谈常减压装置减压转油线施工工艺
2021-07-19 02:32杨玉祥
电子乐园·上旬刊 2021年7期
关键词:焊接工艺
杨玉祥
摘要:加热炉出口转油线是化工装置生产中的重要管道之一,它的操作条件比较苛刻,如操作温度可达420-520℃;管内流速有的可达55-70m/s;有的加热炉出口转油线为多路操作。所以施工安装时应遵循设计要求,注意管道的热补偿、管道的应力、管道的材质、管道的振动、管道的支架安装等。
关键词:施工程序;施工方法及要求;组对及拼接工艺;焊接工艺
减压炉出口转油线一般分两段,包括过渡段和低速段。过渡段是指炉出口到低速段间的管道,低速段是指与减压塔进口相连的一段水平管道,低速减压转油线的低速段为水平直管,垂直径向连接减压塔,其长度最短一般不小于15m,以保证气液相分离时间。为防止管内残存液体,低速段应有一定坡度,坡向减压塔,低速段的热膨胀由过渡段吸收,所以过渡段应有一定的柔性,所以以上問题施工时格外注意。
1施工准备
1.1复核减压转油线长度是否与图纸相符;复核减压塔管口与炉前管架上减压转油线支架之间的距离是否与图纸相符。
1.2复核减压转油线管口同心度是否与减压塔相符。
1.3配备施工机具、工卡具、计量器具、样板等,计量器具应在检定有效期内,样板应校准。
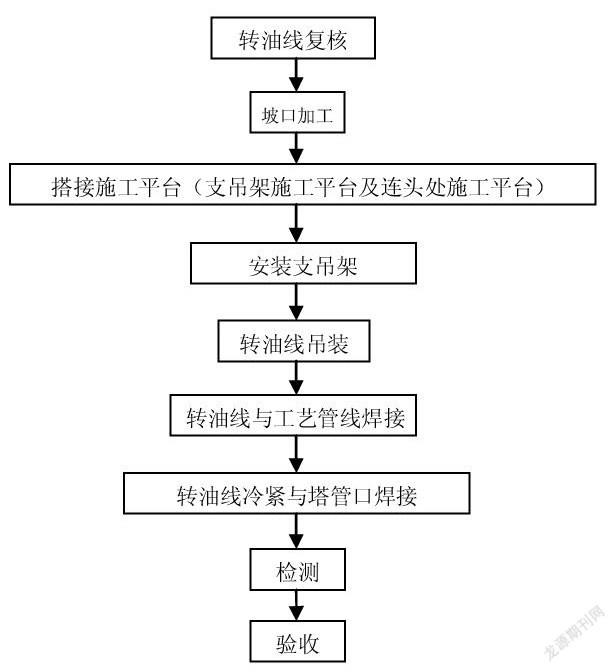
2施工程序
3施工方法及要求
3.1减压转油线经复核无误后,在地面上按减压转油线图纸要求的坡口型式进行加工,加工后的坡口要进行外观检验,不得有裂纹和分层,否则要进行修补。
3.2将减压塔进料口临时封头或法兰切除,切割时,采用切割机进行切割时复层朝下,从基层侧开始切割并严禁熔渣溅到复层表面。按减压转油线图纸提供的坡口型式进行制备,坡口要求同转油线坡口要求一直。
3.3搭接施工平台,平台包括固定支架施工平台、弹簧吊架施工平台及与减压塔连接处施工平台。
3.4焊接不锈钢复合钢的复层之间焊缝及过渡焊缝的焊工,应取得耐蚀堆焊资格。
3.5减压转油线冷紧后与减压塔入口相焊的焊缝为整套减压转油线安装的重中之重,按减压转油线设计图纸要求进行不锈钢复合管的坡口加工。
3.6覆层厚度不参与复合金属材料的设计强度计算的焊接工艺评定,则需进行耐蚀堆焊工艺评定。
3.7减压转油线安装就位后倾斜度为i=0.001-0.005,鞍座底板及法兰密封面应水平。转油线在冷态安装时一般冷紧30-40mm,将减压转油线临时放置在管架与减压塔进料口之间且保证两管口间距30mm,待整套转油线与工艺管线全部施工焊完后且弹簧托架也都临时点焊后,将整体管线往塔方向冷拉30mm与减压塔入口相焊。
3.8弹簧吊架高度应按图纸给定的高度及偏移量进行安装,弹簧应调整冷态值,并作记录,待系统安装、试压、热运完毕后,方可拆除调整。
4组对及拼接工艺
4.1焊接接头组对前,应用手工或机械方法清理坡口及其内外表面,在坡口两侧20mm范围内不得有油漆、毛刺、锈斑、氧化皮及其他对焊接过程有害的物质。
