玻璃珠供料装置“存储打印故障”的分析及处理
2021-07-28 11:20张伟超王琪齐乃辉许文飞
科技资讯 2021年8期
张伟超 王琪 齐乃辉 许文飞
DOI:10.16661/j.cnki.1672-3791.2103-5042-2388
摘 要:玻璃珠供料装置作为高放废液玻璃固化工程的核心设备之一,在调试过程中报“存储打印故障”,自动流程中止,且无法按照《设备维修手册》进行复位,影响工艺系统稳定运行。通过对用户程序逻辑、通信组态及连接、硬件模块等方面的逐步排查分析,确定该故障与用户程序逻辑不严谨有关。为保证玻璃珠供料装置的连续可靠运行,可通过屏蔽打印功能、在线监视程序并手动复位相关变量或修改用户程序进行自动复位3个角度解决问题。该文可为采用西门子S7-300通过CP340模块实现外围设备串行通信的控制系统的故障排查及处理提供一些参考。
关键词:玻璃珠供料装置 CP340 S7-300 故障分析处理
中图分类号:TM62 文献标识码:A文章编号:1672-3791(2021)03(b)-0053-03
Analysis and Solution for "Storage Print Failure" of Glass Bead Feeding Device
ZHANG Weichao WANG Qi QI Naihui XU Wenfei
(East China Branch of China Nuclear Power Engineering Co., Ltd., Jiaxing, Zhejiang Province, 314300 China)
Abstract: As one of the core equipment of high level liquid waste (HLW) glass solidification project, the glass bead feeding device reported "storage and printing failure" during commissioning, which automatically stopped the process and could not be reset according to the equipment maintenance manual, which affected the stable operation of the process system. Through the gradual investigation and analysis of user program logic, communication configuration and connection, hardware module and other aspects, it is determined that the fault is related to the user program logic is