
服装工艺模板在流水线生产中的运用
2021-07-11 10:58汪建平
浙江纺织服装职业技术学院学报 2021年2期
汪建平
摘 要:在工业4.0和智能化生产背景下,服装流水线的加工形式也在发生翻天覆地的变化,自动化和半自动化智能设备已逐渐取代传统的手工艺制作,而在这转型升级的过程中服装工艺模板的运用是至关重要的。本文就服装工艺模板在流水线生产中的运用作一些具体分析,为服装企业在流水线生产过程中运用服装工艺模板提供建议和参考。
关键词:服装工艺;服装工艺模板;服装流水线生产
中图分类号:TS941.2 文献标识码:C 文章编号:1674-2346(2021)02-0036-04
在现代科技快速发展的大背景下,传统服装流水线生产方式已逐步升级为智能化制造生产方式,智能制造大量替代人工制造,一些半自动化和全自动化的缝纫设备在现代服装生产中成为主要生产设备。然而服装的加工材料大多数是柔性的面料,因柔性的面料在流水线工序转化过程中难以保持稳定的形状,这给服装流水线智能化生产或自动化生产带来阻碍。如何使柔性的面料也像硬性的材料一样,在流水线工序转化过程中保持稳定的形状,这成为当下服装企业推动自动化生产需要突破的瓶颈。为了解决这一问题,现代服装工匠们在生产过程中利用卡纸、砂纸、绝燃板、铁皮等硬性材料制作出门类齐全的工艺纸板或工艺夹具,从而降低了工艺师在工艺制作中的技术难度要求,同时也使产品质量在生产过程中得到有效的保障。但随着智能工业的快速发展,传统的工艺纸板或工艺夹具已不能满足现代服装生产的需求,主要体现在不同的企业,不同的制作人员,制作工艺纸板或工艺夹具的方法都不一样,使用的材料也不一样,能用就行,没有统一标准。这时,一种以PVC材料为主,砂纸和海绵贴为辅,利用PVC切割机制作而成的服装工艺模板在服装生产中不断被运用到不同的工艺制作中。相比于卡纸、砂纸、绝燃板、铁皮等硬性材料,PVC材料具有成本低、稳定性能好、便于切割、易于员工操作等优点,被服装企业认同。
服装工艺模板的制作是要借助于电脑制图软件绘制图形,然后利用切割机将制作材料切割成先行已绘制图形的板,最后将一片片切割下来的板用强力胶带黏贴在一起,这样就组成了服装工艺模板。服装工艺模板最大特点就是板上有缝缉线槽,面料夹在模板中间,缝制设备针头在缝缉槽里运行,就像火车在轨道上跑一样,比传统的手工制作速度快。传统手工制作的产品千人千面,利用模板制作的产品千人一面。
服装工艺模板在流水线生产中能否被大面积运用主要取决于两个方面:一是利用服装工艺模板制作能否达到现代服装企业的工艺要求,例如吃势和窝势的处理;二是工人使用模板缝制服装是否比传统手工缝制速度更快。做好以上两点,服装工艺模板在一些企业的运用就水到渠成,现围绕上述观点作以下分析。
1 吃势和窝势的处理
吃势:亦称层势,“吃”,指缝合时使衣片缩短,吃势指缩短的程度。窝势:亦称里外匀、里外容,指由于部件或部位的外层松、里层紧而形成的窝势形态。
这类部件的制作一般是上面一层略大于底下一层,在一副模板中如何使上下层面料产生大小是设计这副板的关键。以制作普通衬衫上级领模板为例介绍设计原理,这里制作的每一步不做详细说明。
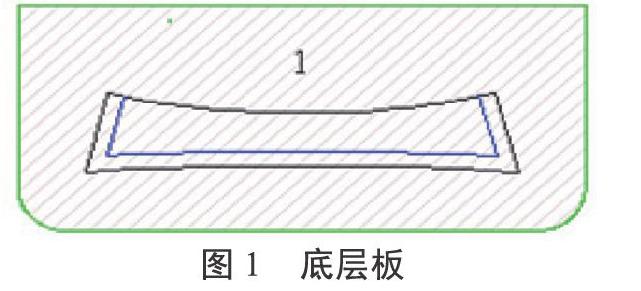
考虑到领角窝势和领口翻折线松量,所以上下两层面料大小是不一样的,一般的做法是以里领为基准领,面领加窝势和松量。先画底领的毛样线(黑线)作为摆裁片的标示线,再平缩为领子的净缝线(蓝线)做缝缉槽,绿线两端延长2~3mm,最后加外框(绿线),这样底板就做好了。线条颜色区分是为了板材在切割时有先后顺序。切割机在切割板材时先用笔划黑线(一般切割机都可装油性笔),再切割蓝线槽,最后切割绿线框,这个切割顺序是不能错的,如果先切割了绿线再切割里面,模板容易错位。见图1。
将图1整图复制粘贴,然后在复制图上画领角弧线,用于做领角窝势,弧线半径大小根据面料厚度来定,在上领翻折线位置画间距0.7~0.8 cm平行线,长度1.5cm左右,用于做翻折线内外松量,见图2。再通过删减多余的线条,最后得图3,图3下图为中间板。绿色的领角到黑色的弧线之间贴海绵层,海绵层的厚度根据面料的厚度来定,两条相邻的短黑线之间贴上海绵条。
