连铸机PLC控制系统的研究
2021-07-24 08:00李磊
中国新技术新产品 2021年8期
李 磊
(邯钢集团邯宝钢铁有限公司炼钢厂,河北 邯郸 056015)
1 连铸机生产的工艺
连铸机的生产过程如下:首先,钢包内部的钢水输送至连铸机的工作台面上,使钢水由水口位置注入中间包。中间包配备塞棒装置,该装置在开启时可以使钢水直接流到结晶器中,事先用锭杆头装置来封闭结晶器的出口,随振动装置进行振动。这时钢水将在结晶器外壳部位发生凝结现象,形成坯壳部分,当坯壳的厚度数值达到一个特定值时,拉坯机装置开始启动且结晶器部分振动;其次,铸坯将从结晶器中被拉出,随后通过夹辊送到弧状的导向轨道内。其间尚未凝固的铸坯在运动的进程中由喷水装置对其实施外部强制冷却。铸坯完全离开弧形部位后,将会使锭杆启动分离操作,此时铸坯几乎达到了完全冷却凝固的状态,通过拉矮机装置把铸坯拉直;再次,铸坯将被传送到水平段位置,经过切割机装置的切成被分成尺寸一定的铸坯小段;最后,通过辊道传送出去。连铸工艺流程图如图1 所示。

图1 连铸工艺流程图
1.1 浇铸流程的准备工作
通常来讲,连铸机工作过程中的钢水是通过转炉传送过来的,钢包内钢水成分的一致性较好,温度、梯度改变不明显,经过重型的传送装置输送到回转操作台上并对其进行称重。随后回转台进行旋转,等到钢包抵达浇铸位置的时候,钢包的防护套管借助机械手臂和滑动的水口实施准确的对接。至此浇铸工序以前的准备工作全部执行完毕,下面即可进一步实施浇铸工序[1]。
1.2 浇铸和结晶的过程
钢包缓慢地滑动,随后水口装置打开,钢水由防护套管灌入中间的罐体。中间罐体内部的钢液面到达某个特定高度时,钢水将会使引流砂被吹开并且流到溢流用的摆槽内部,等摆槽内部的钢水的运动相对稳定以后,现场操作者开启摆槽装置,钢水流进结晶装置。当结晶装置内的钢水的液面达到最大值的15%时,将会启动系统的浇铸工序,此刻其他相关装备,例如拉矫装置、振动设备、二段冷却水阀门装置以及二段冷排风机将自动启动。引锭杆装置会把钢坯导向冷却区域进行二次冷却。
1.3 矫正切割过程
拉矫机装置的主要功能是根据规划设计的相关参数数据将铸坯拉直,在该过程中可以基本消除铸坯中的剩余应力。经过矫直操作的铸坯部件将和引锭杆装置分开,此时引锭杆装置也会被同步收回。因为钢坯部件最前端的部分是不规则的状态,无法满足合铸坯部件对各个尺寸数值的设计要求,所以需要先把该部分切除,才可以根据特定的长度对铸坯部分进行切割,防止造成不必要的浪费。
2 连铸机装置的的PLC 控制系统的规划设计
2.1 连铸机装置的PLC 控制系统框架结构的规划设计
离散型系统是指所有或者关键组成部分具有的变量属于一种离散型的信号模式且系统相关的状态在时间轴的离散位置发生突变现象的一类系统。在相应的离散位置处取值的量也就是对应的离散型信号,一般是与间隔的时段等长的一组数字的序列,例如采样的数据集合。离散型系统的描述需要使用差分方程,离散型系统理论目前普遍应用于脉冲控制、采样数据调控以及数字化自动控制工程等领域。因为该系统的状态分布空间缺少能够进行运算的有效结构,所以很难用常规的微分或者差分形式的方程组的模式进行相关的分析,通常采用计算机模拟仿真的方法开展相应的研究工作。
