
既有异形建筑钢结构焊接加固施工技术
2021-07-22 21:05孙璠谢志滔常昆田鹏龙周清芝
河南科技 2021年8期
孙璠 谢志滔 常昆 田鹏龙 周清芝
摘 要:对于部分造型复杂、采用特殊材料和工艺、具有特殊政治以及文化意义的既有公共建筑,其往往需在保证外观不变的情况下,对其进行外立面的修复和使用功能方面的加固改造。此时,需保护和不破坏既有建筑结构,又需对其进行加固修整,而加固修整的主要措施为螺栓连接和焊接,故有必要对既有建筑原结构和新结构的科学有效结合进行可行性研究。
关键词:异形建筑;结构加固;焊接;自动气保焊
中图分类号:TU758.11文献标识码:A文章编号:1003-5168(2021)08-0090-03
Existing Special-Shaped Building Steel Structure Welding
Reinforcement Construction Technology
SUN Fan XIE Zhitao CHANG Kun TIAN Penglong ZHOU Qingzhi
(China Construction Eighth Engineering Co., Ltd.,Shanghai 20040)
Abstract: For some existing public buildings with complex shapes, special materials and techniques, and special political and cultural significance, it is often necessary to restore the facade and reinforce and transform the use function while ensuring the appearance remains unchanged. At this time, the existing building structure needs to be protected and not destroyed, and it also needs to be reinforced and repaired. The main measures of reinforcement and repair are bolt connection and welding, so it is necessary to conduct a feasibility study on the scientific and effective combination of the original structure and the new structure of the existing building.
Keywords: irregular building;structure reinforcement;welding; automatic gas protection welding
