酿酒生产摊晾控温装备的研究
2021-07-28 14:45郑昌宁张宿义黄治国聂增远岳良浩
酿酒科技 2021年6期
郑昌宁,张宿义,,黄治国,聂增远,岳良浩,秦 辉
(1.四川轻化工大学生物工程学院,四川宜宾 644000;2.泸州老窖股份有限公司,四川泸州 646000)
当今白酒行业各方面都发展非常迅速,自动化生产发展程度更是日新月异,传统生产操作已无法满足市场需求,尤其是对生产安全和食品安全要求越来越高的今天,采用高新技术和传统技术相结合的新型白酒生产模式,已是大势所趋。近年来,白酒生产逐步向机械化、智能化、信息化的方向发展,酿酒生产自动化程度相对有很大提高。
摊晾技术是白酒酿制工艺中的重要工艺环节之一,摊晾工艺主要是为了使出甑高温酒糟(85~95 ℃)降至适宜入窖发酵的温度(18~22 ℃)[2]。现各大小酒厂都基本引入摊晾加曲设备以提高摊晾效率,降低劳动力成本。摊晾设备大多由筛孔摊晾链板、轴流风机、翻糟齿、加曲机、传感器等组成,正是因其制作工艺简单、设备成本低、使用方法简单,所以被广泛运用于酿酒摊晾工艺。但是正是这些因素使得摊晾机技术发展停滞不前,也造成摊晾出的糟醅出现诸多问题,例如打散不均匀、摊晾酒糟收温不均匀、下曲不均匀、易感染杂菌和设备难以清洗等。因此近些年业内又掀起了摊晾机升级更新的风暴,摊晾机的功能完善和智能化成为其发展的必然趋势[3]。
在现有摊晾设备的原理基础上,结合生产工艺设计一款能够自动同时完成摊晾、加曲、拌和的摊晾设备。本设计采用带有内螺旋叶片的圆筒式摊晾设备,工作时酒糟颗粒由于受到与筒体摩擦力、自身重力和螺旋叶片的推力的影响,使得输送物料不与螺旋叶片一起旋转,在螺旋叶片的推进下,物料沿螺旋轴轴向进行输送。在输送的过程中,往布满孔洞的筒体注入气流以降低酒糟温度,实现糟醅冷却。在筒体尾部安装有加曲、拌和结构,自动完成摊晾、加曲、拌和过程。尽可能使糟醅冷却均匀,保证糟醅入窖的温度、酸度、水分含量、淀粉含量均满足泸型酒生产工艺要求。提高摊晾效率,降低劳动成本,节约能源,提高资源综合利用,实现节能降耗、清洁生产。
1 摊晾控温装备结构的构成
摊晾控温装备装配图见图1—图2,包括输送系统、冷却系统,支撑系统,整个设备均使用SUS304食品级不锈钢制作。

