
基于单目视觉的螺纹孔定位精度分析*
2021-08-02 08:03李巧梅
组合机床与自动化加工技术 2021年7期
李巧梅
(中国工程物理研究院机械制造工艺研究所,四川 绵阳 621999)
0 引言
在自动化装配领域,螺纹孔的定位精度是影响螺栓拧紧效率的关键因素,面对日益提高的装配精度和装配效率要求,基于机器视觉的螺纹孔识别定位技术应用越来越广泛。
通常情况下,工件完全进入工业相机视野中,其相机标定、特征提取和定位更为容易。但当工件完全进入工业相机视野中,每个像素对应的实际物理尺寸就相对较大,会导致特征边缘较为粗糙,影响定位精度;如果工业相机只拍摄工件的局部,每个像素对应的实际物理尺寸就相对较小,特征边缘会更为清晰,在工件几何特征一定的情况下,可以推算出其他特征位置,从而获得更高的定位精度。郭静等研究了通过采集局部图像完成较大工件定位的方法,从工程上解决了自动化生产线上较大工件的定位问题[1];何博侠等提出了一种基于序列局部尺寸特征测量大尺寸机械零件尺寸的方法,重点研究了图像拼接的算法,通过优化图像拼接算法提高测量精度[2];李钊宝等则对单目视觉测量时相机内部参数进行了研究,探讨了相机内参对工件尺寸测量的影响[3]。
本文通过搭建专门实验平台,对比分析了使用单目相机拍摄不同视场的工件图像所获得的螺纹孔定位精度,定量分析了在给定条件下视场与定位精度的对应关系。分析结果对于自动化装配工程领域合理选择视觉定位相机和拍摄距离具有一定指导意义。
1 螺纹孔机器视觉定位原理
螺纹孔的机器视觉识别定位主要包括图像获取、图像识别和定位标定三部分。其中图像获取主要是指通过工业相机拍摄工件的图像,需要通过合理布置光源、配合合适焦距、景深、视野的镜头获得对比度良好的工件图像。图像识别是指通过软件算法对工业相机拍摄的图像进行图像增强、螺纹孔特征查找和螺纹孔中心确定。定位标定是通过标定板使图像像素与实际物理尺寸建立对应关系,通过手眼标定确定螺纹孔中心在机器人世界坐标系(World)的物理坐标,获得可用于装配的定位数据。
获得工件在机器人世界坐标系中的物理坐标的方法有两种,一种是根据工件的实际尺寸和与机器人的相对位置关系,通过直接坐标变换,得到工件螺纹孔在机器人坐标系下的坐标,如图1变换1;另一种是通过视觉识别、定位标定得到工件螺纹孔在机器人世界坐标系下的坐标,如图1变换2。将视觉识别、定位标定获得的机器人世界坐标系下坐标值与直接坐标变换得到的坐标值相对比,即可得到视觉定位的误差。
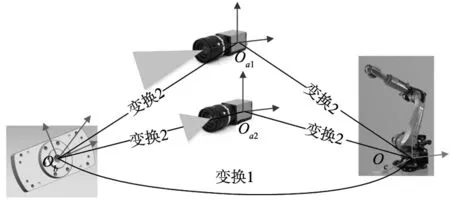
图1 坐标变换原理
2 机器视觉测量系统构成
2.1 被测工件
