餐厨垃圾干式厌氧发酵研究进展
2021-08-11 11:43王炯科汤晓玉王文国
中国沼气 2021年3期
王炯科, 汤晓玉, 王文国
(1.农业农村部沼气科学研究所,成都 6100411; 2.西华大学 现代农业装备研究院,成都 610039)
餐厨垃圾包括餐饮垃圾和厨余垃圾。餐饮垃圾指餐馆、食堂等的饮食剩余物,包括果蔬、肉、油脂、面点等加工废弃物以及过期食品等;厨余垃圾指家庭日常生活中丢弃的果蔬、瓜果皮及食物方面的下脚料、剩菜剩饭等易腐有机垃圾[1]。据统计,2017年我国厨余垃圾年产量为1.58×108t,餐饮垃圾年产量达6.3×107t,餐厨垃圾年总产量达2.10×108t[2],平均年增长率为5.34% 左右[3]。据学者测算,如果我国一年的餐厨垃圾能全部得以利用,相当于节约了200万公顷玉米的能量产出量和600万吨生物柴油[4]。而餐厨垃圾含水率和有机质含量较高,容易腐败并滋生细菌,不仅会散发恶臭气味,还会传染疾病[5]。因此,餐厨垃圾资源性与危害性并存,正确处理餐厨垃圾对环境保护和人们生活具有重要意义。
我国超过98%的餐厨垃圾被用于直接焚烧或填埋,真正用于资源化处理(好氧堆肥、厌氧发酵)的餐厨垃圾只有不到2%[2]。由于餐厨垃圾含水率较高、热值低,直接焚烧需要大量燃料,成本较高,且燃烧过程中会产生致癌物质二噁英,对环境造成严重的污染[6]。直接填埋需要占用大量的土地,且产生的渗滤液会污染地下水,造成二次污染[7]。厌氧发酵可将餐厨垃圾的有机部分转化为可再生能源[8],而且发酵后的沼渣还可用作优质肥料[9]。在有效利用餐厨垃圾中有机成分的同时,减少了对环境的污染。因此,厌氧发酵成为当前我国餐厨垃圾资源化处理的主流工艺。在全国餐厨垃圾处理试点城市中,80%的餐厨垃圾采用厌氧发酵进行处理[10]。
1 餐厨垃圾组成及性质
餐厨垃圾的主要成分为碳水化合物(干基)55.2%~61.9%,蛋白质(干基)13%~27%,油脂(干基)4.6%~42%,纤维素(干基)2.6%~6.5%等[5]。
图1给出了餐厨垃圾几个基本理化性质指标的大致范围:餐厨垃圾的总固体浓度(TS)在10%~32%之间,含水率较高;挥发性固体浓度(VS)在10%~30%之间,VS/TS基本在90%以上,有机质含量丰富;碳氮比在11~26之间,pH值大致在4.1~5.7范围内。相比于其他有机固体废弃物,餐厨垃圾的可降解性更高,Mu[11]等研究了剩余污泥、园林废弃物和餐厨垃圾这三种主要城市废弃物的可降解性,分别为23.3%,35.9%和96.9%,可见餐厨垃圾的可降解性远高于其他两种,进行厌氧发酵的经济性十分可观。因此,厌氧发酵已成为当前世界各国广泛使用的有机垃圾处理方式[18]。

图1 餐厨垃圾理化性质[11-17]
2 干式厌氧发酵技术
2.1 厌氧发酵类型选择
厌氧发酵根据总固体浓度(TS)大小,可分为干式厌氧发酵(TS:20%~40%)[19]、半干式厌氧发酵(TS:10%-20%)和湿式厌氧发酵(TS<10%)[20]。