not rigorous. In order to ensure the continuous and reliable operation of the glass bead feeding device, the problems can be solved by shielding the printing function, on-line monitoring program and manually reset the relevant variables or modifying the user program for automatic reset. This paper can provide some reference for the troubleshooting and treatment of the control system which uses Siemens S7-300 to realize serial communication of peripheral equipment through CP340 module.
Key Words: Glass bead feeding device; CP340; S7-300; Fault analysis and treatment
玻璃珠供料裝置(下文简称供料装置)是陶瓷电熔炉玻璃固化技术路线的核心设备之一,通过有序控制整套装置中的称重单元、气动阀门、锁室等相关设备,可实现对玻璃珠的称重及下料量的精准控制,配合一定比例的废液加入到熔炉,得到合格的熔融玻璃体。供料装置自动运行时在下料完成后即进行下个批次的备料工作。在完成称重备料后,控制系统将玻璃珠已下料总量、当前称重量、当前批次、当前时间和日期等重要数据发送到热敏打印机进行就地打印。
1 故障现象
根据值班人员反馈,在熔炉正常运行时,巡检发现供料装置就地热敏打印机缺纸报错,但供料装置仍能正常工作。在授权进行热敏打印机卷纸更换后,按照《设备维护手册》进行故障确认并执行相应复位操作。重新启动玻璃珠备料程序,在称重完成时,供料装置立即报错,弹出“存储打印故障”消息,供料装置自动流程中止。多次执行维护手册中的复位操作甚至将供料装置断、复电都无法消除该故障。由于无法继续精准控制玻璃珠的下料量,整个玻璃固化工艺被迫由运行转入空载[1-2]。
2 排查分析
供料装置的控制系统采用西门子S7-300系列,通过CP340模块实现CPU和热敏打印机之间的通信。
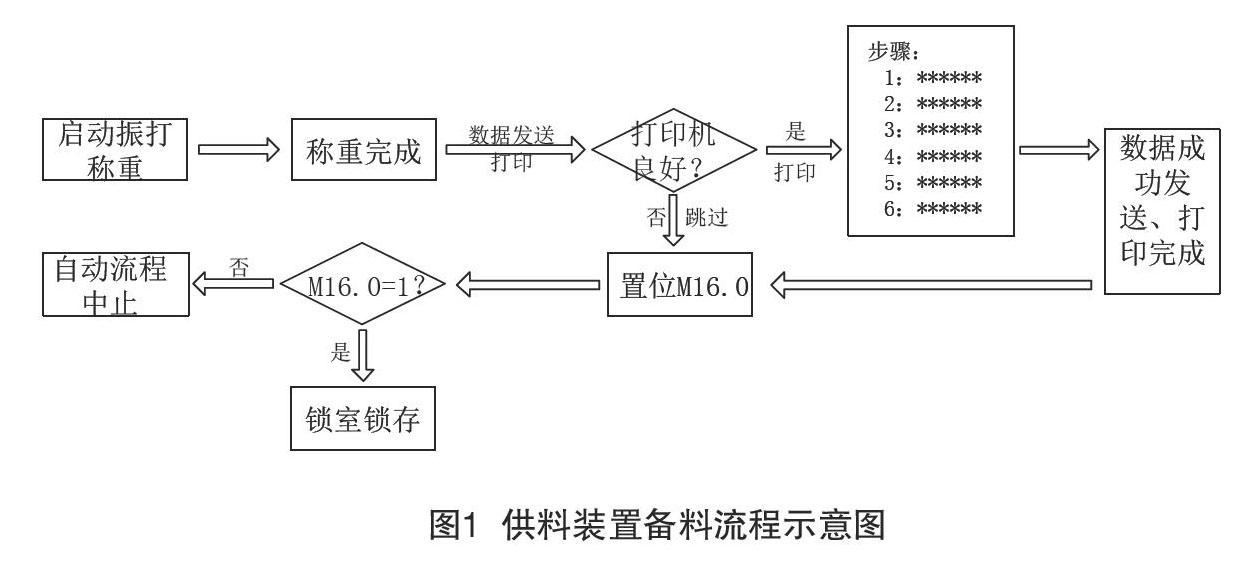
从CPU中上载用户程序在线监视,定位“存储打印故障”的变量点为M16.0,由逻辑确认,在备料称重完成后的10 s内该点未正确置位,触发该故障,进而导致供料装置因自动流程条件不再满足而中止,备料流程示意如图1所示。
导致备料流程称重完成后10 s超时故障存在3种情况:(1)用户程序无法将6步运行数据顺利写入到通信参数块;(2)CP340无法将参数块内运行数据顺利发送给打印机;(3)CP340和打印机存在硬件故障。
