
Improving emulsion odor in cold rolling production
2021-07-20 08:10
Baosteel Technical Research 2021年2期
Cold Rolling Plant,Baoshan Iron & Steel Co.,Ltd.,Shanghai 201900,China
Abstract: This paper describes the formation mechanism and mode of the emulsion odor of the cold rolling process,and introduces the relevant environmental regulations and methods used to measure the emulsion odor.Studies were conducted with respect to these issues.The technical measures used to minimize the emulsion odor,particularly the adjustment of the chemical formula of the cold rolling emulsion,are illustrated in detail.The study results have been successfully applied in cold rolling production,and a significant reduction in the emulsion odor is achieved.
Key words: cold rolling; emulsion; emulsion odor; odor concentration
1 Introduction to the emulsion odor
Since the 1950s,with the rapid development of steel products and cold rolling mills,the chemical emulsion is widely used in cold rolling,the properties of which determine the quality of the products[1].The cold rolling emulsion,a metal-working fluid specifically used in cold rolling pro-duction,is a mixture of 1%-3% rolling oil and industrial water subjected to high-speed stirring con-ditions.The rolling oil dispersed in this large amount of water is in the form of particles (2-15 μm).During production,these particles are sprayed onto the strip steel and rolls to simultaneously provide lubrication and cooling[2].
In recent years,with rapid urbanization,many commercial and residential areas have been established near steel plants that were previously in remote locations.Permanent urban residents often report that the emulsion odor discharged by steel companies negatively affects their quality of life.Therefore,strict controls must be established to reduce the unpleasant odor of the emulsion used in cold rolling production.As noted above,this emulsion is a complex substance used during normal production.In addition to the odor of the rolling oil,specific odors are emitted during the various chemical changes that occur during the cold rolling process.The main formation rules and emission sources of the emulsion odor are as follows.
(1) Distinctive smell of rolling oil:Cold rolling oil is a lubricating oil product specifically used in cold rolling mills.To deal with the high-temperature and high-pressure conditions of the cold rolling pro-cess,a large amount of mineral,animal,and veget-able oils,extreme pressure agents,antioxidants,and rust inhibitors are used along with other substances.The raw materials used as base oils in the mineral,animal,and vegetable oils are rich in sulfur,acids,aldehydes,and ketones,which have pungent odors due to differences in their degrees of refinement[3].In addition,extreme pressure agents,antioxidants,and rust inhibitors feature a rich array of pungent odors that are emitted during use.
(2) Distinctive smell of decomposing rolling oil:As a complex chemical mixture,cold rolling oil undergoes a series of chemical reactions during the catalysis of the elements in iron and steel in high-temperature and high-pressure conditions in the roll gap,primarily with the base mineral,animal,and vegetable oils and synthetic ester.Thermal cracking and oxidation reactions occur under high-tem-perature oxygen-containing environments,which generate organic acid compounds.In addition,a large number of additives,such as organic sulfur compounds rich in extreme pressure agents,react under certain conditions to produce malodorous sulfur-containing substances[4].Typically,the odors emitted by these substances are continuously pro-duced and discharged during the cold rolling produc-tion,and are thus,another source of odor emission.
(3) Distinctive smell of rotten emulsion:The cold rolling emulsion contains large amounts of lubricating oils,additives,and water.During the long-term recycling process,large amounts of the emulsion are sprayed onto the internal equipment of the rolling mill,where they accumulate.Over time,a thick layer of oil sludge and water forms on the internal walls,bearings,and emulsion filter pipes of the rolling mill,which is decomposed by bacteria and molds that produce an unpleasant and typically pungent odor.Because cold rolling mills generally operate continuously with no stoppages of the machinery,this odor persists to varying degrees in each rolling mill.
In summary,given the mode of cold rolling emulsion used currently and characteristics of the rolling mill production equipment[3],the cold roll-ing emulsion inevitably produces various distinctive smells during use.The generation of the emulsion odor is directly related to the composition of the roll-ing oil.Therefore,in conventional production,achiev-ing overall control of the emulsion odor requires adjustment of the composition of the rolling oil and optimization of the on-site production process and equipment[4].
2 Emission and detection of the emulsion odor
To address the odor emission issue of traditional cold rolled emulsions,local governments at all levels and environmental supervisory departments have formulated various strict environmental protection laws and regulations to limit these odors.The “Emission standards for odor pollutants” formulated by the Shanghai Environmental Protection Bureau (DB 31/1025-2016) limits the emulsion odor emitted during the cold rolling process by establishing requirements for the height of chimneys that discharge cold rolling emulsion,as listed in Table 1.The odor concentrations presented in the table are dimensionless values that indicate the intensity of the distinctive smell as sensed by the human body.The specific odor concentration is measured using the national standard “Three-point comparative odor bag method” (GB/T 14675-93).The principle of this standard is based on manually sampling the odorous gas,diluting it with odorless fresh air,and commissioning a number of professional sniffers to determine the concentration value of this smell,via the perception of the smells of the sampled gas at different dilution ratios,based on the results of multiple sniffers.