目前,我国餐厨垃圾厌氧发酵多采用中温连续搅拌湿式厌氧发酵工艺[5]。但存在预处理复杂、容易产生浮渣、水消耗量较高、沼液处理复杂、耐受负荷较低、经济性差等缺点[9]。与湿式厌氧发酵相比,干式厌氧发酵反应器体积小、占地面积少、容积产气率较高、加热能耗低、总甲烷损失量低;用水量少,不会出现湿式厌氧发酵中出现的浮渣、沉淀等问题;后处理容易,沼渣可直接作为有机肥利用[21]。因此,干式厌氧发酵更加适合处理餐厨垃圾这样数量庞大的有机固体废弃物,具有广阔的应用前景。
2.2 国内外干式厌氧发酵技术研究现状
早在20世纪50年代,国外已开始对干式厌氧发酵的研究。其中,欧洲的干式厌氧发酵工艺技术较为成熟且已商业化。国外干式厌氧发酵技术从工艺上分为连续式和间歇式两种。其中,间歇式以德国BIO-FERM、BEKON公司的车库式为主,该工艺的优点是无需搅拌,接种依赖新旧物料的混合,但存在设备结构复杂、投资偏高、操作复杂、系统安全运行要求高等问题[22]。连续式工艺主要有Kompogas卧式推流工艺、Dranco竖式推流工艺、Valorga竖式沼气搅拌工艺和芬兰的 Biocel 工艺4种,在欧洲已成功推广应用[20]。
我国干式厌氧发酵技术相比欧洲发酵起步较晚,目前,国内工程应用较少,大多停留在科研机构和高校实验室研究试验阶段。其中,农业部规划设计研究院研制了覆膜槽生物反应器干式厌氧发酵技术,解决了工程上进出料难、运行成本高、操作复杂等问题[23]。华中农业大学设计了一种卧式螺带式搅拌发酵罐,用于处理畜禽粪便[24]。农业部南京农业机械化研究所设计了柔性膜覆盖车库式干式厌氧发酵系统,实现了原料预处理和厌氧发酵一体化,温度持续稳定,产气效率较高[25]。农业部沼气科学研究所自行设计的上推流式厌氧反应器,在进料固体浓度合适情况下,产气稳定,有效解决了猪粪连续干发酵存在的氨抑制和出料难等问题[26]。
国内干式厌氧发酵工程应用案例相对较少,主要有:聊城使用覆膜槽干式厌氧发酵处理畜禽污染物,日处理量150 t,日产沼气11000 m3;厦门生活垃圾分类处理厂可处理TS高达50%以上的废弃物,并且全自动远程控制,可节水90%,产气效率高;哈尔滨生活垃圾处理工程采用德国车库式干式厌氧发酵可处理TS在50%以上的废弃物[27]。2016年投入运行的杭州餐厨垃圾处理一期工程以“自动分选+三相提油+高效厌氧”为主要工艺路线,项目采用耐冲击负荷和高固体浓度的利浦罐结构CSTR厌氧反应器,容积为4000 m3,日处理餐厨垃圾200 t,日产沼气13000 m3,日发电量达26000 kW·h,毛油日产量为5.3 t[28]。
3 餐厨垃圾干式厌氧发酵存在问题
干式厌氧发酵因其含固率较高,存在搅拌不均匀、系统传质性差[20,29]、降解时间长以及有毒抑制组分(如VFA、氨氮、金属元素)积累等问题[30]。一般在厌氧发酵系统中,总VFA浓度达到8000 mg·L-1或者乙酸浓度在2000 mg·L-1以上,就会造成酸抑制[31]。这些问题的出现会降低厌氧发酵系统的稳定性和产气效率,进而影响厌氧发酵工程的经济效益。