2.1 数据通过用户程序写到参数块排查
2.1.1 现象一:打印机缺纸时仍正常供料
打印机带有继电器输出端口,在当缺纸、无纸或前面板打开时,常开触点导通,执行跳出数据存储打印逻辑并置位M16.0。由此可知,打印机缺纸直至打开前面板更换卷纸期间,故障状态得到保持,不影响M16.0的10 s内置位要求,供料装置不会停止自动流程,区别正常自动流程的是就地打印机不再逐批次地打印运行数据。与故障现象描述一致。
2.1.2 现象二:在更换卷纸后的第一个备料批次称重完成时报错停运
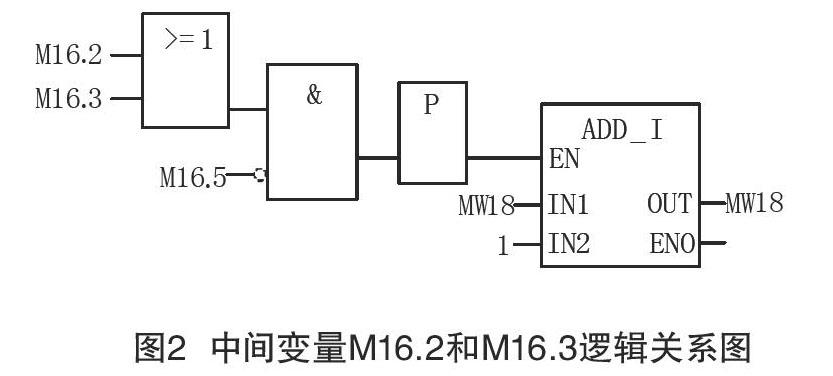
根据用户程序,称重完成瞬间触发M16.2为1。计数值MW18在M16.2为1、M16.3为1、M16.5为0的条件下,无法执行步骤计数MW18加1算法,如图2所示。主程序OB1循环扫描并刷新,对应存储打印功能的定时器继续执行10 s定时,未刷新出M16.0的置位状态,进而触发“自动流程条件”M16.6的复位逻辑,供料装置停止运行。
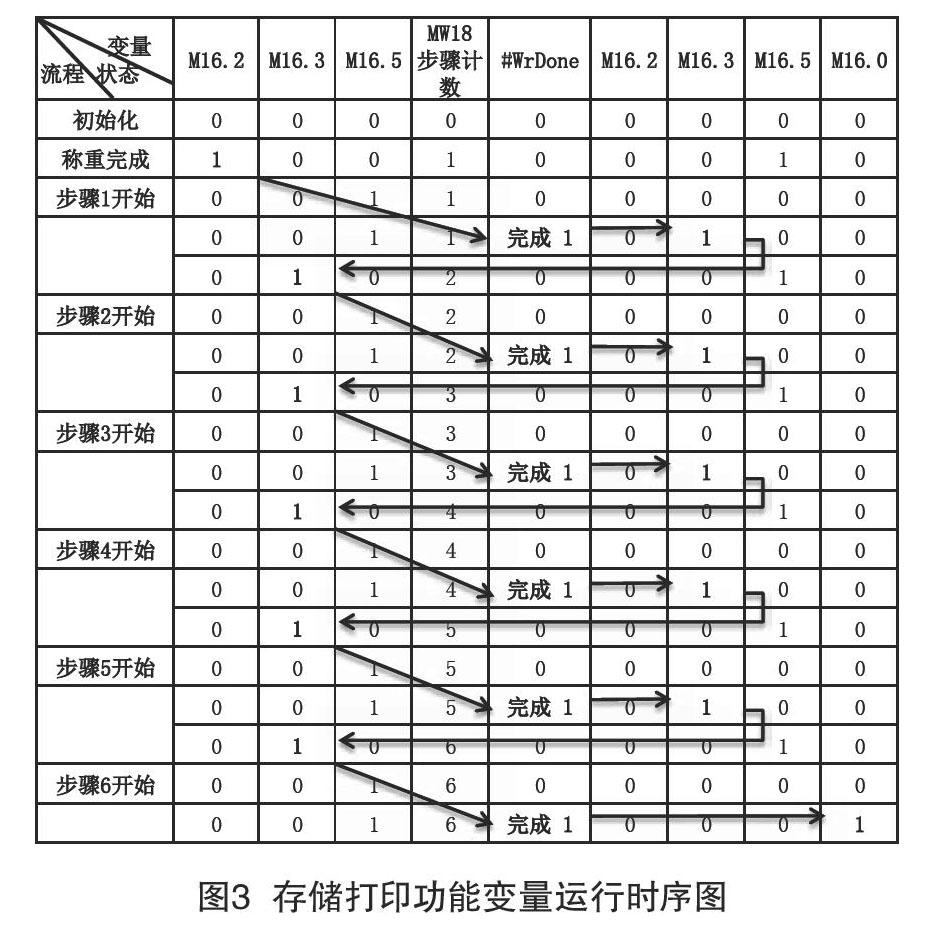
另外,变量M16.2和M16.3处于CPU组态的断电保持区,无法通过断、复电进行复位,用户程序陷入逻辑死循环,运行数据无法写给通讯参数块。与故障现象描述一致。供料装置“存储打印故障”与用户程序逻辑不严谨有关。分析用户程序,变量的运行时序如图3所示。
2.2 CP340到打印机的存储数据发送排查
组态CP340模块为ASCII协议驱动,通信速率为9 600 bps,8个数据位,1个停止位,选用“字符时间延迟结束”的接收结束方式,延迟时间默认4 ms,无数据流控制。组态未设置缓冲区大小,为保证数据完整交换,发送到打印机的6个循环数据,需要设置适当的发送间隔。根据“发送间隔>[(起始位+数据位+停止位+校验位)/传输速率]×1000×字节数+延迟时间”的设置规则,以最大的48 Byte的数据量计算最小时间间隔为54 ms,而在控制系统逻辑程序中设置的启动发送间隔为500 ms,满足数据交换的时间要求[3-4]。
热敏打印机被集成到控制系统机柜上,采用RS-232C串行通信协议,通信电缆为9针D型插头连接,采用的是最简单的收、发和接地的三针脚连接方式。
经分析确认通信模块与通信电缆组态、连接正常,存储到通信参数块内的数据可以正常发送到打印机,与“存储打印故障”无关。
2.3 CP340与打印机硬件排查
在线对CP340模块硬件诊断,模块工作正常。为确认该模块良好,将相邻、型号一致且用于其他设备通信的CP340进行交叉验证。更换后,其他设备数据能够正常与CPU交换。手动测试热敏打印机,打印动作正常[5]。
3 处理方法
针对上述排查与分析可知,若弃用打印功能,则可通过修改硬接线强制I0.0为1实现供料装置的自动流程不被影响;若保留打印功能,可确定2个处理方法:(1)在线监视用户程序,并手动复位相关变量状态;(2)增加用戶程序段进行故障后的自动复位。
