
复合板机组剪机的结构选型及剪切力计算
2021-07-01 12:49高炯
装备维修技术 2021年50期
摘 要:本文介绍三种常用的液压斜刃式剪机,上切式斜刃剪、下切式斜刃剪和浮动式斜刃剪,阐述了它们的优缺点,并给出了斜刃剪剪切力的计算方法及计算实例,可用于复合板机组斜刃剪的选型及力能参数计算校核。
关键词:液压斜刃剪;上切式;下切式;浮动式;剪切力
Abstract: This article introduces three commonly used hydraulic oblique blade shears, upper-cut oblique blade shears, lower-cut oblique blade shears and floating oblique blade shears.Explained their advantages and disadvantages.The calculation method and calculation example of the oblique blade shear force are given.It can be used for selection of oblique blade shears of cold rolling mills and calculation and verification of force parameters.
Keywords: hydraulic oblique blade shears; up-cutting style; down-cutting style; floating style; shearing force;
引言
液压斜刃式剪可用在酸洗、镀锌、连退、复合板等机组上,对带钢进行切头、切尾、分卷或剪切掉有缺陷的带钢,也可用于将带钢切成定尺长度[1]。剪切时带钢是静止的,由液压缸驱动一个刀片相对固定刀片进行相对运动,从而完成对带钢的剪切动作。
1 液压斜刃式横切剪的种类