餐厨垃圾具有高含水率、高有机质、高油脂等特点,在厌氧发酵的实际应用中,主要存在两大问题,即:系统稳定性差、反应器效率低[32]。由于餐厨垃圾自身所含有机质易降解,在厌氧发酵过程中极易造成挥发性脂肪酸(VFA)积累导致系统酸化。餐厨垃圾中的油脂和蛋白质含量较高,碳氮比较低,易导致氨氮、硫化氢和长链脂肪酸积累。这些都会降低系统的稳定性和产气量,并可能导致系统的直接失败[33]。餐厨垃圾反应器效率低表现在:餐厨垃圾厌氧发酵的运行有机负荷较低,大约在1~4 g·L-1d-1VS[34]或者水力停留时间较长。有学者在餐厨垃圾厌氧发酵中发现,在水力停留时间为40 d时系统失败,当延长至80 d时才得以稳定运行[35]。低负荷的厌氧发酵系统垃圾日处理量小,不仅无法满足处理餐厨垃圾的需求,而且经济效益较低,不利于工程长期运行。此外,餐厨垃圾厌氧发酵在工程应用上还存在起泡问题。由于餐厨垃圾中蛋白质和粗脂肪含量较高,容易在发酵系统内起泡,造成发酵系统管道堵塞、反应器炸裂、反应器内底物浓度不均匀、甲烷产量下降等一系列问题[36],严重影响发酵系统稳定性和经济效益,因此,控制并减少厌氧发酵起泡十分必要。
综上所述,餐厨垃圾干式厌氧发酵主要存在酸抑制、起泡、混合不均匀等问题,严重影响餐厨垃圾干式厌氧发酵的系统稳定性和产气效率。
4 餐厨垃圾干式厌氧发酵存在问题的解决措施
4.1 酸抑制解决措施
4.1.1 共发酵
餐厨垃圾常与畜禽粪便、剩余污泥、木质纤维素生物质等进行共发酵,通过共发酵可以稀释发酵系统中有毒抑制成分,平衡发酵微生物的营养需求和实现协同效应提升[37]。
4.1.1.1 餐厨垃圾与畜禽粪便共发酵
餐厨垃圾与畜禽粪便共发酵可以提高系统有机负荷和碱度,进而提高产气量并增强系统稳定性[37]。有学者在不同混合比例下进行餐厨垃圾和牛粪共发酵,当比例为25%牛粪+75%餐厨垃圾时,累计产气最高,分别比餐厨垃圾、牛粪单独发酵提升24%和47%,协同提升效应明显[38]。将餐厨垃圾和猪粪、牛粪混合发酵后,累积产气量明显提高,达到0.0488 L,明显高于单独餐厨垃圾的产气量。在餐厨垃圾和猪粪共发酵时,甲烷含量最高,达到64.6%,而餐厨垃圾单独发酵甲烷含量仅为54.0%[39]。由此可见,餐厨垃圾和畜禽粪便之间可形成协同效应,共发酵可以有效地提高产气量。
4.1.1.2 餐厨垃圾与剩余污泥共发酵
剩余污泥蛋白质含量较高,在厌氧发酵过程中生成的氨氮可提升系统碱度,并提供充足的微量元素,与餐厨垃圾共发酵可提升系统的稳定性并提升产气[40]。有学者将餐厨垃圾和剩余污泥共发酵,发酵系统未出现酸化,甲烷产率高达407 mL·g-1VS[41]。还有学者在餐厨垃圾单独发酵出现抑制时,通过添加剩余污泥,使得系统酸化逐渐缓解,产甲烷量高达413.4 mL·g-1VS[11]。
4.1.1.3 餐厨垃圾和木质纤维素生物质共发酵
木质纤维素生物质除了可以调节碳氮比外,其纤维结构还可以保护产甲烷菌免受一些负面影响,如餐厨垃圾厌氧发酵中常出现的挥发酸积累,从而促进厌氧发酵系统中微生物的生长代谢[42]。有学者将餐厨垃圾在与碱预处理后的甘蔗皮共发酵,系统碳氮比从餐厨单独发酵的12.7调高至19.3,发酵结果显示共发酵与餐厨垃圾单独发酵相比,挥发酸积累明显降低,系统稳定性提高,产气提高了21.8%,协同提升效应明显[43]。
