
煤化工机电设备在线振动故障检测系统智能化研究
2021-07-15 06:19:50
工业加热 2021年6期
(陕西工业职业技术学院, 陕西 咸阳 712000)
振动检测装置已实现了在石化、电力、化工、造纸、机械制造等多行业的广泛应用,主要体现在对于电机、风机、压缩机、变速箱等机械设备的检测方面。基于机械振动幅度、频率等物理量变化的监测,充分掌握设备运行状态,针对关键设备搭建在线监测系统,其优势在于设备持续运行过程中详细记录设备的各类运行参数,即加速度、速度等。由于发生机械故障时极易发生异常振动,在机械故障时振动幅度与频率等信息会随之变化,所以可通过采集振动信息,实现机械运行状况的实时监控,相关系统已在煤化工机电设备的检测中实现了普遍应用[1]。据此,本文设计了煤化工机电设备在线振动故障智能化检测系统。
1 煤化工机电设备在线振动故障智能化检测系统
通过构建Web平台,对煤化工机电设备的运行状态与振动故障进行实时检测。基于wifi网络技术将煤化工机电设备数据传输于移动端,通过Web后台实现数据交互,同时构建巡检管理系统,高性能传感器与继电器以此获取机电设备数据。而识别技术即专家系统与人工神经网络的构成,可科学分析评估故障信息与参数状态,以发现故障位置与原因,确保系统正常稳定运转。
1.1 系统原理与流程
采集数据主要包含两部分,即基于检测传感器所采集的机电振动与温度相关数据;机电设备预先选中生成的电气参数。移动检测终端负责上传与下载检测点位置、设备运行等数据信息,数据上传基于wifi网络管理系统完成,并自动筛选有价值信息。针对有效数据信息,利用科学算法以检测诊断设备在线振动故障具体位置。巡检设备将所检测信息基于基站传输至管理平台,平台则针对数据加以处理分析[2]。
在线振动故障智能化检测系统原理具体如图1所示。

图1 检测系统原理
在线振动故障智能化检测系统流程具体如图2所示。

图2 检测系统流程
1.2 系统模块
煤化工机电设备在线振动故障智能化检测系统模块主要包含用户管理、角色管理、系统设置[3],具体如图3所示。

图3 检测系统模块
其中用户请求、角色权限、用户角色、类型等都属于数据信息,其与用户管理模块息息相关,实际作用即存储煤化工机电设备信息资料,分配角色并加以维护。角色管理模块的默认角色即系统管理员、检查员、浏览用户,其中管理员具有分配与更新权限角色的权利。
1.3 系统服务端
煤化工机电设备在线振动故障智能化检测系统由数据库服务器与Web端系统共同构成,对于保密性与安全性要求非常高,由于不安全的信息将会引发严重损失,因此系统选择访问控制作为安全机制,利用授权机制控制用户权限,以确保加密信息不会泄露于非授权用户。
煤化工机电设备在线振动故障智能化检测系统主要包含采集层、控制层、逻辑层、数据储存层、高级指令层,其通过基于门户模式的B/S访问方式,面向不同管理层访问人员,为其提供智能化、个性化、针对性服务。
在线振动故障智能化检测系统根据实际需要,选择了模型-视图-控制器结构。用户传输请求至控制器,其决定请求的具体性质,并传送到相适应的处理器,从而就所请求具体内容加以处理分析。各个处理器都关联这特定模型,业务逻辑层寻求与服务器相应的数据进行处理分析,并反馈处理结果于处理器,而处理器则通过合适的视图呈现结果。
在线振动故障智能化检测系统服务端处理流程[6]具体如图4所示。