4.2焊件组对时使用卡具应符合下列规定:卡具的材质宜与焊件的材质相同,否则应用焊接该焊件的焊条在卡具上堆焊过渡层;焊接卡具应采用合格的焊接工艺。卡具焊接或拆除后,不得使焊件产生咬边、凹凸、裂纹等。
4.3焊接在管道上的组对卡具,不得用敲打或掰扭的方法拆除,当采用火焰或等离子切割,应在离管道表面2mm-3mm处切割,然后用砂轮除去熔渣和氧化皮,铬钼合金钢管道,修磨后应作磁粉检测或渗透检测,合格级别应为Ⅰ级。
4.4组对前坡口两侧至少20mm内外表面要用不锈钢丝刷清理,复层距坡口100mm范围内要涂防飞溅材料。拼接时应以复材表面为基准,保证对口错边量不超过复材厚度的一半且≤2mm,间隙1-2mm。
4.5每层焊道采用2名焊工均布对称施焊,在焊接层次和焊接方向上“两同步”,严禁在同一地方焊接若干层再施焊其余地方。
5焊接工艺
5.1焊接定位缝时,应采用与根部焊道相同的焊接材料和焊接工艺,并应由合格焊工施焊。定位焊缝的长度、厚度和间距,应保证焊缝在正式焊接过程中不致开裂。
5.2严禁在坡口之外的母材表面引弧和试验电流,并应防止电弧擦伤母材。
5.3施焊过程中应保证起弧和收弧时的质量,收弧时应将弧坑填满。
5.4施焊时应测量电弧电压、焊接电流及焊接速度并记录,焊接线能量应符合焊接作业指导书的规定。
5.5多层焊每层焊完后应立即对层间进行清理,并进行外观检查,发现缺陷消除后方可进行下一层的焊接。每条焊缝宜一次连续焊完,当因故中断焊接时,应根据工艺要求采取保温缓冷或后热等防止产生裂纹的措施,再次焊接前应检查焊层表面,确认无裂纹后,方可按工艺要求继续施焊。
6焊接质量检验
6.1焊缝表面应去除渣皮、飞溅物,并根据检验方法的要求,对焊缝表面进行打磨处理。
6.2焊缝外观应成型良好,对接环焊缝的宽度以每边盖过坡口边缘2mm为宜。
6.3角焊缝(包括承插焊缝)可采用凹形或凸形,外形应平缓过渡。角焊缝尺寸的最小值取1.4倍的直管名义厚度或法兰颈部厚度两者中的较小值。
6.4焊接接头表面的质量应逐件进行目视检查,焊缝表面不得有低于母材的局部凹陷。
6.5焊接接头检测方法为射线检测,检测率及合格级别为100%Ⅱ级合格。
7结束语
根据减压炉出口转油线管道材质一般为复合层材料,工况复杂,焊接组对工艺要求高,施工中应严格按照施工方法及程序进行,做到流水施工,严格控制各个施工工序的质量,严格执行三检制,才能保证管道施工质量,保障项目投产后运行平稳可靠。
参考文献
[1]《石油化工静设备现场组焊技术规程》SH/T3524
猜你喜欢
科技与创新(2017年1期)2017-02-16
建材发展导向(2016年6期)2017-01-17
山东工业技术(2016年24期)2017-01-12
科学与财富(2016年29期)2016-12-27
中国高新技术企业(2016年30期)2016-12-20
科技视界(2016年23期)2016-11-04
科技视界(2016年1期)2016-03-30
中国高新技术企业(2015年22期)2015-06-15
中国高新技术企业(2015年10期)2015-03-19