离散型系统可以分成基础的控制装置、信息通道和接口以及人机交互接口这3 个主要的模块,该系统的特征为运行稳定性好、安全等级高、元件通用性好、控制能力以及管理功能比较强大,可以进行离散形式的控制、操作集中且管理方便。常规的离散型控制装置系统能够分成3 个等级:第1级是指分散的过程类型的控制级;第2 级是指集中操控过程的监控级;第3 级是指综合类型的信息数据管理级。所有的等级间借助网络相互连接,各个级别的内部装置则是通过本级内部的通信网络完成具体的管理工作。典型的离散控制系统结构如图2 所示。
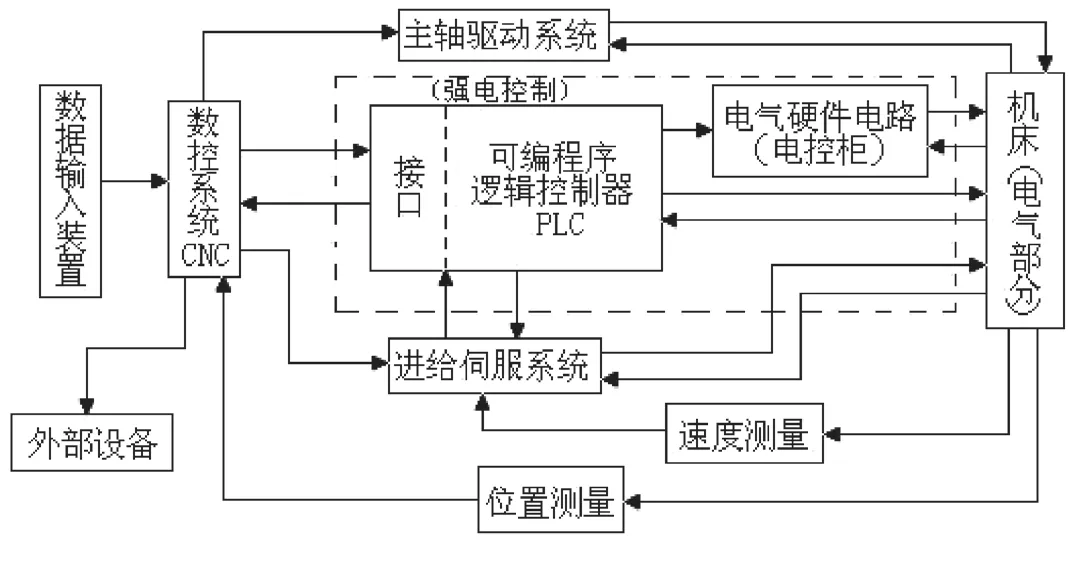
图2 典型离散控制系统的结构图
2.2 PLC 集散形式的控制装置系统的主要特征
分散式控制系统是由PLC(可编程控制器)构成的控制系统。该系统能够实现相关装置的各项功能,还能够协调系统内各个装置之间各项功能的执行过程。
系统中融合了多项新型科技,不仅实现了机电装置的一体化控制功能,而且还实现了一种效率较高、稳定可靠的分布模式的控制过程。
远距离的I/O 通信在该系统内部获得了普遍的应用,为系统的远距离操控以及监控提供了便利,可以用相对低廉的成本实现较高的安全性能。
结晶装置的电磁搅拌、液压装置的振动模式以及钢水液位的监控等功能模块的设计,可以保证连铸机产出的成品的品质,还可以使运行效率获得本质上的提升。
2.3 连铸机装置的PLC 控制系统各项功能的规划设计
一般情况下,连铸机装置的自动控制装置系统应用了大约25 套德国西门子公司出品的PLC 模块、2 台美国惠普公司生产的工作站型专业电脑装置、3 个工程技术人员服务站、6 个车间现场操作平台以及3 级过程的电脑系统。其中工作站使用了双网卡的冗余规划设计模式,系统中的2 台工作站能够随时随地转换成对方的后备工作站,显著提升了控制系统的安全性以及稳定性。系统各个环节的通信过程能够分解成2 个以太网网络,一个是主要负责控制的网络,通常用于控制PLC 模块、工作站以及工程师服务站之间参数数据的通信任务;另一个则是主要负责监控工作的网络,相关主机实现工作站和操作站间数据的共享[2]。
2.4 铸流机工作控制系统设计
2.4.1 铸流机装置的PLC 系统构成及其各项功能
铸流机装置的PLC 系统将1 部S6-400 设备当成PROIBFS DP 系统的网络的主要站点,并且同时作为工业以太网的站点服务器,下方可以悬挂2 个DP 系统从属站点,由于远距离的I/O 端口必须经过长时间的数据移动过程才可以将各类参数信息传送到相关的PLC 模块,因此需要在系统中设计出对应的中转装置环节,保证信号可以在严重衰减前获得适当的增强效应,确保数据信号的传输品质。铸流机装置系统的PLC 的主要工作是从结晶装置开始将方坯传输到辊道的中部。