近年來,钢结构已广泛应用于工业和民用建筑,但是由于设计、施工、使用方法、管理不当、材料质量不符合要求以及使用时间超出设计使用年限等因素的影响,致使钢结构建筑不可避免存在各种各样的缺陷和损伤,严重影响质量安全。既有建筑的拆除、加固以及改造技术成为施工领域的热点问题[1-2]。对于部分造型复杂、采用特殊材料和工艺、具有特殊政治及文化意义的既有公共建筑,其往往需在保证外观不变的情况下对其进行外立面的修复和使用功能方面的加固改造[3-4]。此时,需保护和不破坏既有建筑结构,同时对其进行加固修整,而加固修整的主要措施为螺栓连接和焊接,故有必要对既有建筑原结构和新结构的科学有效结合进行可行性研究[5]。
传统的钢结构加固方法有钢板焊接、螺栓连接以及粘贴钢板等,这3种方法存在着各自的优劣特点。本文着重介绍钢板或型钢焊接加固方法。
1 工程概况
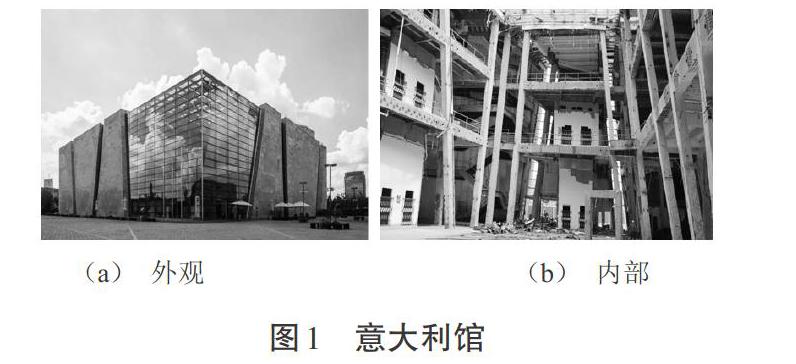
本工程意大利馆由一栋钢结构框架结构组成(见图1),建筑面积为11 097.58 m2,塔楼高度为23.95 m,共计4层。平面形式为不规则多边形,立面为不规则斜型。竖向钢柱为箱型钢和H型钢,水平钢梁为箱型钢和H型钢。
本场馆原屋面拆除至结构面,拆除中庭建筑物、原内隔墙、外玻璃幕墙、原机电管线、设备拆除骨、幕墙连接件以及预埋件。新建部位有钢楼梯、种植屋面、内隔墙以及门窗等。修缮部位有破损混凝土板修缮,原有钢结构涂料修复,结构加固工程。
目前,对于意大利馆加固主要采用加大截面积法进行,加固过程中不改变原有构件的中心位置,通过增大截面积和两侧补板以达到结构加固的目的。加固工作在整体标段施工中属于中间工序和关键工序,施工前需满足结构卸荷和负荷支撑要求,需要其他配合单位完成隔墙吊顶、内装饰和各种管线拆除、非结构构件和加固承重构件的连接以及原结构除锈打磨作业。整体加固顺序自下而上,先柱后梁。构件吊装时,长型钢构件通过室外汽车吊吊装,零星构件和周转材料通过室内升降机运输。梁柱加固焊接前搭设临时支撑及临时施工平台,构件安装通过叉车或葫芦吊升到位。
加固工作量大,形式复杂,需要加固的部位分为箱型钢柱、H型钢柱、圆管柱、箱型钢梁、H型钢梁以及梁柱节点等。新增的加固用钢材主要为15~40 mm的Q345B钢板,采用焊接的方式连接。加固工作在承受静荷载条件下进行,大部分节点为非对称加固,通过增大截面积达到加固的目的。为了控制好整个加固的变形和焊接件的安装精度,必须确定好合理的加固焊接顺序,以保证加固工作保质保量地完成。
2 焊接加固工程特点与难点
本工程为改建项目,为加固及增补结构,深化节点种类多、结构形式杂以及图纸与现场情况有多处不符现象,需根据现场情况并结合设计图纸对现场结构和节点进行实际的放样深化,在原钢梁变形的基础上进行增大截面焊接,提高结构稳定性,消除结构安全隐患。在实地调研查看后,意大利馆改造加固结构焊接特点与难点主要有如下几点。
2.1 原结构产生变形、裂纹、部件缺失等问题
原建筑结构设计使用年限为5年,实际使用年限已超出设计规定年限,现经结构加固后设计使用年限为50年。结构局部存在变形、裂纹以及部件缺失等问题,现场需对原结构质量全面检测仔细排查,根据结构实际下绕、扭曲及变形数据为工厂加工非标型材提供基准,并结合设计图纸下料加工。