被测工件是使用加工中心整体铣削获得的一件高精度定位工装,其尺寸公差执行GB/T 1804-f,材料为2A14,进行硫酸阳极氧化处理后着金黄色。工件表面分布有两组螺纹孔(M8、M6)和一组锥销孔(φ6),每组4个,共计12个孔需要通过视觉进行定位。如图2所示。
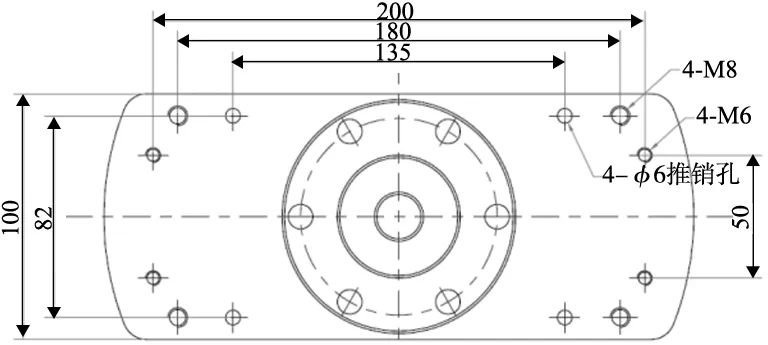
图2 被测工件尺寸
2.2 机器视觉系统
2.2.1 工业相机及镜头
工业相机选用HIKROBOT的MV-CH120-10GM面阵相机,该相机具有1200万像素,分辨率4096×3000,选用Sony IMX304的CMOS传感器,靶面尺寸1.1寸,像原尺寸3.45 μm×3.45 μm。
镜头选用HIKROBOT的HF-P系列工业镜头,具有较高的分辨率和极低的畸变,镜头型号为:MVL-HF2524M-10MP。镜头的焦距25 mm,光圈范围F2.4~F16,畸变-0.01%,最近拍摄距离100 mm。
2.2.2 光源
光源选用与相机同轴的环形光源,由高亮度LED组成阵列对工件进行垂直照射,从而获得清晰的工件边缘,突出螺纹孔特征,同时减轻照射阴影问题。选用的光源型号为KW-R144-W,发射白光功率11 W。
2.2.3 图像处理软件
图像处理软件选用海康威视的VisionMaster算法平台,该算法平台通过图形化交互界面进行操作,具有定位、测量、检测、识别等多种功能。可以用于精确定位图像中的任意几何体元素,可达1/16像素精度,支持标定板标定、N点标定、畸变校正等多种标定方式。机器视觉系统构成如图3所示。

图3 机器视觉系统构成
3 图像获取与分析方法
3.1 图像获取
如图4所示,工件固定放置,工业相机可移动,通过改变拍摄距离,获得不同视场的工件图像。首先拍摄一组全局的工件图像,保证图像全部进入工业相机视野且工件的水平边缘与图像轴平齐;然后缩短拍摄距离,调整工业镜头对焦环使图像清晰,再次拍摄获得一组工件图像;反复改变拍摄距离,重复以上步骤获得不同拍摄距离的工件图像。每次拍摄时,通过反复调节,保证工业相机光轴垂直于工件表面,工件的水平边缘与图像轴平齐。不同拍摄距离拍摄螺纹孔对比见图5。
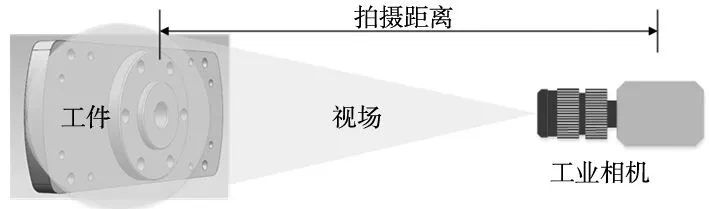
(a)远距离拍摄
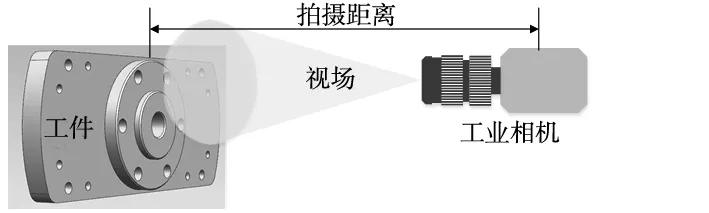
(b)近距离拍摄 图4 不同拍摄距离对工件拍照
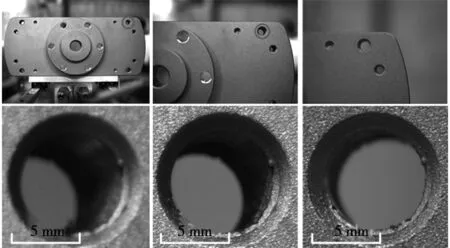
图5 不同拍摄距离拍摄螺纹孔对比
3.2 标定
标定分为相机标定和手眼标定两部分,其中相机标定是为了建立像素与实际物理尺寸的关系,手眼标定是为了获得工件在机器人坐标系中的位置。
3.2.1 相机标定
