模具铸铁刃口堆焊
2021-08-04 18:22彭拥军
时代汽车 2021年11期
彭拥军
摘 要:在汽车模具里,把堆焊技术应用于修边刃口的焊接,应用于拉延模和成形模的拉延筋或磨损面的堆焊,可以大大降低模具制造成本和制造周期,便于模具的维修制件精度的提高,在铸件的表面堆焊一层耐磨材料,焊层硬度可以达到HRC55左右,从而满足模具的刃口修边或拉延成形的工艺要求。
关键词:堆焊 裂纹 淬火
Die Cast of Iron Cutting Edge Surfacing
Peng Yongjun
Abstract:In automobile molds, the application of surfacing welding technology to the welding of trimming edges, to the surfacing of the drawing bead or wear surface of the drawing die and the forming die, can greatly reduce the mold manufacturing cost and manufacturing cycle, and improve the precision of mold repair parts. A layer of wear-resistant material is deposited on the surface of the casting, and the hardness of the welding layer can reach about HRC55, so as to meet the process requirements of cutting edge trimming or drawing forming of the mold.
Key words:surfacing, cracks, quenching
1 引言
随着汽车产品开发周期缩短与力度的加强,都希望新产品尽早上市占领市场份额;汽车生产厂商也在要求缩短模具制造周期,降低模具制造成本,其中最有效的办法就是刃口堆焊技术。本文重点介绍一下铸铁刃口堆焊工艺。
2 铸铁的特性
我公司模具采用的灰口铸铁,牌号为HT300,其材料成分,包含碳C=2.9-3.2%,硅Si=1.0-2.5%,锰Mn=0.5-1.4%,硫S=0.12%,磷P=0.15%等等。其特点:①HT300铸铁为珠光体类型,金相组织为铁素体+片状石墨+珠光体,由于铸铁中石墨有利于润滑及储油,其耐磨性好。由于石墨的存在,灰口铸铁的消震性优于钢,适合制作底座。②工艺性能好,由于灰口铸铁含碳量高,接近于共晶成分,其熔点较低,流动性好,收缩率小,适应于铸造结构复杂或薄壁铸件,由于其内在石墨使得灰口铸铁的加工性优于钢。③灰口铸铁由于成分中碳与硫,磷杂质高,其力学性能的特点是强度低,基本无塑性,使其焊接接头发生裂纹的敏感性增加。这些特点,决定了灰口铸铁的焊接性不良。其表现有两点;一是焊接接头易形成白口铸铁与高碳马氏体组织(即片状马氏体),焊接接头表现为硬脆。二是焊接接头容易产生裂纹。
3 常规铸铁的焊接应用
常规铸件焊接应用主要有,铸造缺陷的焊接修复;已损坏铸件成品的焊接修复;零部件的焊接加工等。
4 铸铁刃口堆焊的优点
由于大型汽车覆盖件模具的刃口形状一般都很不规则,多为三维立体尺寸,采用铸铁刃口堆焊方式可以有以下优点:
(1)采用数控加工铣削获得三维立体轮廓,可以节省合金钢锻件,降低模具成本。
(2)模具维修方便,更改修边线形状或刃口损坏后,可以重新堆焊后加工。
(3)采用堆焊,省去镶块的拼装与热处理,减少制造工序,缩短制造周期。
(4)把铸铁堆焊技术应用在拉延模和成形模中的拉延筋及磨损面的焊接,可以有效的延长模具的寿命。
5 铸铁刃口堆焊工艺
根据生产实践,铸铁刃口堆焊工艺如下:
5.1 鑄件堆焊前准备
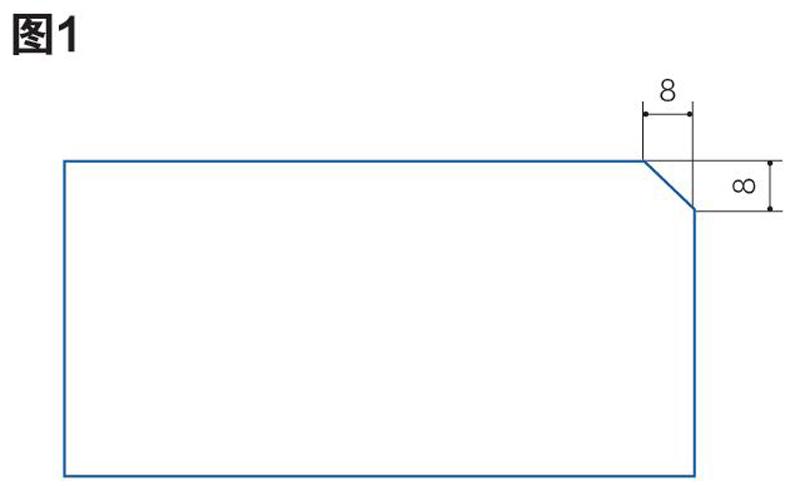
焊前准备(倒坡口,去污,清除裂纹等);刃口堆焊前应在待焊部位铣出8-10的坡口,坡口形式见图(1)。
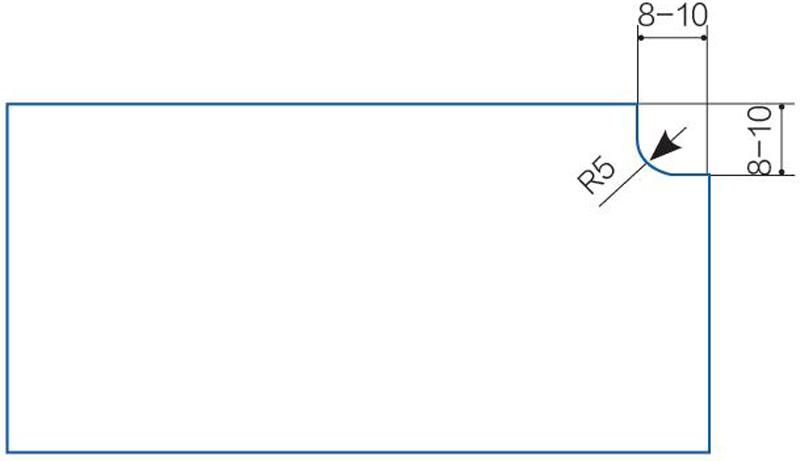
3.2 堆焊的工艺顺序见图(2)