Table 1 Emission standard of odors discharged by cold rolling emulsion
The height of the chimney of a cold rolling mill is typically between 20 m and 30 m.Although the original national standard stipulated that the odor concentration must be less than 6 000,the most recent odor emission standard requires that the emulsion odor be controlled to less than 1 000.As such,the new standard requires a serious reduction in the allowable odor concentration of the emulsion,which greatly increases the difficulty of odor control.
3 Improvement of the emulsion odor
3.1 Research objective
As noted above,in the cold rolling production process,an odor is inevitably emitted by the emulsion.Concurrently,due to recent urbanization,the impact of this emulsion odor on the residents nearby the steel factory cannot be ignored.To address this problem and ensure the long-term and harmonious development of steel factories,a very real and urgent goal is to use technology to improve the unpleasant odors of emulsions.For many years,research on cold rolling emulsions has mainly focused on the influence of rolling parameters such as rolling force and torque.There have also been many studies on the relationship between the surface qualities of cold rolled materials,but the odor associated with the emulsion has never been investigated.Based on systematic research,this article mainly addresses the influence of different emulsion properties and cold rolling production processes on improving the emulsion odor.
3.2 Research content
In this work,the rolling oil used in a Baosteel cold rolling mill was changed,and its performance was tested,based on the idea that improving the formula of the rolling oil may have various effects on the odor and the emulsification process on site.By adjusting the liquid itself and rolling process,the odor of the emulsion in the on-site production process was reduced.When this newly adjusted emulsion was applied in the production field,a very significant improvement was achieved.
3.3 Adjustment of rolling oil
Cold rolling oil,a core material in the cold rolling process,determines the characteristics of the overall cold rolling production and is the most critical factor in determining the emulsion odor.
Conventional cold rolling oil generally comprises dozens of chemical substances.The most important base oil typically accounts for 75%-85% of the content,and the second most important oil serves to improve friction under extreme conditions.The anti-wear additives and extreme pressure lubricants used directly determine the lubrication effect of the rolling oil in the roll gap.In addition,there are various functional additives that have anti-corrosion,anti-oxidation,and anti-rust properties.Emulsifiers are also used to emulsify the rolling oil.Together,these substances play a decisive role in the cold rolling production processes.
The Baoteel cold rolling mills mainly produce a variety of cold rolled materials for general house-hold appliances and automobiles whose product specifications include commonly used cold rolled sheets.The cold rolling mill comprises a five-stand four-roll CVC model with circulating emulsifica-tion.The liquid system production process requires an extremely high degree of cleanliness of the product surface,so the emulsion must be mainly semi-stable.In this work,to improve the emulsion odor,the local formula composition was adjusted from the rolling oil formula currently in use.
(1) Changes in the base oil.In the above-mentioned rolling oil,base oils A,B,and C cor-respond to mineral oil,vegetable oil,and synthetic ester,respectively,which account for the largest proportion and the basic chemical and physical properties of the rolling oil.To improve the odor emitted by the emulsion and ensure that the production performance is not compromised,base oils A and B were first upgraded to more refined mineral and vegetable oils to enhance their oxidation resistance and low-temperature fluidity.This upgrade served to improve the oxidative deterioration of the emulsion during its long-term circulation,address the problem of its adhesion onto the rolling mill equipment,and reduce the resulting rancidity of the emulsion and the odor of its bacteria- and mold-driven decomposition.By taking into account the characteristics of base oils A and B,which are not resistant to high temperature and volatility,the odor of the organic matter generated by heated volatilization at low temperatures is reduced overall.Concurrently,the synthetic ester (base oil C) enhances these results by reducing the total amount of base oils A and B used and providing excellent stability and lubricity of synthetic ester,which further improves the performance of the rolling oil to a certain extent.