图1 摊晾控温装备装配图前视图

图2 摊晾控温装备装配图后视图
输送系统由螺带、筛孔滚筒、驱动电机、减速箱、传动杆、齿轮、进糟口、出糟口等组成,用于连续输送糟醅。筛孔滚筒、螺带和从动齿轮三者固定,从动齿轮与传动齿轮啮合,传动电机的高转速通过减速箱减为适合的转速,带动从动齿轮旋转,使得筛孔滚筒和螺带旋转,糟醅在螺带旋转推力、重力、摩擦力的合力作用下做翻转平移运动。冷却系统由离心风机、轴流风机、筛孔滚筒、风罩、入风道等组成,用于连续冷却糟醅。糟醅做翻转平移运动时,离心风机鼓入室温空气,空气通过糟醅内部,带走多余热量并形成水蒸气,同时轴流风机吸出水蒸气。支撑系统由滑轨、端盖、密封圈、支撑套、座架、固定板、轴承、支撑板、滑轮、支架等组成。四对滑轮用以限制筛孔滚筒自由度,让其只能做旋转运动。支撑板用以固定风罩。侧面风罩可以打开,方便对内部进行清理。
2 糟醅物理性质的测定
明确出甑糟醅的物理性质,是设计摊晾设备的基础[4],需要测定出甑糟醅的水分含量、疏松糟醅密度(后续称为糟醅密度)、糟醅真实密度、堆积角、甑糟比热容。
2.1 实验材料
样品:糟醅,取自泸州老窖股份有限公司黄舣酿酒生态园出甑糟醅和摊晾完成但还未加曲的糟醅。
2.2 仪器设备
量筒,称量瓶,0.1 mg 电子天平,电热干燥箱,干燥器(变色硅胶做干燥剂),烧杯,漏斗,纱布,正方体木盒(容积为1000 mL,无上底),圆筒容器(直径100 mm,长度200 mm,无上下底)。
2.3 实验方法
糟醅密封保存,测量时不能对其有挤压或者疏松,保持糟醅原有物理形态。每组实验重复做3次,取平均值。
2.3.1 糟醅水分含量的测量
摊晾前糟醅水分含量(Hh2o)的测量方法:称量质量为m1的糟醅放入称量瓶中,将称量瓶置于100~105 ℃恒温干燥箱烘干2 h(烘干时打开称量瓶盖),取出称量瓶并盖上,放入干燥器内冷却至室温,再烘1 h,冷却称重,至恒重为止[2],称量干燥后糟醅质量m2。用同样的方法测量摊晾后加曲前糟醅水分含量(Hh2o),如公式1:
由实验得:出甑后摊晾前糟醅含水量Hh2o=58.26%,摊晾完成但还未加曲的糟醅含水量hh2o=56.32%。
2.3.2 糟醅松散密度的测量
糟醅密度(ρ)的测量方法:称量正方形木盒质量为m,将糟醅轻轻放满到木盒中,装满但不冒尖,称量木盒和糟醅总质量为m3,糟醅密度ρ如公式2:

由实验得:出甑后摊晾前糟醅密度ρ=0.498 g/mL=498kg/m³。
2.3.3 糟醅真实密度的测量
真实密度(ρt)的测量方法:将一定量的乙醇加入1000 mL 量筒中(体积v1),称量(质量m4)适量糟醅放入装有乙醇的量筒内,糟醅完全浸入乙醇,立刻读取总体积v2,糟醅真实密度ρt公式如3:

由实验得:糟醅真实密度ρt=1.076 g/mL=1076 kg/m3。
2.3.4 糟醅堆积角的测量
堆积角:物料自然堆积时料堆的坡度,即料堆与水平面的夹角。
堆积角(α)的测量方法:将糟醅放入圆筒容器中,慢慢提升圆筒直至糟醅完全滑出,糟醅会在平面上形成一个锥体,测量锥体高度和直径即可求得糟醅堆积角,计算如公式4。
式中:h——锥体高度;d——锥体直径。
有研究者[5]曾用此方法测量过松树种子堆积角。
由实验可得:出甑糟醅堆积角α=43.4°。
2.3.5 糟醅比热容的测量
泸型酒糟醅的主要原料有糠壳、高粱、水,分别测量各物质的含量,可以间接计算出糟醅比热容[6]。
糟醅比热容(C)测量方法:已知糟醅水分含量。糠壳干重测量方式:称量质量为m5的糟醅,用高于85 ℃的水对酒糟进行多次清洗、纱布过滤,对过滤后的残渣进行初步烘干,之后筛选出残渣里的糠壳再次烘干至恒重,称量糠壳质量为m6,糠壳含量H如公式5:
由实验可得:出甑糟糠壳含量H=11.40%
综上所述,糟醅中高粱含量H1如公式6:

得:高粱含量H1=30.34%。
混合物质比热容计算,公式如7:

式中:C混——混合物比热容;mi——不同组分的含量;ci——不同组分的比热容。
曾有学者测定过糠壳和高粱比热容[7],如表1。
表1 水、高粱、糠壳比热容
根据公式7计算糟醅比热容C:

得:C=3.032 kJ/kg·℃。
3 设计计算
3.1 输送系统的设计计算
此摊晾设备输送结构不同于螺旋输送机。螺旋输送机工作原理:当螺旋轴转动时,由于物料的重力及其与筒体壁所产生的摩擦力,使物料只能在叶片的推送下沿着输送机的槽底向前移动,物料在中间轴向运移,则是依靠后面前进着的物料的推力,所以,物料在输送机中的运送,完全是一种滑移运动[8]。用螺旋输送机对糟醅进行输送,会对酒糟产生挤压,使得糟醅物性发生变化,导致不良影响。故此次设计采用筒体加螺带结构作为输送,这种结构的优点在于,既能满足生产所需的输送量,又不会对糟醅产生挤压。筒体旋转时,固定在筒体上的螺带跟着一并旋转,酒糟沿叶片的螺旋方向运动,在不断的提升和翻动过程中,糟醅既做旋转运动又做上下运动,从而使得糟醅均匀搅拌,糟醅冷却也会更加均匀。为匹配生产节拍,设计糟醅输送量Q=8 m³/h。
3.1.1 筛孔滚筒及螺带尺寸的设计
筛孔滚筒尺寸主要考虑直径和长度,根据糟醅在滚筒内的运动情况确定有效摊晾面积,摊晾面积越大,产出较高,摊晾面积减小,窖池产出也随之减少[9]。螺带主要确定步距S 和螺带高度H。为了确定糟醅的运动情况,制作了一个滚筒螺带模型,直径D=0.8 m,长度L=1.2 m,螺带步距S=0.28 m,螺带高度H=0.2 m,经试验得,此模型输送糟醅,糟醅运动堆积形态如图3所示。
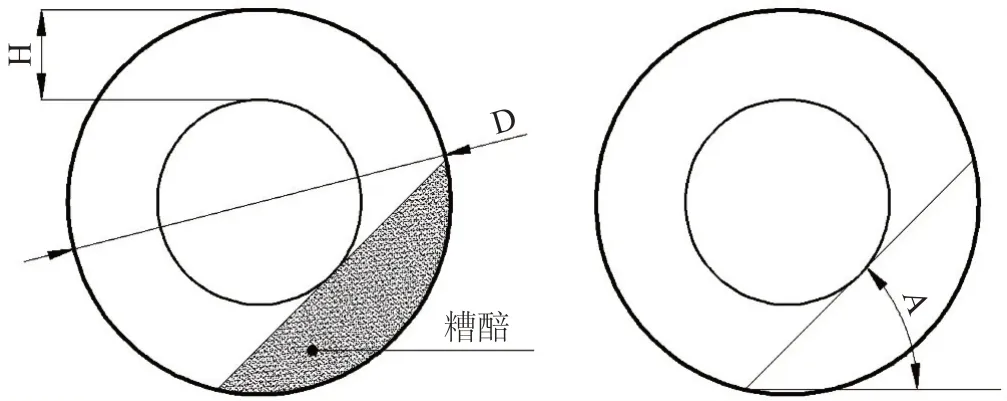
图3 糟醅运动堆积形态图
由此实验可得,糟醅有效摊晾面积与旋转一圈可以输送糟醅和滚筒直径、螺带高度有关,也和糟醅的堆积角度有关,当∠A 超过糟醅最大堆积角度α,以糟醅堆积角度计算。糟醅在滚筒内做提升运动时,糟醅与水平夹角会逐渐变大,当达到最大堆积角且继续运动,糟醅会出现崩塌从而做翻转运动。如果螺带高度过低,糟醅会从一个步距跨越到另外一个步距,从而影响输送效果,故为了达到理想的输送效果,应当∠A≥堆积角度α。
为了和泸州某酒厂自动化生产线摊晾场地相匹配,筛孔滚筒直径取D=1.5 m、长度L=5.5 m。
(1)步距的确定:

式中:k1——螺旋螺距与直径的比例系数,与物料的性质有关,物料摩擦系数越高,k1取值越小,此结构一般S≤0.5D。曾有学者利用运动仿真分析可得[10]:经优化后的螺旋输送机螺距明显减小,机械效率也有了较大幅度的提升,此时k1=0.33。
经公式8计算得:S=0.495 m,取整S=0.5 m。
(2)螺带高度的确定:
螺带高度是影响单位时间糟醅输送量的一个重要参数,但是又受到糟醅堆积角的制约,为了达到理想输送量又不能浪费材料,则需要知道糟醅在筒体内部的最适填充系数φ。糟醅物性:黏性,属于含糖、淀粉质的团,故填充系数φ取值0.125~0.20 之间。考虑到糟醅不易结块,松散度较高,填充系数φ取值0.17。结合图3 糟醅运动堆积形态图计算出螺带高度H=35 cm。
3.1.2 筛孔滚筒转速的确定
筛孔滚筒转速直接影响其输送率,每旋转一圈,糟醅就前进一个步距。设计输送量为8 m³/h,此时糟醅应全部脱离筛孔滚筒,所以,1 h 内,糟醅不仅要进入滚筒内部,并且还需全部输送出来。螺旋输送能力和很多因素相关[11],如螺旋直径、螺带步距、转速等,可按照公式9进行计算。

式中:Q——输送量(m³/h);D——螺旋筒内直径(m),取1.5 m;S——螺带步距(m);n——转速(r/min);φ——填充系数,取0.2;c——倾斜输送系数,见表2。
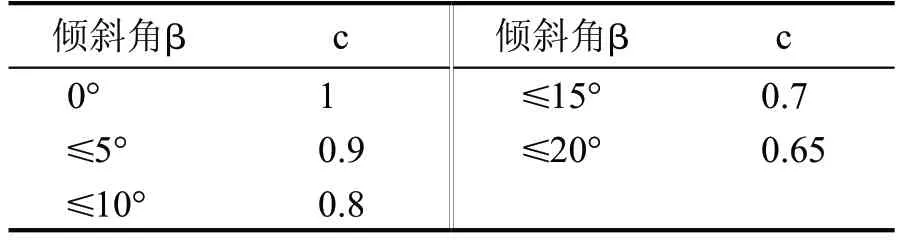
表2 螺旋输送机倾斜校正系数c
摊晾机水平放置,故倾斜输送系数取1。
由公式9计算得:筛孔滚筒转速n=0.89 r/min。
3.2 冷却系统的设计
摊晾是利用空气与糟醅之间进行热量交换,排出高温蒸汽,使得糟醅快速降温以满足入窖温度。摊晾又分为自然风冷和强迫风冷,此摊晾过程属于强迫风冷[12]。离心风机通入空气,将糟醅多余热量带走。
3.2.1 糟醅总散热量
摊晾1 h,糟醅温度由92 ℃降低到22 ℃释放的热量,按照热力学方程10计算:

式中:Q——糟醅释放的总热量(kJ);c——糟醅平均比热容[kj/(kg·℃)];ρ——糟醅密度(kg/m³);V——摊晾1 h糟醅体积(m³);△t——摊晾前后温差(℃)。
由公式10计算得:Q=845564.16 kJ。
3.2.2 糟醅在摊晾过程中水分散失带走的热量计算
糟醅在摊晾过程中,随着空气的通入,糟醅中的部分水分会跟随空气挥发,形成明显的水蒸气,水从液态变为气态,会带走一部分热量Q1,这部分热量可以根据糟醅摊晾前后含水量的变化结合挥发1 kg水需要的热量c1计算得出,计算公式如11:

式中:Q1——糟醅中水分散失带走的热量(kJ);c1——低于100 ℃时挥发1 kg水需要的热量(2.267 kJ);Hh2o——摊晾前糟醅含水量(%);hh2o——摊晾后糟醅含水量(%);ρ——糟醅密度(kg/m3);V——摊晾1 h糟醅体积(8 m³)。
由公式11计算得:Q1=175.22 kJ。
此部分热量约占摊晾全过程糟醅散发热量的0.02%,摊晾1 h水分散失约有77 kg。
3.2.3 摊晾设备所需风量计算
糟醅摊晾过程是利用室温空气通过糟醅内部进行降温,空气温度在一段时间内可以看作恒定不变,糟醅温度由高到低变化[13]。空气与糟醅换热效率受较多因素影响,如糟醅温度、空气温度、空气流量等,换热效率直接影响传热系数,导致传热系数K 一直变化,利用热交换器的热计算基本方程式:Q=K△tmF 难以计算。故此次计算采用“比热法”进行计算。
在已知糟醅总发热量(Q=845564.16 kJ)的情况下,假设发热量全部由空气带走,计算公式如12:
式中:q——冷却空气流量(m3);Q——物体发热量(kJ);ρp——空气密度(1.29 kg/m³);cp——空气定压比热容[1.003 kJ/kg·℃];△T——空气的平均温升(℃)。
空气平均温升(△T)的计算是参考现有链板式摊晾机出风口风温,经计算△T约为20 ℃。
由公式12计算得:摊晾1 h所需风量q=32676 m3。
3.2.4 风机的选型
风机是组成摊晾设备必不可少的设备,用于糟醅摊晾的风机主要有离心风机和轴流风机两种。离心风机的特点:风量相对较小、全压大、噪音大、能耗高;轴流风机的特点:风量相对较大,全压小,噪音小。风机的选择,考虑因素主要有风量和风压。两款风机均能满足合适的风量,但由于筛孔滚筒内部糟醅较厚,轴流风机风压较小,糟醅可能“吹不透”导致冷却效果不佳,故此设计采用离心风机作为冷却风机,离心风机参数如表3。

表3 离心风机参数
风机参数在使用中存在误差,利用风速测量仪(AS-H3)、直尺便能测量此风机的实际使用风量。测量风机出风口风速vt(m/s)和出风口面积st(m3),计算实际风量qt(m3/h)如公式13:

由实验得,风机实际风量qt=(6700~7100)m3/h。
五台离心风机总风量q总=(33500~35500)m3/h,满足此摊晾设备对风量的要求。摊晾设备顶部两台离心风机的总风量略大于q总即可。
4 总结
糟醅摊晾是白酒生产工序中的关键工序,是控制粮糟入窖水分和温度的重要操作步骤。由传统的石晾堂、摊晾床发展到现代的自动化晾糟机,可谓是发展迅速,但也存在诸多问题。如漏料、不易清洗和能源浪费等。此次研究将螺旋输送和风冷结合,也是两个学科的结合。能在连续性生产的同时通过冷凝设备对摊晾时产生的水蒸气进行回收利用,为摊晾设备的发展提供了一个设计方向。随着科技的进步,会有更多的学科与白酒生产行业进行融合,逐步取代传统酿酒生产模式,向机械化、自动能、智能化、信息化发展,定会有更多更先进更完善的机械设备应用到酿酒生产中。
猜你喜欢
西安工程大学学报(2022年4期)2022-08-27
汽车实用技术(2022年12期)2022-07-05
科学与生活(2021年4期)2021-11-10
电力与能源(2021年4期)2021-09-07
幼儿教育·父母孩子版(2021年6期)2021-08-05
福建基础教育研究(2019年8期)2019-05-28
幼儿教育·教育教学版(2019年9期)2019-02-02
绿色科技(2018年20期)2018-12-19
中学生数理化·中考版(2016年7期)2016-12-07
印刷技术·数字印艺(2016年8期)2016-05-14