4.1.2 添加碱性添加剂
添加碱性添加剂可以缓解餐厨垃圾厌氧发酵中存在的酸化问题,但是存在一定的局限性,且容易造成盐浓度过高引起的抑制[44]。有学者在已酸化的餐厨垃圾发酵系统中直接添加NaOH,系统pH值降低得以缓解,但是无法反转VFA积累,发酵系统产气量仍然降低[45]。通过在两相餐厨垃圾厌氧发酵系统中添加碱性添加剂,在不同有机负荷下效果不同。在低负荷1.9 g·L-1d-1下,添加碱性添加剂可以有效控制系统pH值,并可调节发酵类型,有利于提升产甲烷菌性能。但是在高负荷3.2 g·L-1d-1下,添加碱性添加剂就无法起到效果[45]。此外,添加碱性添加剂的同时,其中阳离子如Na+会对发酵系统造成影响。研究表明,Na+浓度在3.5~5.5 g·L-1时,会对产甲烷菌造成轻微抑制,当浓度达到8.0 g·L-1时,会造成严重抑制[33]。
4.1.3 添加微量金属元素
添加适量的微量金属元素可以有效提高厌氧发酵的效率和稳定性[46]。在高氨氮浓度下的餐厨垃圾厌氧发酵中,硒和钴对避免丙酸积累和促进种间电子传递具有重要作用。在分别添加硒和钴0.16和0.22 mg·kg-1后,系统OLR最高可达5 g VS·L-1d-1,容积产气率可达3.75 STP m3·m-3d-1,添加微量元素硒和钴后,显著提升了产气量和系统稳定性[47]。有研究者在餐厨垃圾高温干式厌氧发酵连续实验中探究了铁、钴、镍三种元素的最佳需求量,当三种元素含量分别为276,4.96和4.43 mg·kg-1COD-removed时,系统产气稳定,TS,VS,T-COD和碳水化合物的去除率分别为77%,80%,80%和97%,而未添加微量金属元素的组,启动两月后出现了酸化并最终失败[48]。因此,添加特定的微量金属元素后,对厌氧发酵的产气、系统稳定性以及有机物的去除率都有明显提升作用,但是针对不同发酵底物,最理想的添加量以及组合方式还有待进一步的研究和探索。
4.1.4 添加生物炭
生物炭具有多孔结构,比表面积大,表面官能团可以吸附、缓冲、固定微生物,常被用来解决厌氧发酵系统中存在的一些抑制情况[49]。有学者通过在餐厨垃圾干式厌氧发酵中添加生物炭,发现当添加量为25 g·L-1时,累积产甲烷可达251 mL·g-1VS,并且显著促进了VFA的降解,尤其是丁酸[50]。活性炭的粒径大小对其性能也有显著的影响,粉末活性炭在缓解餐厨垃圾厌氧发酵酸抑制的效果上优于颗粒活性炭,且添加量为5 g·L-1和10 g·L-1时效果最佳,与未添加活性炭相比,启动时间缩短了22.0%,累积产甲烷量提升了62.5%[51]。在餐厨垃圾高温厌氧发酵系统中添加生物炭,相比对照组,添加生物炭通过促进微生物间的直接种间电子传递,使VFA降解加快,启动时间缩短,累积产甲烷量提升[52]。
4.2 控制起泡