(2) Changes in the extreme pressure agents and anti-wear agents.Extreme pressure agents and anti-wear agents are also important components in rolling oil.These chemical substances enable the rolling oil to protect the surfaces of the steel materials and rolls under high-temperature and high-pressure conditions during rolling,which would otherwise become scratched.Commonly used extreme pressure agents and anti-wear agents include many kinds of vulcanized and phosphating organic compounds,but sulfides in particular are prone to produce extremely foul odors.Therefore,in this work,sulfur-containing extreme pressure agents were considered.The types of agents were upgraded and their proportions were reduced,with the amount of phosphorus anti-wear agent increased to offset the correspondingly reduced friction performance and ensure a reduction in the odor of the rolling oil,while preventing any reduction in its lubricity.
(3) Changes in emulsifiers.The emulsifier is an additive that ensures the relative dispersibility of rolling oil in water.It typically has a mild smell,accounts for just a small portion of the rolling oil,and does not cause the emulsion to emit a pungent odor.However,the emulsifier does provide the emulsion with a strong cleaning effect to ensure that any residual rolling oil and dirt on the rolling mill equipment are flushed into the emulsion,thereby reducing the amount of rolling oil adhered to the rolling mill wall,pipeline,and other areas.As such,it indirectly reduces the odor of the long-term bacteria- and mold-driven decomposition.In this work,the types of emulsifiers used were upgraded,but their total amount was only slightly increased,which significantly improved the cleaning effect of the emulsion,and thereby reduced the overall odor of the emulsion in the rolling mill.
3.4 Changes in emulsion performance
The above improvements in the rolling oil were configured into the corresponding emulsion,and a series of comparative tests and analyses were performed to compare the performance of the original and improved oils.The following results were obtained.
3.4.1 Change in thermogravimetric performance
The original and improved rolling oils were subjected to a thermogravimetric test (Fig.1) to determine the changes in their volatility when heated at different temperatures.
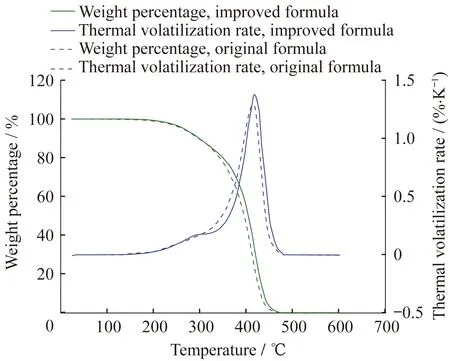
Fig.1 TGA curves of rolling oils before and after improve-ment
It can be seen from Fig.1 that the volatility values of the rolling oils before and after improvement differ.To take into account the surface cleanliness of the strip during the annealing process,the volatility of the improved rolling oil was not significantly adjusted,but its volatility at temperatures below 475 ℃ was correspondingly reduced to reduce the volatilization loss of the rolling oil in the lower-temperature section of the rolling operation.This step reduced to a certain extent the odor arising from the volatilization into the air of various organic substances in the rolling mill.
3.4.2 Oxidation resistance improvement
After adjusting the content of the base oil to a larger proportion,products with better stability and oxidation resistance were added to the improved rolling oil.The oxidation resistance values of the rolling oils before and after improvement were then obtained,as shown in Table 2.

Table 2 Anti-oxidation test results for original and improved cold rolling oils
As shown in the above test results of anti-oxidation,the oxidation failure time of the improved rolling oil formula was extended by 7 min,from 112 min to 119 min,and the overall performance was improved.The odor caused by the failure of the rolling oil to oxidize is also expected to be reduced during actual use on site.
3.4.3 Low-temperature fluidity changes
Due to the changes in raw materials,the low-temperature fluidity of the rolling oil with the improved formula was also greatly improved.From 10 ℃ to 5 ℃,the rolling oil product using the original formula had already condensed,whereas the improved rolling oil maintained good fluidity,as shown in Fig.2.As such,in the low-temperature area of the rolling mill,when sprayed onto the rolling mill equipment,the improved rolling oil can drip off and return to the emulsion,thus reducing the odor of the bacteria- and mold-driven decompo-sition caused by the residual rolling oil remaining in these areas.
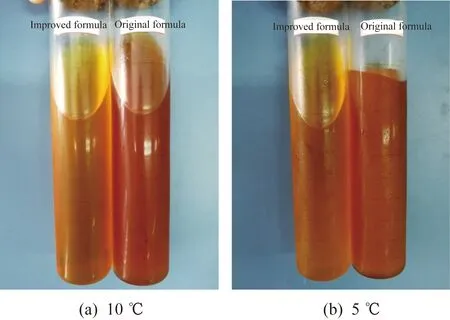
Fig.2 Results of the low-temperature fluidity tests for original and improved cold rolling oils
3.4.4 Changes in the cleaning properties of emulsions
Fig.3 shows photographs of the agitators after immersion in the two emulsions before and after use.The agitators are immersed to generate con-tinuous stirring,and the same iron powder and miscellaneous oil are added to the emulsions,and then continue to stir for a certain time period.It can be clearly seen from the photographs that the improved rolling oil experienced a very good cleaning effect of the iron powder and miscellaneous oil,with little residue remaining on the agitator,which was mostly dispersed back into the emulsion.In comparison,when using the original rolling oil formula,a significant amount of iron powder remained on the surface of the agitator.Therefore,the emulsion with the improved formula is expected to clean a range of rolling mill impurities from the agitator back into the emulsion,thereby reducing the odor.