按图中顺序数字1-5层为打底层,6-7为填充层,选用HRC40的焊材,8-12层为堆焊硬化层,完成坡口横向堆焊顺序。其中纵向顺序按数值1,2,3顺序分段跳焊退焊,每段50-60mm,每层长度相同,这样可以减少铸件变形应力,减少焊缝发生裂纹的可能。同时采用分散焊接避免被焊工件局部过热增加焊接热应力。
5.2 堆焊注意事项
(1)堆焊常用的一种焊接方法为焊条电弧焊,上图1,2,3,4,5层是打底焊,打底焊一定要控制电流,采用焊材规定所允许的最小电流值,若是铸铁油脂、杂物较多,在焊接区域20-30mm范围内,用氧-乙炔火焰烘烤,烘烤时间不能过长,烘烤温度在100-150℃,打底层熔敷金属由于母材的熔透吸收碳形成具有韧性的奥氏体组织。7-8层为填充层,注意控制层间温度(150℃左右))直线运条,不摆弧,垂直,短弧焊接,层间温度过高,熔透深度会加大,容易出现气孔,翻浆现象,且增加焊接应力。填充层与第一层熔透形成奥氏体和马氏体混合组织,耐磨耗性能优良,洛氏硬度能达到HRC40。9.10.11.12层为盖面层,盖面层留足加工余量,特别是轮廓处,每焊50mm长度,由收弧处向起弧处敲击在压边处,见图(3),不能用力敲击,防止咬边,盖面层通过和填充层的熔透形成高硬度的马氏体组织,洛氏硬度能达到HRC55,耐磨耗性能优良,严格按照堆焊注意事项施焊,熔敷金属耐腐蚀,耐磨耗,耐冲击性能,在模具上可以耐久性使用。
(2)堆焊常用另一种焊接方法为手工钨极氩弧焊,优点是保护气体为惰性气体,不与金属发生任何化学反应,也不溶于金属,明弧,能很好地观察电弧及熔池,焊接过程无飞溅,成形美观,不需要去除焊渣且熔深交浅,避免气孔,翻浆现象能获得高质量的焊缝。若是焊接时产生气孔裂纹,必须马上磨掉,重新焊接,否则容易造成强度不够,硬化层至少两层,才能很好地保护刃口强度。
6 堆焊工艺方式选择
(1)堆焊量特別大时,首选焊条电弧焊,严格按照堆焊注意事项进行施焊。
(2)堆焊量一般或较少时,首选钨极氩弧焊,堆焊完成后见图(4),图(5)。
堆焊区加工后刃口面见图(6)。
在采用两种堆焊方式时,为了防止起防时产生气孔,需采用回焊法。焊条使用前250-300℃,30-60分钟烘干,层间温度控制在150℃,各焊道,焊层敲击去除应力,保持尽可能短弧,垂直焊接,不摆弧,焊后缓冷。
另外,无论采用哪种堆焊方式,必须根据铸件母材成分选择合适的焊材,根据焊接位置,焊接方法选择焊材直径。
7 刃口堆焊层的质量检测
刃口堆焊后,为确保堆焊层的质量达到冲裁模的要求,需要对堆焊层进行检查,一般有以下方式:
(1)外观检查,通过肉眼观察焊缝应平整,均匀光滑,不得有气孔和夹渣现象。肉眼观察焊缝与母材基体应该圆滑过渡,不存在咬边,缺肉等缺陷。
(2)高度检查,堆焊高度必须高出基体2mm,不允许有缺口现象。
(3)裂纹检查,堆焊层经过机械加工的刃口面出现的裂纹条数100mm内不允许超过2条,裂纹长度不超过2mm。
(4)硬度检查,采用硬度计测量加工后的堆焊层的硬度要达到HRC55-58。
8 结语
模具刃口堆焊技术改变了传统的模具整体采用工具钢制造的工艺,这是一项节省工时,节省模具钢材,缩短模具制造周期的快速经济的制造技术。近几年,公司为广本项目和济南轻卡项目都采用了模具刃口堆焊技术,使模具总吨位降低了近百吨,节约材料费,人工装配周期及加工费近千万。用户对我公司的模具刃口堆焊技术都予以了好评。
参考文献:
[1]王娟等.表面堆焊与热喷涂技术[M].北京:化学工业出版社,2004.
[2]任雪岩.日本汽车模具的刃口堆焊.焊接技术,2000(12).
[3]杜国华.实用工程材料焊接手册[M].北京:机械工业出版社,2004.
[4]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1989.
[4]吴毅雄,焊接手册.焊接方法及设备. 北京:机械工业出版社,2015.
猜你喜欢
辽河(2022年1期)2022-02-14
中国电气工程学报(2019年28期)2019-10-20
人民长江(2019年7期)2019-09-10
扬子江(2019年1期)2019-03-08
西部论丛(2018年12期)2018-11-28
有色金属材料与工程(2018年3期)2018-11-25
时尚北京(2015年3期)2015-04-07
公务员文萃(2014年7期)2014-09-21
知识力量·教育理论与教学研究(2013年8期)2013-07-10
安全与健康(2006年8期)2006-10-19