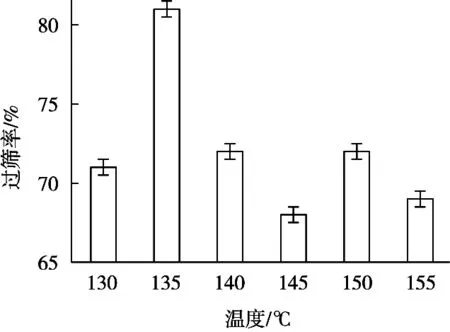
图8 机筒膨化温度对复配苦荞粉过筛率的影响

图9 机筒膨化温度对复配苦荞粉感官品质的影响
2.2 复配苦荞粉响应曲面试验结果分析
2.2.1 Design-Expert 8.0.6试验设计及结果分析
根据复配苦荞粉挤压的单因素试验结果,使用Design-Expert 8.0.6对试验结果进行处理,使用三因素三水平的响应面设计,以苦荞添加量(将苦荞粉占比换算成百分比)、膨化温度、水分含量为自变量,以表2评价产品品质的感官分数为响应值进行试验,响应面试验方案及结果见表3和表4。

表3 试验因素与水平

表4 响应曲面试验设计与结果
2.2.2 回归模型建立及响应面分析
根据所得数据,Design-Expert软件拟合感官评分的回归方程为:
感官评分=83.40+1.13A+0.50B+0.63C-1.00AB+3.75AC-1.00BC-4.83A2-3.58B2-11.32C2
由表5可知,回归模型p值小于0.02,达到显著水平,其中失拟误差F=0.1606>0.05,不显著,方程对试验的拟合度较好,模型和试验较为接近,可用于以苦荞粉为基料加工产品的感官评分的理论推测和分析。由F检验得出,二次项中A2和C2的偏回归系数达到显著水平,其他项均未达到显著水平。从感官评分的回归方程能够得出苦荞含量、膨化温度、水分含量对感官评分影响的先后顺序:苦荞添加量>水分质量分数>膨化温度。三个因素对感官评分的响应值的影响如图10~图12所示。

表5 感官评分回归模型方差分析表
由图10可知,当苦荞添加量一定时,水分质量分数和膨化温度的升高会使感官评分呈先上升后下降的趋势,可见适当加水和升温可以有效改善粉体冲调时的感官特性。由图10等高线图可容易看出,水分质量分数和膨化温度对复配苦荞粉的感官品质交互作用较强。从图11可以看出,当挤压机筒内膨化温度一定时,感官评分随着水分质量分数、苦荞添加量的变化均为先上升后下降,而且两组因素交互作用较显著。由图12可知,当水分质量分数一定时,膨化温度在145 ℃时,其对感官评分的变化影响较大,膨化温度的上升会导致感官评分的增加,还容易得出膨化温度和苦荞添加量两因素间交互作用对感官评分影响较小的结论。

图10 水分质量分数与膨化温度对感官评分的影响
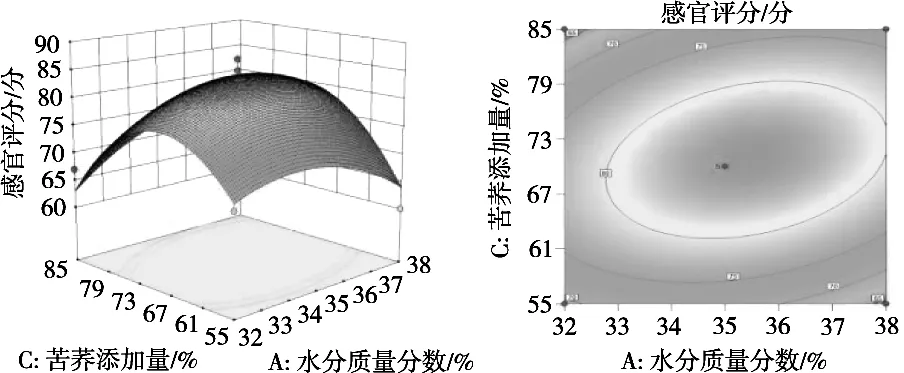
图11 水分质量分数与苦荞添加量对感官评分的影响

图12 膨化温度与苦荞添加量对感官评分的影响
由回归模型和响应面分析确定最佳加工条件:苦荞添加量70%,膨化温度145 ℃,水分质量分数35%,感官评分的预估值为87分。采取此条件进行3次重复试验,最终代餐粉感官评分均值达86分,与预估评分相差较小,故使用模型与实际有较好的拟合性,结果能够充分证明此次优化合理性。
2.3 复配苦荞粉营养成分及冲调性分析
由表6可知,复配苦荞粉经干法挤压膨化处理后食品营养均衡,克服了市面上膨化食品碳水化合物含量普遍较高、营养成分单一的缺点;产品中还含有铁等微量元素,有益于人体健康。试验以市面上某品牌高纤粉和紫薯代餐粉为代表,与该款苦荞复配粉进行对比,经润湿下沉性试验得出表7数据,以探究苦荞复配粉的冲调特性。由表7可知,复配苦荞粉全部润湿下沉的时间分别为139 s和18 s,复配后的苦荞粉润湿下沉性较快,溶解性较好,复配粉的品质特性有所改善,但还需要改进。
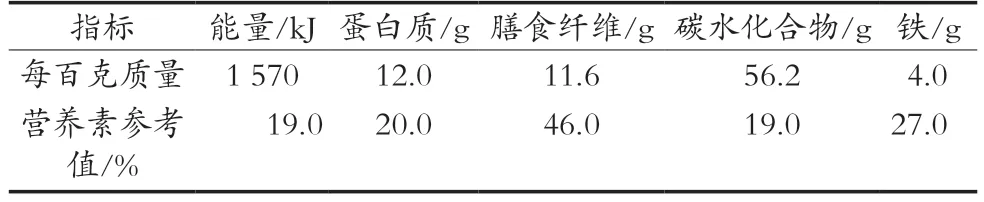
表6 营养成分表(以干重记)

表7 苦荞复配代餐粉冲调特性[27]
3 结论
经过对苦荞添加量、物料水分质量及膨化温度3个因素进行单因素及响应面优化试验,根据专业人员感官评分法对指标进行加权,结果发现水分质量分数和膨化温度、水分质量分数和苦荞添加量两两因素对复配苦荞粉感官品质的调控具有较强交互性,苦荞添加量对复配苦荞粉感官品质的影响最为显著。最佳配方与工艺参数为苦荞粉70%(将苦荞粉占比换算成百分比)、红豆粉30%、物料水分35%、挤压膨化温度145 ℃。按照此配方与工艺制得的复配苦荞粉冲调性较好、口感细腻,感官品质达最高(86分),代餐粉蛋白质、膳食纤维含量较高,且富含铁等微量元素。复配苦荞粉经挤压膨化处理后食品营养均衡,可作为新型膨化副食的调配和加工基料进行推广。
猜你喜欢
现代塑料(2022年2期)2022-09-22
青年歌声(2018年5期)2018-10-29
橡塑技术与装备(2018年8期)2018-04-19
文理导航·科普童话(2017年4期)2018-02-10
文理导航·科普童话(2017年2期)2017-05-31
中国塑料(2017年2期)2017-05-17
广东饲料(2016年3期)2016-12-01
林业与生态(2016年2期)2016-02-27
中国塑料(2015年10期)2015-10-14
中国粮油学报(2014年8期)2014-02-06