2.2 结构加固焊接负荷施工
加固工作在承受楼板和自重等静荷载状态下施工,焊接过程必须考虑因瞬时高温造成局部范围内钢材性能的降低,继而可能产生开裂、断层以及坍塌等问题。
2.3 结构加固焊接工程量大
整个意大利馆加固焊接涉及钢柱、钢梁、支撑等共398个,焊缝长度约为2 070 m。其中主框架梁加固钢板较厚,为40 mm厚钢板。量多面广带来的质量及安全监控难度增大,务必做到焊接工作先下后上、先主后次、先点后面以及先里后外,焊接过程管控有据可依,工序安排科学合理,目标达成有的放矢。
2.4 焊接空间复杂和部位受限
施工部位分布在各个楼层、楼段、功能室以及楼梯间等,焊接部位有的位于高空悬空处及低矮狭窄处,有的处于高低落差位置及三角边缘角落,空间受限进一步影响施工水平、进度及质量。加固部位有梁柱节点区域、孔洞区域、螺栓连接区域以及悬挑区域等,部位不同,构件形式也不同,针对不同的特点和难点,编制技术方案和图纸,部署施工措施。
2.5 焊接工艺的风险
根据现场实际的结构负载和焊接情况,若采用传统手工电弧焊连续施焊,则加固钢板焊接受热面积大、持续受热时间长,使整个受力结构区域持续处于高温状态,从而导致整体结构承载能力下降,梁柱加固焊接部位应力与变形加大,对结构整体稳定性产生巨大的风险。
2.6 焊接应力及变形控制困难,技术措施复杂
加固焊接钢板作用于整个构件截面,钢柱最长达40 m,钢梁长为24 m,原构件形式均为细长杆件,在焊接过程中极易产生大的焊接变形和应力,甚至焊接裂纹。对焊接操作过程控制和焊缝质量管理,造成较大的风险。
3 加固焊接风险预防、问题解决
加固工作开始前,应落实下列资料和程序:①原有结构的竣工图(变更图);②原有钢材材质报告复印件或现场材质检验报告;③原有结构构件制作、安装验收记录;④原有结构设计计算书;⑤结构或构件破损情况检查报告;⑥现有实际荷载和加固后新增加荷载的测量数据;⑦编制详细切实的专项施工方案并经审核批准;⑧施工前完成安全技术交底,并贯彻落实到实际操作人员层面。
3.1 焊接施工顺序
3.1.1 结构加固焊接施工顺序。①搭設脚手架,作为加固焊接工作的操作平台;②焊前检查并清理坡口角度、间隙;③焊接引弧板、母板;④两名焊接速度相近的焊工,对称焊接,多层多道及盖面焊每层焊接结束后,使用钢丝刷进行清理;⑤焊接过程施工中使用锤击法逐步释放应力;⑥外观检查焊后24 h,检查焊缝外观质量满足要求;⑦无损检验进行UT检测。
3.1.2 焊接过程中的注意事项。①焊接熔敷金属的机械性能应不低于次要焊件的机械性能,如被焊焊件机械性能不同时,应不低于母材较低机械性能要求。②除非另外说明,焊接工作所采用的焊接方法、工艺参数及质量检查应符合《钢结构焊接规范》(GB 50661—2011)和《钢结构工程施工质量验收标准》(GB 50205—2020)的规定。③无损探伤在焊接完成24 h后进行,并根据焊缝等级相应检测评定。
3.2 原结构产生变形、裂纹、部件缺失等问题解决措施
组织检测单位和技术人员全数检查检测原结构变形及质量问题,并出具检测报告和整改方案,确定结构受力正常,局部加强增补构件。
3.3 结构加固焊接负荷施工解决措施