3.1 在线监视、复位相关变量点
若供料装置出现故障,且无法通过《设备维护手册》的复位操作恢复时,可将编程设备在线连接CPU,在线监视用户程序,并手动复位错误置位的中间变量M16.2和M16.3,再次执行《设备维护手册》的复位操作,供料装置可恢复正常运行[6]。
3.2 修改用户程序进行故障自动复位
修改用户程序,可使供料装置在出现“存储打印故障”时,自动复位。当打印机无故障,称重完成且10 s内未完成数据的存储打印,将触发①号逻辑,无论当前故障出现在数据存储步骤1到5中的哪一步,都能够将M16.3、M16.5和MW18的值进行复位;当打印机缺纸报错,且更换卷纸完毕,I0.0的下降沿逻辑触发,执行②号逻辑,将M16.3、M16.5和MW18的值进行复位,如图4所示,供料装置可恢复自动流程。
4 结语
通过对供料装置的用户程序、通信组态及连接、硬件模块等方面的排查分析,确定了“存储打印故障”与用户程序逻辑不严谨有关。为解决该问题,可通过在线监视程序并手动复位变量、修改用户程序进行自动复位或屏蔽打印功能等角度进行处理,保证供料装置连续可靠的运行。该文可对采用西门子S7-300通过CP340模块实现外围设备串行通信的控制系统的故障排查及处理提供一些参考。
参考文献
[1] 杨宇,段有艳,王旭,等.基于S7-PLCSIM的S7-1200PLC仿真调试方法探析[J].昆明冶金高等专科学校学报,2019,35(5):64-67.
[2] 杨浩,张兵.西门子S7-1200portal软件与S7-PLCSIM仿真软件联合应用研究[J].黑龙江科学,2020,11(24):33-35.
[3] 刘明泽,吴何畏,周靖航,等.基于S7-1200PLC的电梯群控系统的设计与仿真[J].工业控制计算机,2019,32(3):129-130,132.
[4] 张伟,周鹏飞.基于S7-300PLC和WinCC组态软件的自动打料控制系统设计[J].工业仪表与自动化装置,2020(3):99-102.
[5] 廖斌,杨书仪.基于PLC与组态软件的水泥生产线控制系统设计[J].科技创新导报,2020,17(9):92-93,95.
[6] 杨玉清.基于组态软件的DMF回收智能控制系统的应用研究[D].合肥工业大学,2017.
猜你喜欢
科学与财富(2022年6期)2022-07-04
小读者·爱读写(2021年11期)2021-12-05
砖瓦世界·下半月(2020年10期)2020-10-20
电脑知识与技术(2018年8期)2018-05-07
高中生·天天向上(2018年2期)2018-04-14
青年时代(2017年7期)2017-03-28
吉林农业·下半月(2016年6期)2016-10-21
小学生时代·综合版(2016年7期)2016-05-14
中学生物学(2015年6期)2015-09-10
吉林农业·下半月(2015年4期)2015-05-04