Fig.3 Photographs of washing test results for agitators immersed in original and improved cold rolling emulsions
3.4.5 Changes in the physical and chemical proper-ties
The rolling oils were tested before and after improvement to determine their physical,chemical,and emulsion properties,as shown in Table 3.The properties of the rolling oil and emulsion differ before and after adjusting the composition of the rolling oil.Among these properties,the saponifi-cation value of the improved rolling oil,its capacity for holding miscellaneous oils,and its lubricity were significantly improved.In addition,because the clean-ing performance of the emulsion was improved,the particle size of the emulsion was reduced accord-ingly.Last,to significantly reduce the odors of the extreme pressure agents,the sulfide content was decreased,and that of phosphide was increased.This trend is clearly visible with respect to the sulfur and phosphorus contents of the rolling oil.

Table 3 Main physical and chemical properties of original and improved cold rolling oils
4 On-site performance
The emulsion studied in the above laboratory tests is used in a Baosteel continuous rolling mill.After a six-month period of adjustment and tracking,compared with the emulsion products used in the original formula,all aspects of the improvements reported above had been achieved on site.
4.1 Improvement of rolling lubricity
By improving the formula of the rolling oil,the rolling lubricity was improved to a certain extent.During on-site use,the specifications of interstitial-free and high-strength steels were selected for comparison before and after use.When the improved rolling oil reaches a certain proportion (90%),it is considered to have essentially replaced the original oil formula.At this time,the rolling force of each stand is reduced accordingly,and the production lubrication is improved.Fig.4 shows a comparison before and after the use of the improved rolling oil for a certain specification of the high-strength steel products,i.e.,the rolling forces of stands 1-4,all of which were reduced accordingly.

Fig.4 Changes in the rolling forces of stands 1-4 for original and improved cold rolling oils
4.2 Change in emulsion concentration on site
In the above field trial,it was determined that the changes made in the composition of various rolling oils also enhanced their lubricities.Therefore,during long-term continuous use on site,changes in the emulsion concentration also occurred,as shown in Fig.5.
It can be seen from Fig.5 that due to the improved lubricity,the concentration of the emulsion in the improved formula gradually reduced from 2.2% for the original emulsion formula to about 1.6%.The concentrations of these two emulsions were verified on site.Given this difference and the fact that the rolling load remains basically the same,the required lubricity is guaranteed.However,because the concentration of the emulsion with the improved formula is obviously lower than that of the original formula,the same volume of emulsion indirectly dispersed into the air produces less oil,so the emulsion odor in the air is also reduced.