2.4.2 公共部分PLC 系统构成以及相关的功能
连铸机装置的公共PLC 网络系统的主站是1 部西门子公司出品的S7-400 模块,该模块同时作为工业以太网的站点服务器,主要与另外2 个PROFIBUS DP 附属网络进行通信交流。公共网络的PLC 系统不仅可以完成回转操作台的运动过程、水口的把控、产品重量的检测、中间包的运行以及重量把控等操作,而且还可以完成中间包装置的预热、水口的精准控制、液压装置管理、中间包装置的塞棒以及结晶装置的综合把控等操作,同时还具有拉伸矫正、二段冷却以及辊道的自动润滑等相应的控制能力。
3 连铸机装置PLC 系统控制程序软件的设计
3.1 连铸相关工艺过程的模块系统设计
连铸相关工艺过程的监控图像系统中有1 部连铸机装置的模型,其作用是可以表示车间的五流型连铸机装置,该装置从功能的角度能够分成回转台区域、中间罐体区域、出坯的液压站控制部分以及主机的液压站控制部分等相关功能以及其设置。五流性模块的构造以及应用过程也是这样设置的,图像中显示出来的画面参数信息和现实中的连铸机装置的操作情况保持一致,可以为现场的操作者查找潜在问题、研究问题的解决方案提供准确的数据参考依据,可以最大限度地防止安全生产事故的出现,并且显著提升该装置的生产效率。
3.2 铸流过程的PLC 软件执行框架流程的设计
铸流操作过程的PLC 软件程序需要实现的功能主要包括控制辊道、拉矫装置、挡板、二段冷却水阀、指示灯、结晶装置、铸流参数、起锭杆、调节阀以及收集模拟信息量等。上述功能是应用独立的模块来实现的,借助外部接口由铸流装置的PLC 主程序对其进行调用[3]。
铸流装置的PLC 主程序包括以下10 个内容:1)辊道控制程序可以实现操作台控制权限的分配、停止与启动的转换和操控以及档板的翻转动作等功能。2)火焰切割机控制程序可以实现切割信号的传输、夹紧缸动作控制及电磁阀的启动和关闭。3)拉矫机控制程序可以实现液压阀的控制、拉矫机以及辅助拉矫机的同步操控等。4)翻钢、挡板以及二冷阀控制程序可以实现挡板装置翻钢监测、模式选取、挡板的升降动作控制、二段水冷装置气动阀启动以及关闭控制等。5)指示灯控制程序可以完成对结晶装置振动通电状态、主机液压站状态、引锭杆点进以及点退状态等功能的显示。6)结晶器控制程序可以完成远程遥控引锭工作,点进或者点退动作;还可以完成开浇时的信号监控、拉矫装置的操控及曲线振动控制等操作。7)铸流信息采集程序由公用 PLC 收集全部有关的参数信息。8)引锭杆控制程序可以实现液压站的拉矫控制、拉矫辊运作控制以及引锭杆运动选择等功能。9)模拟量采集程序可以实现结晶装置温度测试、各区域的冷却水流量监测等控制功能。10)各段调节阀控制程序可以实现工艺参数信息的设置与读数、调节阀控制等功能。
3.3 公共系统部分PLC 程序软件流程设计