控制起泡可以防止反应器堵塞,提升产气和经济效益。据有关学者研究,厌氧发酵系统起泡主要是由表面活性物质、生物表面活性物质和两种丝状菌引起[53]。有机负荷对气泡的产生有明显影响,有研究者在甜菜浆的厌氧发酵试验中发现,当增加有机负荷至3 gVS·L-1d-1时,系统开始起泡,并出现产气量的下降和不稳定。一般情况下通过添加消泡剂可去除70%的气泡,并提升产气量[54]。但是对于油脂含量较高的底物,使用消泡剂就很难取得很好的除泡效果[55]。这时只能采取降低发酵系统有机负荷或反应器使用容积或降低底物的油脂含量等措施来控制起泡[56]。因此,很多科研机构和工程上在对餐厨垃圾进行了提油预处理之后再厌氧发酵。
4.3 搅拌
干式厌氧发酵中存在的混合不均匀现象常采用搅拌进行处理。搅拌对保证理想产气量、增加底物与接种物间接触、确保系统稳定具有重要作用[57]。最常用的搅拌方式有沼气回流搅拌、出水回流搅拌和机械搅拌[58],机械搅拌是最有效的搅拌方式,可有效提高系统传质性能、降低抑制组分危害、提高反应器有效容积等[59]。机械搅拌的效果主要由搅拌速度和搅拌频率两个因素影响。有学者利用计算流体动力学模型得出,在不同搅拌频率下,餐厨垃圾厌氧发酵半连续试验的结果差距较大,其中间歇搅拌2 min·h-1产气效果最好,计算反应效率为74.4%,高于连续搅拌的66.9%和不搅拌的14.9%,也更加节能[17]。因此,针对不同浓度底物和反应条件制定合适的搅拌策略,对餐厨垃圾干式厌氧发酵的产气效率和经济效益提升非常重要。
5 总结与展望
利用干式厌氧发酵处理餐厨垃圾具有很好的应用价值和发展前景。但是餐厨垃圾干式厌氧发酵存在很多问题。从工程应用角度看,国内处理餐厨垃圾的反应器或工艺主要为湿式厌氧发酵,干式厌氧发酵还需进一步发展和完善,在借鉴国外先进干式厌氧发酵工艺的同时,也要针对我国餐厨垃圾的独特性质和产量,进行针对性的改进和创新。从厌氧发酵机制角度看,餐厨垃圾干式厌氧发酵中存在酸抑制、起泡、混合不均匀等影响发酵系统稳定性和效率的问题,目前研究主要采取共发酵、添加碱性添加剂、添加微量金属元素、添加生物炭、控制起泡、采取合适搅拌策略等措施,取得了一定的效果(见表1),但是还存在以下问题:大多研究都是选择一种方法处理,能否将提升系统稳定性和效率的方法进行组合,产生一加一大于二的效果仍有待研究;如何在保证系统稳定和效率的同时,更加注重经济效益,形成一条稳定可靠的餐厨垃圾干式厌氧发酵处理工艺,适合于工程应用和推广,并完善餐厨垃圾收集、预处理以及后续沼渣的处理,还有待今后的研究和探索。
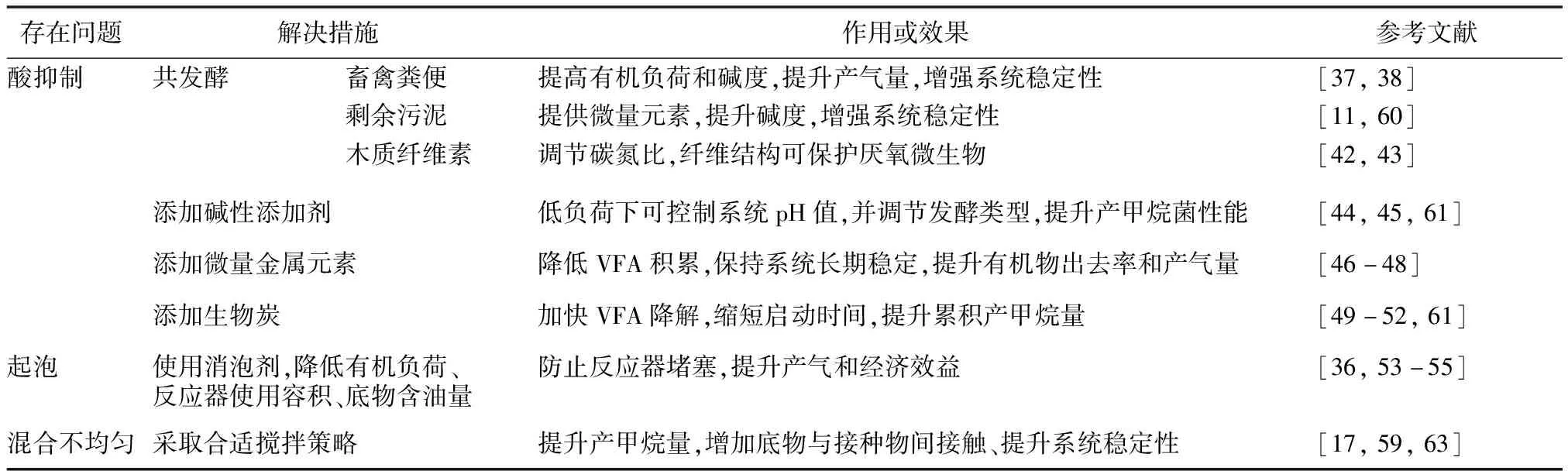
表1 餐厨垃圾干式厌氧发酵问题解决措施
猜你喜欢
电气技术(2022年5期)2022-05-23
煤气与热力(2021年12期)2022-01-19
贵州农业科学(2021年7期)2021-09-13
昆钢科技(2021年6期)2021-03-09
汽车实用技术(2020年16期)2020-09-06
中国科技纵横(2018年17期)2018-10-26
现代农业科技(2018年22期)2018-01-15
发明与创新·大科技(2017年8期)2017-08-17
农业与技术(2017年3期)2017-03-22
天津农业科学(2015年11期)2015-12-03