相机标定时,根据工业相机的图像视场,选择大小合适的棋盘格标定板贴在工件表面,并使标定板水平边缘与工件水平边缘平行。标定时,取工件右上角锥销孔圆心为相机坐标系原点oa,根据标定板物理尺寸与图像像素之间的对应关系可以求得每个拍摄的螺纹孔在相机坐标系下的坐标为:
(1)
式中,xia、yia分别代表第i个螺纹孔在相机坐标系下的x坐标和y坐标,单位mm;kx、ky分别代表x方向和y方向每个像素代表的实际物理尺寸,单位mm/pixel;xia′、yia′分别代表在相机坐标系下第i个螺纹孔的x坐标和y坐标,单位pixel。
对于工业相机图像视场中没有拍摄到的螺纹孔,则根据工件的理论尺寸进行推算。推算时应先计算右上角螺纹孔与相机坐标系原点oa连线与相机坐标系x轴夹角θ,未拍摄螺纹孔在相机坐标系下的坐标为:
(2)
式中,xia、yia分别代表第i个螺纹孔的在相机坐标系下的x坐标和y坐标,单位mm;yib、xib分别第i个螺纹孔在工件坐标系下的坐标,单位mm。
每改变一次拍摄距离拍摄,都需要重新进行相机标定。
3.2.2 手眼标定
机器人螺栓装配系统为eye to robot系统(工业相机固定在地面,不随机器人移动),根据齐次坐标变换关系可以将螺纹孔在相机坐标系下的坐标转换为在机器人世界坐标系下的坐标。
手眼标定时,首先在机器人末端安装尖触头,操作机器人移动使尖触头顶点与工件右上角锥销孔圆心对齐,从而获得工业相机坐标系原点在机器人世界坐标系下的坐标。继续移动机器人,使尖触头原点与工件右上角螺纹孔中心对齐,获得右上角螺纹孔中心在机器人世界坐标系下的坐标。由右上角锥销孔圆心坐标和右上角螺纹孔中心坐标可以求得工件与机器人世界坐标系轴的偏转角。按式(3)所示的坐标变换方法,可得到螺纹孔在机器人世界坐标系下的坐标。
(3)
3.3 图像处理与分析
3.3.1 螺纹孔理论坐标获取
在实验过程中,工件的固定放置,工件和机器人底座之间的相对位置不会改变。机器人安装底座是焊后加工获得,其精度靠加工中心重复定位精度保证,机器人与底座之间有定位销可以保证相对精度,机器人安装和工件安装时都通过水平尺测量调节保证水平。因此通过实际测量工件与底座的位置,通过理论计算可以获得工件在机器人世界坐标系下的坐标,从而可以获得每个螺纹孔在机器人世界坐标系下的理论坐标。
3.3.2 图像处理方法
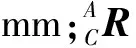
使用VisionMaster算法平台的“圆查找”功能确定工件上锥销孔和螺纹孔的坐标,用像素表示;调用工业相机标定板标定获得的标定文件,再使用“标定转换”功能将锥销孔和螺纹孔的像素坐标转换成物理坐标。