公共系统部分PLC 系统程序能够实现的功能主要包括对大包回转台、加盖装置运作、结晶装置流量阀、中间罐车行进、冷却水流量、公用信息、模拟量采集、排气用风机的转速以及翻转冷床的动作等功能的操作控制。上述模块均是借助相对独立的子程序来实现的,系统对外部提供了程序数据的接口,可以通过公共的PLC 主程序进行调用。公共系统部分PLC 主程序框如图3 所示。

图3 公用系统部分PLC 主程序框图
公用系统部分相关子程序的功能如下:1)移坯车运动控制子程序可以对移坯车装置的行进方向、限位、方向切换以及状态指示等操作进行控制。2)大包回转台子程序可以实现调节大包装置的速度、转向以及控制快速反转动作等功能。3)大包加盖装置子程序可以实现大包装置加盖部分的设定动作,一般包括旋转、上升、下降以及位置的固定等控制功能。4)水阀门控制子程序可以对冷却系统总管的开通、断开以及流量进行监测,并对水流量进行手动控制或者自动控制;可以控制中间罐车的行进动作;还可以将信息显示在相关设备上。5)中间罐车控制子程序具备切换各类中间罐车的行进动作和行进的模式、紧急状态下的抱闸以及行进过程中的限位保护等控制功能。6)主机液压站控制子程序。液压站内的液体通过水泵注入总管实现流动,因此相关的程序只要实现对阀门的操控动作就可以满足相关的要求。水泵装置将会根据特定的控制信号,自动调节并保证系统内的压力维持在适当的区间内。液压站在正常工作时将会发出相关的指示信号,一旦出现紧急状态就可以通过闪灯的形式进行报警,提示现场工作人员采取应急操作。7)公用到铸流子程序根据泵运行提示以及主控中心的指令,配置各类软件程序的标签,实现对公用到铸流过程的控制。8)热送辊道控制子程序负责控制热送辊道挡板运动过程中的方向和模式、开通或者切断电磁阀以及鉴别热送辊道输送方位的操作。9)模拟量采集子程序可以完成对结晶装置、钢水以及中包部分的温度监测和把控以及对冷却水总管压力数值进行检测等操作。10)排汽风机控制子程序可以远程启动或关闭排汽风机机,并监测风机运行状态。11)翻转冷床控制子程序可以辨认液压泵的工作情况、控制冷床的运行方式及速度。
4 结语
综上所述,该文介绍了一套运行过程高效、安全的连铸机装置PLC 控制系统。详细说明了系统控制硬件装置系统、PLC 离散型控制、软件程序设计及人机交互界面的规划设计过程,该PLC 控制系统可以显著提升连铸机系统的效率、产品品质以及系统的稳定性,最大限度地满足了“去产能”条件下钢铁行业的生产需求,全方位提升了我国钢铁企业在国际市场的竞争能力。
猜你喜欢
装备制造技术(2020年4期)2020-12-25
安徽冶金科技职业学院学报(2020年2期)2020-08-04
山东冶金(2019年2期)2019-05-11
山东冶金(2018年5期)2018-11-22
上海金属(2016年2期)2016-11-23
当代工人(2016年11期)2016-07-19
安徽冶金科技职业学院学报(2015年3期)2015-12-02
武夷学院学报(2014年5期)2014-07-19
安徽工业大学学报(自然科学版)(2014年2期)2014-07-10
中国造纸(2014年1期)2014-03-01