将图3上图复制粘贴后得图4,在图4基础上通过加减线条得图5,图5为上层板。底层面料犹如包子的底部,是平整的,上层面料犹如包子的顶部,是凸起的,这样就形成窝势。将切割出来的底层板(图1)、中间层板(图3下图)和上层板(图5)3块板组合在一起就完成了衬衫上级领模板的设计和制作。
以上通过3层板的制作,利用中间板上贴海绵层作为垫高层,将上层面料托起,再利用最上层板挖空,使上层面料鼓起从而形成窝势。
2 服装工艺模板在流水线生产中的运用
2.1 羽绒服或棉衣的绗线
在流水线生产中羽绒服或棉衣的绗线是离不开工艺模板的。传统的绗线常有3种工艺制作方法:一是用工艺制板先在面料上涂粉或擦肥皂;二是用褪色笔或褪色划分划线;三是借用工艺纸板来缝制。不管用哪种方法都是非常耗时的,并且容易出现误差。现借用工艺模板进行缝制,不需要划线,缝制误差为零。设计这类模板非常简单,只要将缝线处开槽,然后在裁片外加框,上下两层一样,见图6。
2.2 袋盖的缝制
一般品质要求低的袋盖缝制只按裁片止口边缘缝制,品质要求中等的借用砂纸板来缝制,这两种做法都不会考虑窝势,也就是不考虑里外匀;而品质要求高的则必须先划线后缝制,缝制时上下层面料大小不一样,这种做法难度极大。这3种做法都要求缝制工人具备相当好的技术,特别是袋盖有小圆角的,要做到千篇一律几乎是不可能的。利用工艺模板缝制,不需要任何技术,可以做到全自动缝制,并且1块板里可以放多个,窝势同上面领子设计原理一样,不管是窝势还是大小形状可以做到千篇一律,圖 7利用工艺模板可以解决窝势和大小形状问题,图8利用工艺模板可以做到全自动缝制。
运用2副板,1副板在设备中运行,1副板工人在放裁片,可以起到设备最大效率运行。如果转速是3600转速的缝纫设备,按15针/3cm的针距来计算,3600?5?=720cm,1件普通衬衫的缝制线长度大致如下(不同款式,可根据实物测量):门襟74cm?=148cm,口袋56cm?=56cm,肩缝17cm?=68cm,后背缝48cm?=96cm,侧缝110cm?=220cm,上级领56cm?=112cm,合上下级领45cm?=90cm,装领40cm?=80cm,袖叉40cm?=80cm,袖克夫34cm?=136cm,装袖克夫24cm?=96cm,下摆114cm?=114cm,订商标6 cm,合计1302cm ,1302?20=1.8(分钟)。由此可见,3600转速的缝制设备不停运转的情况下大约2分钟可以缝制1件普通衬衫所有缝线长度,而实际上用1台缝纫设备制作1件襯衫,熨烫和划线等辅助时间不算,单独缝制时间需要20分钟以上,由此可见用1台缝纫设备制作1件衬衫,缝纫设备大部分时间是“停工状态”。
2.3 挖袋
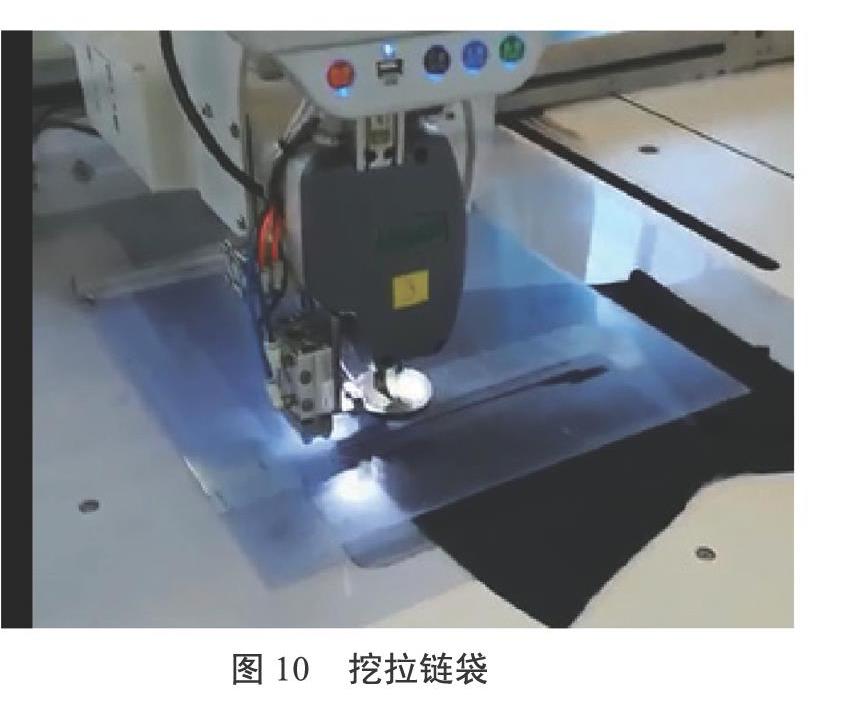
传统手工挖袋的工序可分为:裁片点位-烫嵌线条-落嵌线条(已划线或借用净样板)-开口、剪三角-翻烫(很多企业省略这一步)-缝袋布-缝袋里-封袋口。挖袋工序多,通常都是A级工来制作,并且难以保证袋口宽窄一致,袋口垂直。用模板挖袋,这些难点迎刃而解,缝制槽与裁片位置关系是固定在板上的,无需划线或点位,嵌线条的宽窄可以利用槽位来固定,甚至于把因面料的厚薄造成的坐势设计进去,袋布或袋垫布一并按事先画好的线位摆放,用2副板交替使用,这样可以使效率最大化。拉链挖袋难度更加大,主要是拉链在缝制过程中位置不好把控,利用模板制作可以把拉链槽位走出来,这样拉链就像被“五花大绑”固定在板上一样。见图9、图10。
2.4 门襟拉链
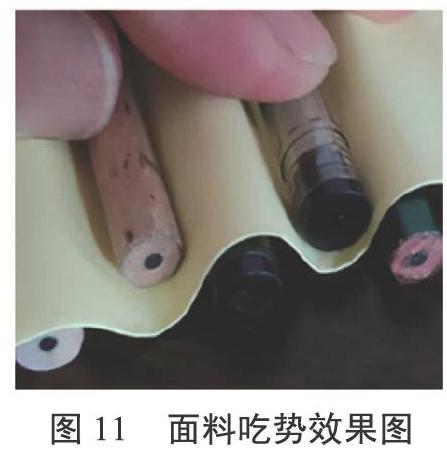
装门襟拉链主要考虑是使拉链平服。装门襟拉链时面料或多或少都会有吃势,如何在装较长的拉链时把面料均匀的匀进去,这是关键,一般做法是画对位刀眼,但是门襟是左右对称的,在缝制左右片时是一上一下的过程,因面料受送布牙拉力的作用,很容易导致拉链在成衣中不垂直。利用模板可以使面料不受送布牙的影响,因为制作过程中受力的是板。同时在上下层模板的内侧交替贴海绵条,见图11和图12,这样面料就会弯曲在两板之间,根据面料性能的需要调节海绵条的粗细及间距,从而达到控制吃势大小的效果。
