数控镗铣床X轴消隙法
2021-07-24 07:20:30陈宪彬孟天宇
金属加工(冷加工) 2021年7期
陈宪彬,孟天宇
中信重工机械股份有限公司 河南洛阳 471039
1 序言
数控镗铣床机械部分的维修,凡是与常规机床机械部分相同的故障均可采用常规机床机械故障的处理方法。关于进给传动链故障,由于数控机床的传动链大多采用滚动摩擦副,所以这方面的故障大多是由运动品质下降而造成的。如正反向间隙增大,定位精度达不到要求,出现机械爬行现象,以及轴承噪声变大(尤其机械硬碰撞之后易产生)等,这部分维修常与运动副的预紧力、松动环和补偿环节的调整有密切的关联。下面以TK6916/20/26系列数控镗铣床为例,介绍X轴(立柱)消隙法。立柱进给(X轴)传动箱结构如图1所示。
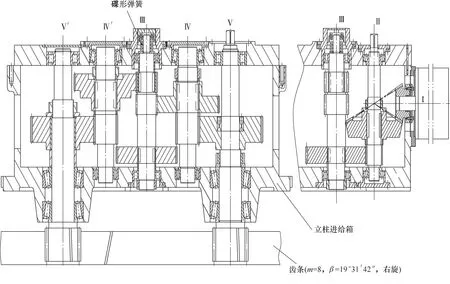
图1 立柱进给传动箱结构
2 正反向间隙检测方法
在机床的工装平台上固定一个方箱,将磁性百分表固定在方箱上,将X轴(立柱)改为半闭环后,开动滑枕伸出500mm后,开动X轴向百分表处移动,待滑枕侧面刚刚与百分表接触时,X轴停止移动。将百分表的表针指向0后,再次向同方向开动X轴至2mm处(机床坐标显示)停止,记录一下百分表的数值(也应该是2mm),将X轴向反方向开回2mm(机床坐标显示),此时百分表的数值就是X轴的正反向间隙。
3 正反向间隙消除方法
将立柱进给(X轴)传动箱(见图1)的盖板打开,去掉Ⅴ轴上的轴承后,用8mm(TK6926镗床10mm)长杆内六角扳手把胀套上15条M10×70mm(TK6926镗床15条M12×100mm)内六角螺栓松掉取出,向下击打下层胀套使其脱开,然后用M6的吊环从Ⅲ轴顶端拧入,向上提Ⅲ轴直至提不动为止,这时用扳手扳住Ⅱ轴做逆时针转动,同时也扳住Ⅴ轴做逆时针转动,使Ⅱ轴逆时针转动至无法再转时,Ⅴ轴也转不动时就可以了。这时可以紧固胀套,胀套分3等份在对应处取点,每点处两条螺栓采用自里向外、对称轮换和逐次拧紧的方法紧固,直至拧不动为止,然后将其余螺栓全部紧固。这时开动机床再测正反向间隙(正反向间隙在0.10mm以内为合格),至此消隙的步骤已经全部完成,再把X轴改成全闭环即可正常使用。
4 结束语
本公司有TK6916、TK6920和TK6926等多台数控镗铣床,在使用一段时间后,均不同程度地出现X轴间隙过大现象。经过该方法消隙处理后,加工的工件在工艺技术和安全上都能得到保证,减少了停机时间,提高了维修效率。