
多个卷筒保证同步性工艺研究*
2021-07-30 09:37:04岳海豹
机械工程与自动化 2021年4期
岳海豹
(太原重工股份有限公司 技术中心,山西 太原 030024)
0 引言
起重机起升机构中多个卷筒协同工作是其常用结构形式,多个卷筒的上升、下降同步性至关重要。根据减速机形式的不同,常见的多卷筒结构形式有:整体大减速机带两个卷筒形式、独立大减速机带两个卷筒形式、双卷筒双减速机形式、三减速机带两个卷筒形式、双卷筒单减速机形式等。具体采用哪种多卷筒结构形式,可根据厂房结构、起重量、工作级别等因素综合考虑。例如铸造起重机,常采用整体大减速机带两个卷筒结构形式,需保证两个卷筒同步工作,平稳起吊钢水包,若两个卷筒不同步,则可能造成钢水包倾斜甚至钢水包脱钩等问题。因此,保证卷筒同步性至关重要。本文以起重机起升机构采用两个变频电机驱动一个行星减速机,行星齿轮减速机的4个输出轴上各驱动一个单连接法兰卷筒,卷筒与减速机之间采用球铰式卷筒连轴器形式为例,从加工及装配角度出发,对如何保证多个卷筒起升及下降同步性进行工艺研究。
1 起重机起升机构结构形式
本文所介绍的起重机起升机构结构形式采用两个变频电机驱动一个行星减速机,行星齿轮减速机的4个输出轴上各驱动一个单连接法兰卷筒,卷筒与减速机之间采用球铰式卷筒联轴器形式,如图1所示。该起升机构结构形式多用于水电站桥式起重机,如吊运转子及日常检修。以某水电站为例,其一个转子质量达2 000 t,对于起重机的起重量要求特别高,普通的起升机构结构形式无法满足要求。为保证4 个卷筒的同步性,从卷筒的加工及装配角度出发研究多个卷筒同步性的工艺。
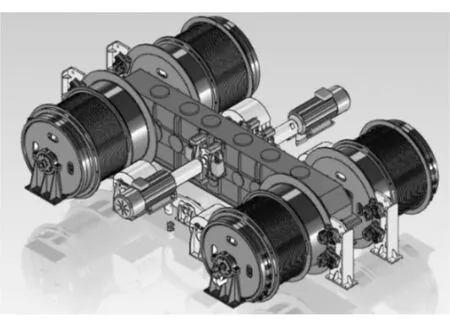
图1 起重机起升机构结构形式
2 卷筒的加工
由于大吨位起重机采用的卷筒尺寸较大,重量较重,因此该类卷筒采用落地卧式车床加工。本文所使用的数控车床型号为CK61315,其最大加工直径为Φ3 150 mm,卡盘直径为Φ2 500 mm,过刀架直径为Φ2 800 mm,顶尖最大承重为40 t。
单连接法兰卷筒一端为卷筒轴,在其上安装的轴承及其配套零部件用于支撑卷筒旋转;另一端为连接法兰,其上安装的卷筒联轴器与减速机相连,用于提供卷筒旋转动力。对于多个卷筒结构形式,除了自身要保证加工图纸要求外,还需保证每个卷筒加工尺寸相对位置一致。卷筒的加工工序如下:
2.1 卷筒划线并镗中心孔
将卷筒毛坯依次平放于划线平台的等高托辊上,在卷筒两端划出卷筒中心十字线。检查各卷筒毛坯余量及卷筒两端法兰外端面距离,必须满足图纸尺寸要求。划出卷筒轴头中心孔加工线,上镗床平卷筒轴端面,并打轴端中心孔,保证中心孔粗糙度为Ra6.3。
2.2 卷筒车削
(1)夹卷筒法兰端,顶轴头中心孔,校正,夹紧,检查毛坯余量,筒体两端车架位处粗糙度为Ra6。
(2)校正托辊,工件调头,校正,夹紧,检查卷筒两端法兰外端面距离保证图纸尺寸要求,按图纸车卷筒法兰内孔、外圆、端面至图要求,并车卷筒法兰背面,保证法兰厚度,见平即可。
(3)车卷筒法兰内孔。
(4)工件再次调头,顶轴头中心孔,校正,夹紧,粗、精车卷筒外圆至图纸要求。这里需特别注意:4个卷筒绳槽底径差≤0.1 mm,即4个卷筒绳槽底径尺寸要一致。卷筒绳槽的加工通过数控程序模拟无误后再进行粗、精车工序,保证卷筒绳槽满足图纸要求。
(5)临床划线。划出卷筒绳槽起止端位置线,并将此线引划到卷筒连接盘侧面及端面,以供加工方形槽时作为参考。
2.3 划卷筒法兰端方形槽加工线
划出卷筒中心十字线,引划水平腰线。根据2.2节中临床划出的卷筒绳槽起止线,划出安装卷筒联轴器方形槽加工线。特别注意:4个卷筒上的方形槽相对位置必须完全一致。
2.4 镗削方形槽
将卷筒放置于镗床工作台上,按已加工卷筒外圆及端面找正、卡紧;镗卷筒联轴器方形槽至图纸要求,必须保证4个卷筒上方形槽与绳槽起止的相对位置一致。
2.5 划卷筒钢丝绳压板孔加工线
根据卷筒钢丝绳起止线划出钢丝绳压板孔加工线,保证4个卷筒钢丝绳压板孔一致。
2.6 钻卷筒钢丝绳压板孔
钻出卷筒钢丝绳压板孔,上钢丝绳压板,试穿钢丝绳。
3 多卷筒形式装配
在安装卷筒前,需先将卷筒联轴器安装于行星减速机上,且必须保证4个卷筒联轴器安装方向一致。在安装卷筒时,4个卷筒绳槽起止线方向也应一致,保证4个卷筒同步上升或下降转动。
在安装钢丝绳时,应保证4条钢丝绳安装接头一致,同时钢丝绳总长也应一致。
4 结语
多卷筒形式作为大吨位起重机的常用结构,具有起重量大、安全系数高、结构紧凑等优势。但该结构对卷筒上升及下降同步性要求高,加工、装配制造难度大。本文从卷筒加工、装配角度入手,研究了多个卷筒同步性的工艺,较好地解决了多卷筒形式同步性问题。
猜你喜欢
山东冶金(2022年1期)2022-04-19 13:40:50
廊坊师范学院学报(自然科学版)(2021年2期)2021-09-10 23:36:42
重型机械(2020年2期)2020-07-24 08:16:20
电子测试(2018年6期)2018-05-09 07:31:50
山东工业技术(2016年15期)2016-12-01 05:31:50
设备管理与维修(2016年7期)2016-04-09 03:17:19
广东第二课堂·小学(2015年11期)2015-11-30 21:57:32
上海管理科学(2015年6期)2015-07-31 18:08:35
筑路机械与施工机械化(2015年11期)2015-07-01 16:28:46
电测与仪表(2015年15期)2015-04-12 00:43:50