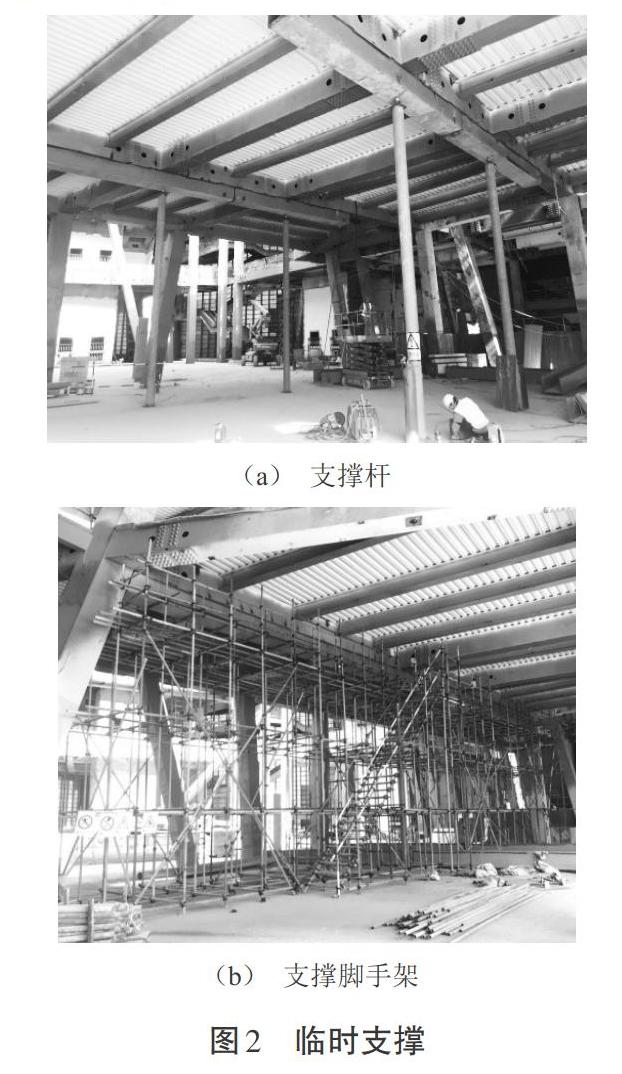
为防止加固梁焊接时受荷载影响产生弯曲变形,在梁底部设置整体支撑杆件[见图2(a)],并配上千斤顶。组织人员针对加固焊接部位搭设定点临时支撑脚手架[见图2(b)],并加强节点顶部承载力。对支撑进行受力计算以符合要求,焊接工作严格遵循先下后上、先主后次以及先支撑后焊接的顺序。
3.4 焊接空间复杂和部位受限解决措施
组织人员针对加固焊接部位搭设临时操作平台,满足施工空间要求。部分空间处于悬挑区域,焊接部位角度严重受限情况下,使用登高车将施工人员定点定位送达。设置临时操作平台,按空间角度设置纵深,以达到操作空间符合要求,焊接角度不受限。
3.5 焊接工艺的风险解决措施
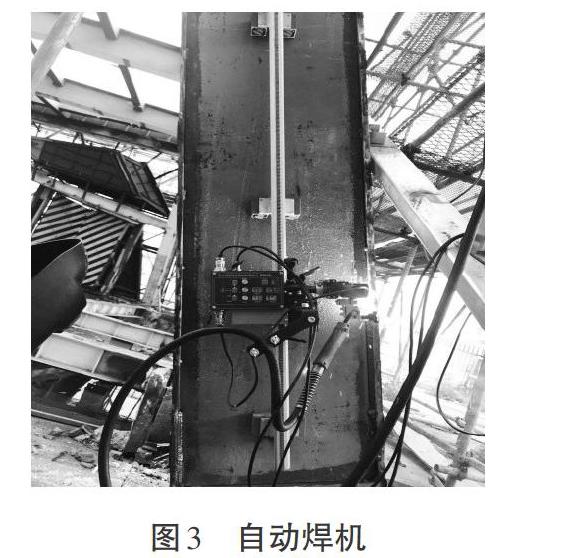
通过大量的讨论和研究,力求更为稳妥的斜向钢柱和钢梁加固的焊接方法——自动气保焊,以减少焊接过程持续高温受热,并加快焊接进度。对自动焊机(见图3)的导轨设置符合钢柱钢梁的倾斜角度,使其行走路径与焊缝角度相互吻合,通过主机控制程序设置合理的焊接工艺参数,使焊缝外观成形美观的同时达到相应的焊接质量要求,另外对整条焊缝设置分段焊接区域,合理避免结构持续受热。通过分段焊接间隔受热区域,避免焊区集中的迅速加热和冷却过程,其他在自动焊焊接不到的地方采用手工电弧焊进行人工补焊。
3.6 焊接应力及变形控制解决措施
该工程中钢结构加固焊接主要是厚板、中厚板角焊缝焊接与对接焊缝焊接,刚性大,焊接量大,焊接时易产生较大的应力,从而导致焊接裂纹。
采用合理的焊接顺序,在同一层钢结构加固焊接中先焊接加固板之间的横焊缝,再同时对称焊接加固板与原钢柱之间的立角焊缝。
对接焊缝焊接,加引孤板和母板,避免起弧和收弧时的焊接问题,从而预防焊接裂纹的产生。
釆用合理的堆层顺序,中厚板焊接,采用多层多道焊,堆层时要避免过厚或过薄,两侧不宜出现小尾巴,以免产生夹渣、气孔以及未熔合等缺陷。此外,焊接过程中用锤击法消除中间焊层应力。
4 结语
既有建筑的焊接加固及改造技术是城市更新中的核心技术之一,然而现有针对公共建筑的焊接加固及改造技术的研究成果较少。上海意大利馆结构焊接施工工程质量优秀安全可靠,故该施工过程可为相似工程的施工提供参考。
参考文献:
[1]武念铎,孙璠,董俊杰,等.既有建筑斜向交叉异形GRC板保护性拆除施工技术[J].建筑施工,2020(7):1228-1230.
[2]程江敏,程波,邱鹤,等.钢结构加固方法研究进展[J].钢结构,2012(11):1-7.
[3]王元清,宗亮,施刚,等.钢结构加固新技术及其应用研究[J].工业建筑,2017(2):1-6.
[4]熊鸳,胡松.一种用钢结构加固砖混结构的新方法[J].成都大学学报(自然科学版),2006(2):88-89.
[5]汪宁.火灾后钢结构加固方法研究[J].安徽建筑,2011(6):165-166.
猜你喜欢
环球人文地理·评论版(2016年5期)2017-01-03
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
水运管理(2015年4期)2015-04-30