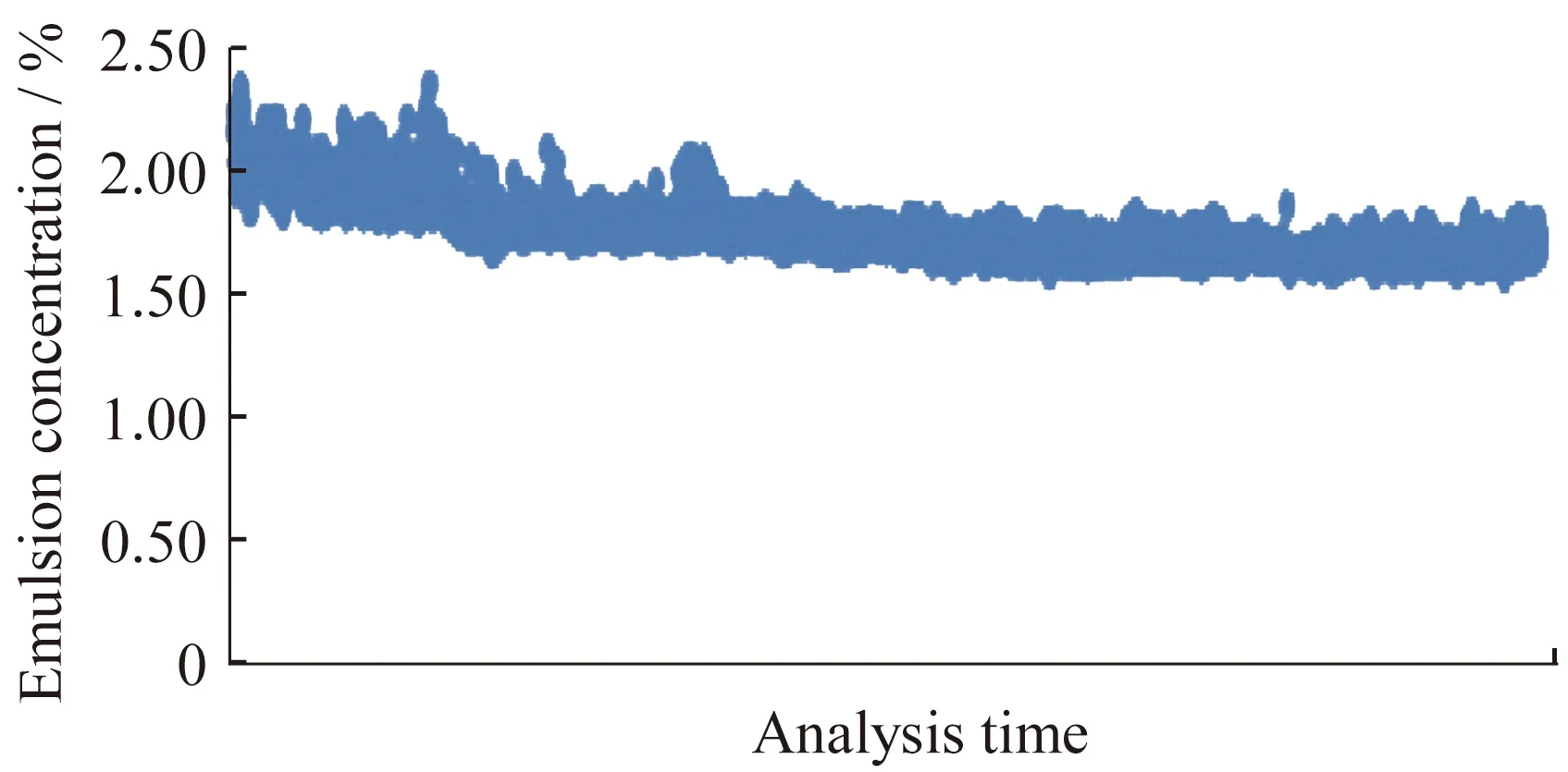
Fig.5 Changes in the concentration of original and im-proved cold rolling emulsions
4.3 Emulsion odor performance
After a series of exercises,the improved rolling oil was used in a Baosteel tandem cold rolling mill.After the rolling mill production had been stabilized,the national standard method was used and detailed before-and-after tests were conducted to compare the rolling oil products using the original formula and the improved formula.The difference in the odors associated with two emulsions used is shown in Fig.6.

Fig.6 Odor test results for original and improved cold rolling emulsions
The data in Fig.6 shows that by changing a series of components in the rolling oil,the emulsion odor is indeed improved when used on site.The odor concentration was reduced from the original 303 to 130,which is far lower than the requirements set by the national standard.
5 Conclusions
(1) The distinctive and unpleasant odor of the cold rolled emulsion is inevitable,and arises mainly from the distinctive smell of the rolling oil,smell produced by chemical changes when the emulsion is used,and smell produced by bacteria- and mold-driven decomposition of the rolling oil components.
(2) Improvement in the rolling oil formula is an effective technical approach for reducing the emul-sion odor.This improvement involves upgrades to the base oil components,extreme pressure agents,anti-wear agents,and emulsifiers in the rolling oil.
(3) The use of excellent rolling oil products also yields significant improvements to on-site cold rolling production.
(4) By ensuring lubricity,reducing the concen-tration of the emulsion also significantly promotes a reduction in the odor concentration detected from the emulsion.
(5) Through a series of tests,it is determined that the actual odor concentration of the emulsion can be controlled far below the level set by the national standard.
 Baosteel Technical Research2021年2期
Baosteel Technical Research2021年2期
- Baosteel Technical Research的其它文章
- Effect of novel surface treatment on corrosion behavior and mechanical properties of a titanium alloy
- Contributions to Baosteel Technical Research wanted
- Evaluation of automatic girth weldability of pipeline in special conditions
- Property uniformity of thick nickel-based alloy plate for nuclear power steam-generator divider plate
- Corrosion behavior of super 13Cr stainless steel in a H2S and CO2 environment
- Effect of vanadium on the microstructure and properties of metastable austenitic stainless steel AISI 301LN