在图像处理过程中,使用“图像增强”功能对拍摄的工件图片进行了预处理,通过锐化和Gamma校正处理使图像的对比度增强,以便于识别螺纹孔特征。在螺纹孔定位时,对螺纹孔的倒角特征进行了识别,并将倒角圆的圆心作为螺纹孔圆心以提高识别、定位精度;通过多次试验确定了“圆查找”时最佳的拟合点数和剔除点数。图像处理程序及处理结果如图6所示。
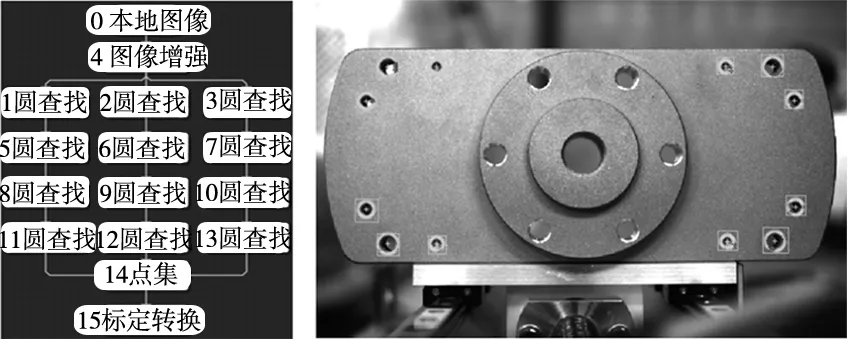
图6 图像处理程序及处理结果
3.3.3 螺纹孔定位误差分析方法
以工件上8个螺纹孔、4个锥销孔经机器视觉识别、定位的圆心与理论坐标圆心的距离和来定量分析螺纹孔定位精度,其距离和计算见式(4)。
(4)
4 实验结果及分析
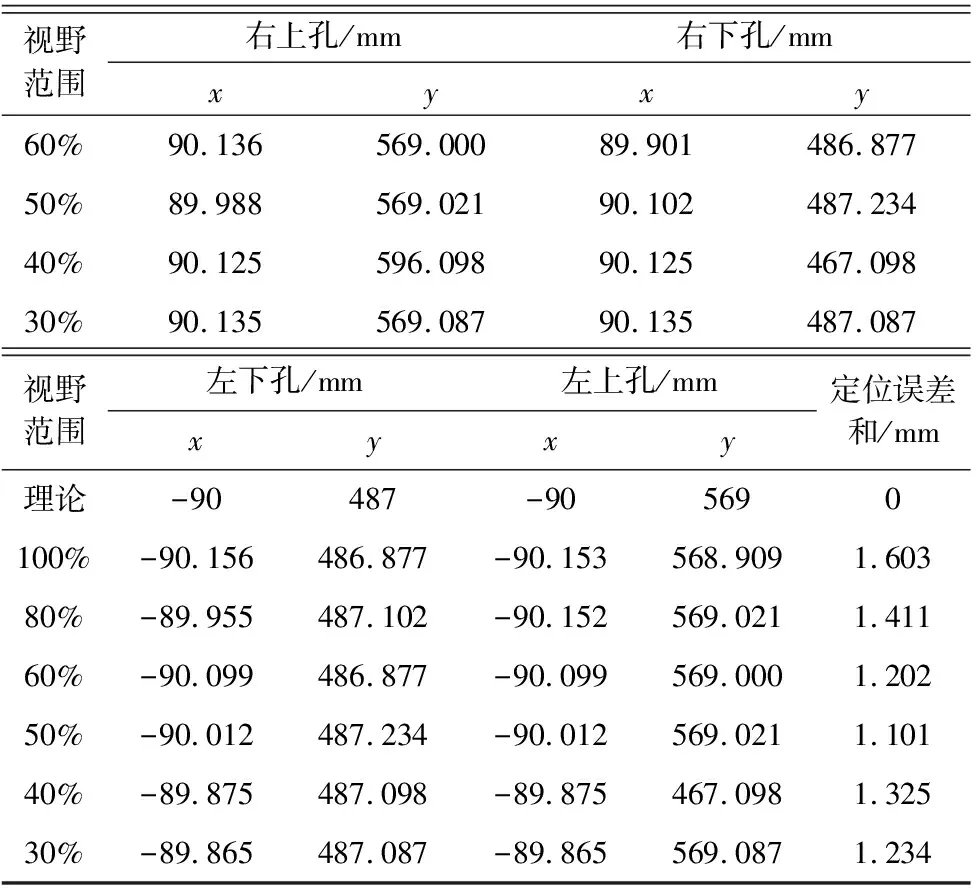
在不同的拍摄距离对工件进行拍摄,分别使工件x方向长度的100%、80%、60%、50%、40%、30%进入工业相机视野,按照上述图像获取与分析方法进行螺纹孔定位精度的分析。为便于分析,用y轴代替机器人世界坐标系的z轴,并使工件表面垂直于机器人世界坐标系y轴。不同拍摄距离下工件4个边缘螺纹孔的物理坐标和12个孔的定位误差和见表1,不同视野螺纹孔和锥销孔的圆心识别结果对比见图7。
表1 螺纹孔定位误差实验结果
续表

图7 不同视野螺纹孔与销锥孔圆心识别效果对比
由实验结果分析可知,在机器视觉进行螺纹孔定位时,拍摄工件全局受工业相机像素、光照、镜头畸变等因素限制,识别定位精度不高,可以通过拍摄局部根据工件理论尺寸推算的方法提高螺纹孔定位精度。通过拍摄工件局部进行识别定位时,随着拍摄视野减小,相机标定、机器人手眼标定精度等因素对定位精度的影响越来越显著,拍摄视野占工件面积50%~60%时定位效果最佳,此时每个像素对应物理尺寸约0.03 mm。
5 结论
通过实验对比分析了采用机器视觉拍摄工件全局、拍摄工件局部两种不同方法获得的螺纹孔定位精度,得出了拍摄视野占工件面积50%~60%时定位效果最佳的实验结果。该实验结果对解决螺栓自动化装配中的螺纹孔视觉识别、定位难题具有现实意义,可为较大尺寸工件的螺纹孔视觉识别、定位提供参考。
猜你喜欢
军事文摘(2023年4期)2023-04-05
汽车维修与保养(2020年11期)2020-06-09
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
测控技术(2018年4期)2018-11-25
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
中国惯性技术学报(2017年1期)2017-06-09
光学精密工程(2016年3期)2016-11-07
中国塑料(2015年9期)2015-10-14