制作服装工艺模板主要是设计模板图形,制图软件、切割模、自动缝纫设备,都只是工具而已。模板是否好用,关键还是模板图形的设计,设计图的绘制又取决于设计师对于服装工艺制作的理解,毫不夸张的说,不懂工艺制作是做不好服装工艺模板的。有很多企业认为服装工艺模板就是升级版的夹具,以往夹具都是机修师傅制作的,因为制作夹具的材料大部分都是铁皮,机修师傅根据工艺师的建议,利用空余时间来制作,当然有些企业的机修师傅是懂服装工艺的,但技有所长,业有所专。只有设计工艺模板时把传统工艺制作过程融入到模板里,这样制作出来的模板才是符合当代服装流水线生产需求的,而不是简单的两块板把面料一夹就可以。
“精工细作”、“十快九毛”,这些常在工人嘴边流传的“铁律”正在悄然发生改变,精工不必细作,快也不一定代表着毛糙。就像市面上到处都是的有纺袋和无纺袋,价格非常低廉,但制作工艺很到位,毫不夸张的说,其工艺比10年前批发市场上的一些服装工艺还要好。究其原因,现在的缝纫设备与10年前的缝纫设备不可同日而语,这些袋子都是用自动缝纫设备制作出来的,生产速度非常快,成本很低。所以如何更多地运用服装工艺模板,更多地运用自动缝纫设备制作服装,是服装工匠们一直要思考的大课题。在现代服装生产企业,服装工艺模板技术已与服装CAD制版、服装样衣试制、服装QC等一样,逐步成为一门独立而重要的技术。
参考文献
[1]陈霞.服装生产工艺与流程[M].北京:中国纺织出版社,2011.
[2]邓先凤.服装工艺模板设计基础[M].重庆:重庆大学出版社,2015
[3]洪皓.现代企业如何有效的成本控制[J].管理科学文摘,2006(3).
[4]张井泉.提高流水线生产效率的有效方法[J].经济管理,2006(2).
Application of Garment Process Template in Assembly Line Production
WANG Jian-ping
(School of Fashion,Zhejiang Fashion Institute of Technology,Ningbo,Zhejiang 315211,China)
Abstract: Under the background of industrial 4.0 and intelligent production,the processing form of garment assembly line is also changing dramatically.Automatic and semi-automatic intelligent equipment have gradually replaced the traditional handicraft production.In the process of transformation and upgrading, the use of garment process template is very important.This paper makes some concrete analysis on the application of garment process template in assembly line production,and provides suggestions and references for garment enterprises to use garment process template in assembly line production.
Key words: garment process;garment process template;garment assembly line production