图4 检测系统服务端处理流程
其中,Web端系统改进了机电设备运行状态,提高了使用效率,实现了故障诊断检测自动化与智能化。
2 煤化工机电设备在线振动故障智能化检测装置
煤化工机电设备在线振动故障检测装置结构[4]具体如图5所示。
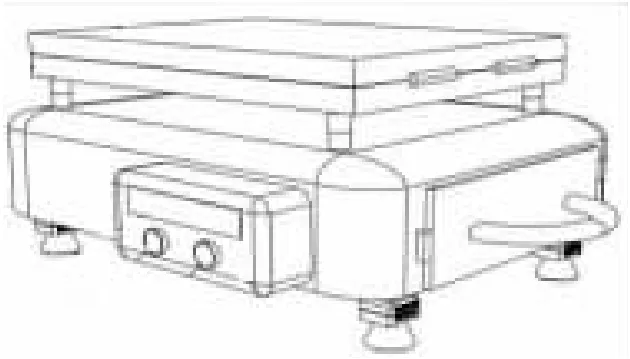
图5 检测装置结构
检测装置包含检测器,外部配置箱体,箱体内部滑动安置了滑移仓,滑移仓右侧固定安装了拉手,箱体上侧配置了第一太阳能板与第二太阳能板,滑移仓内侧安置了电池组,箱体前侧配置了告警器,告警器表层安装了显示屏,箱体下侧配置了吸盘。其中箱体与第一太阳能板之间安设了弹簧,弹簧外侧配备了内圆管与外圆管;第一太阳能板与第二太阳能板输出端以电性对接电池组输入端,而电池组输出端以电性对接告警器、显示屏输入端。
箱体两相对内侧水平安装了滑轨,滑移仓两相对外侧水平配置了滑条;第一太阳能板右端侧安设了转轴,两个太阳能板之间基于转轴衔接运转;显示屏下侧以电性对接红色灯珠与蓝色灯珠,告警器左侧安装了扬声器;箱体与吸盘之间配置了气泵,其固定于箱体下侧;内圆管固定于箱体上表层,外圆管固定于第一太阳能板下表层。
检测器实时检测机电设备振动频率,加以分析并呈现于显示屏,以便于操作员解析数据信息之后,并判断机电设备的运行状态是否正常。当检测器检测到机电设备振动频率存在故障时,红色灯珠便会闪动,告警器便会发出警报提示,实时提醒操作员快速检测诊断设备故障,并加以维修。而机电设备运行状态正常时,蓝色灯珠保持常亮状态,气泵吸出吸盘中的空气,以减小吸盘中的压强,以此吸盘便可紧紧将检测装置吸附于机电设备表层,在完成工作之后,气泵再为吸盘添加气体,便可取下检测装置。
此煤化工机电设备在线振动故障检测装置结构简单,使用便捷,太阳能板可吸收光能,并转变为电能存储于电池组,节能环保效益较高;检测器检测到机电设备故障时,红色灯珠会快速闪亮,并发出告警信息,快速提醒操作员采取措施检测维修,机电设备运行正常时,蓝色灯珠会处于常亮状态[5]。
3 煤化工机电设备在线振动故障智能化检测系统测试
以煤化工机电设备通风机为例,进行在线振动故障智能化检测系统测试。通风机运行时经常会出现轴承损伤故障,叶片与机壳摩擦故障等。通过在线振动故障智能化检测系统设置轴承内圈、外圈、滚动体数量、滚动体直径等轴承参数与叶片数量,通过故障频率计算方法、包络解调方法、故障定量识别方法,自主计算轴承故障频率与叶片摩擦故障频率,智能化提取机电设备故障信息,诊断机电设备故障严重程度与具体位置。
通风机振动过于剧烈,通过在线振动故障智能化检测系统采集并分析振动信号,其中通风机振动加速度信号波形具体如图6所示。

图6 振动加速度信号波形
通风机振动烈度信号波形具体如图7所示。

图7 振动烈度信号波形
由图7可知,通风机振动过于剧烈,加速度峰值甚至超出了80 m/s2,并且时域波形存有过于杂乱无章的毛刺,这就表明通风机的零件出现了摩擦;其中振动加速度信号振动峭度指标控制于3以内,因此振动剧烈并非是由于冲击性故障。
通风机振动加速度信号频谱分析结果具体如图8所示。
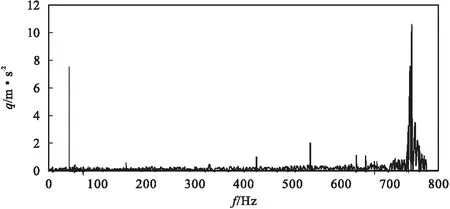
图8 振动加速度信号频谱
通风机振动加速度信号包络谱分析结果具体如图9所示。

图9 振动加速度信号包络谱
由图9可以看出,通风机并未出现太过明显的轴承故障频率成分,于700 Hz周围出现了明显的边频带现象,通过包络解调分析振动信号,获得调制频率为12.8 Hz,对应通风机750 r/min旋转频率;在振动波形摩擦现象与故障调制频率基础上,可评估通风机振动剧烈的关键影响要素是叶片,并且叶片同样存在明显摩擦问题。基于检修得知,叶片与机壳摩擦严重,在检测维修之后,通风机运行保持平稳状态,且振动并无异常[8]。
上述研究结果表明,系统可满足煤化工机电设备运行状态与在线诊断实时性、精确性具体要求,可广泛推广应用;系统运行可靠稳定,可预判设备运行状态并制定相应检修策略,在很大程度上提高了煤化工安全生产效率。
4 结 论
综上所述,为有效解决煤化工机电设备故障检测既有问题,设计了煤化工机电设备在线振动故障智能化检测系统。系统采集了机电设备振动、温度等相关参数,而检测服务器端包含数据库与Web端系统,通过B/S接入方式促使不同人员操作查询,系统基于各模块控制实时检测设备运行状态及其相关参数,自主评估明确故障,检测消除设备故障。通过系统测试结果表明,Web端系统改进了机电设备运行状态,提高了使用效率,实现了故障诊断检测自动化与智能化;系统可满足煤化工机电设备运行状态与在线诊断实时性、精确性具体要求,可广泛推广应用;系统运行可靠稳定,可提前告警设备运行状态并制定相应检修策略,在很大程度上提高了煤化工安全生产效率。
猜你喜欢
建材发展导向(2021年13期)2021-07-28 07:15:02
建材发展导向(2021年11期)2021-07-28 06:57:26
中国农资(2019年44期)2019-12-03 03:11:04
经济技术协作信息(2018年8期)2019-01-14 03:06:36
能源(2017年12期)2018-01-31 01:43:14
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
山东工业技术(2016年15期)2016-12-01 05:30:43
工业设计(2016年4期)2016-05-04 04:00:29
现代商贸工业(2016年35期)2016-04-09 06:59:58
专用汽车(2016年9期)2016-03-01 04:17:30