斜刃剪其刀片一片水平布置,另一片倾斜一定的角度,因此剪切时与带钢接触的面积只是带钢宽度的一小部分,因此剪切力相对平行刃剪机大大降低[2]。斜刃剪按刀片的运动方式可分为三种,上切式、下切式和浮动式。
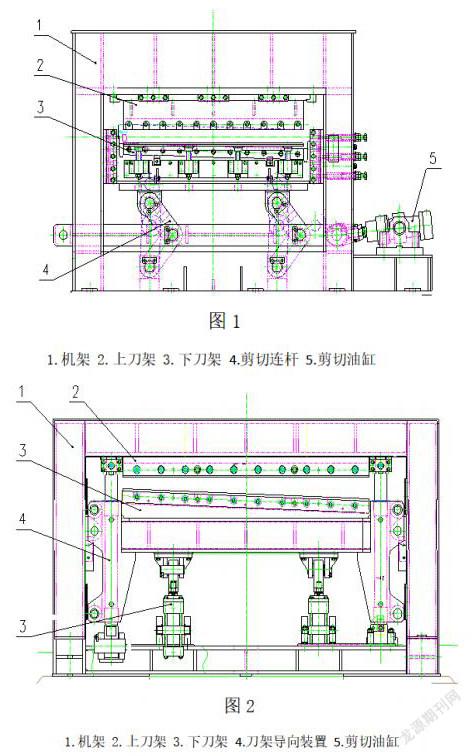
1.1.下切式斜刃剪
下切式斜刃剪为上刀固定,下刀在液压缸的驱动下,向上运动,从而两刀片完成对带钢的剪切。在冷轧带钢设备中的剪机大都采用下切式斜刃剪刀,主要原因是下切式斜刃剪剪切大带钢头部会向上弯曲,从而减少了穿带带头卡钢的发生[3]。常用的液压斜刃式下切剪有图1和图2两种,图1为连杆式下切斜刃剪,由液压缸驱动连杆运行,从而带钢下剪刃向上运动进行剪切;图二为垂直式下切斜刃剪,由两个液压缸驱动下剪刃在导向装置的导向作用下向上运动进行剪切。
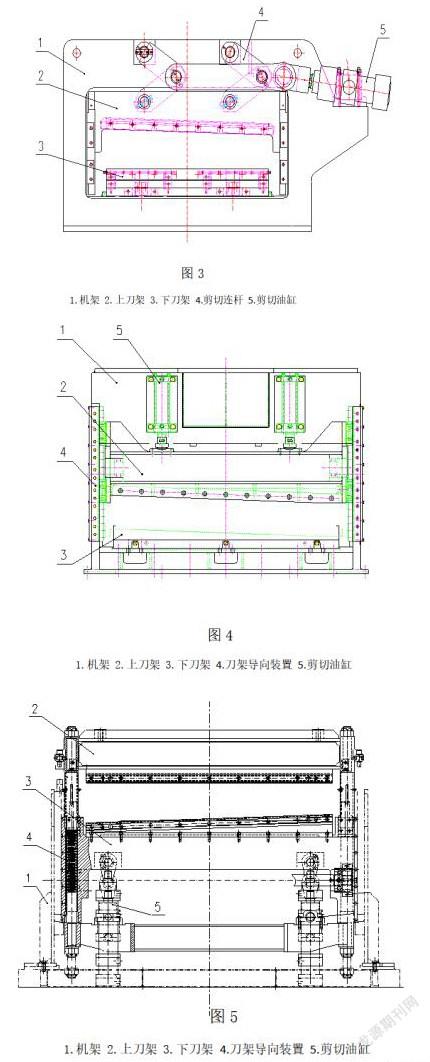
1.2.上切式斜刃剪
上切式斜刃剪为下刀固定,上刀在液压缸的驱动下,向下运动,从而两刀片完成对带钢的剪切。常用的液压斜刃式上切剪有图3和图4两种,图3为连杆式上切斜刃剪,由液压缸驱动连杆运行,从而带钢上剪刃向下运动进行剪切;图4为垂直式上切斜刃剪,由两个液压缸驱动上剪刃在导向装置的导向作用下向上运动进行剪切。上切式斜刃剪容易损坏带钢头尾形状,特别是容易造成带钢头部下弯,因此该剪机容易造成薄带钢穿带卡头[4]。
1.3.浮动式斜刃剪
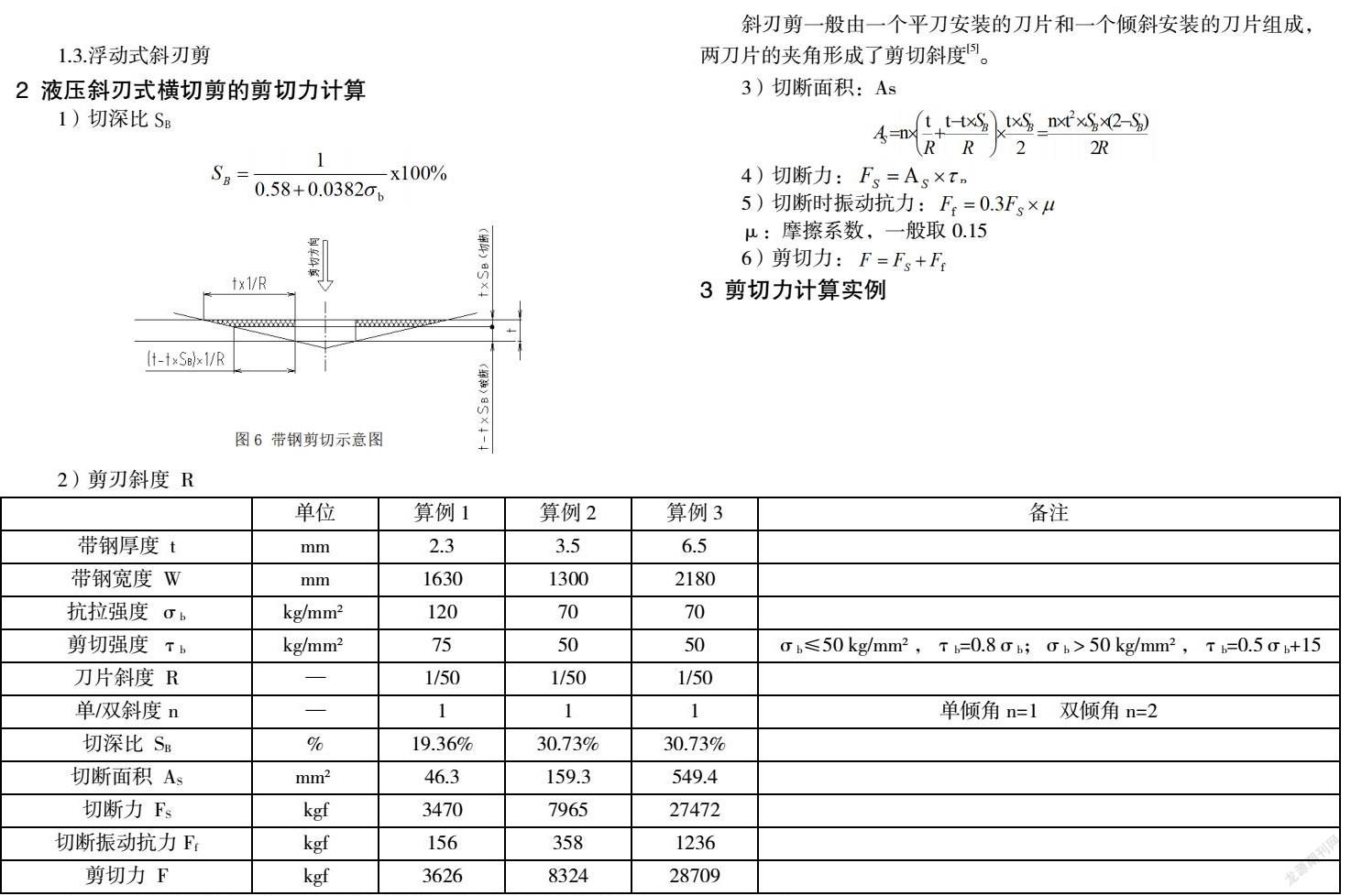
2 液压斜刃式横切剪的剪切力计算
1)切深比SB
2)剪刃斜度 R
斜刃剪一般由一个平刀安装的刀片和一个倾斜安装的刀片组成,两刀片的夹角形成了剪切斜度[5]。
3)切断面积:As
4)切断力:
5)切断时振动抗力:
μ:摩擦系数,一般取0.15
6)剪切力:
3 剪切力计算实例
上表对三种规格的带钢剪切力进行了计算,根据计算所得的剪切力,连杆式斜刃剪通过连杆力臂系数可反算出所需剪切油缸规格,垂直式斜刃剪所算剪切力即为所需剪切油缸的输出力;剪切油缸的规格选择要留有一定的安全系数。
4 结束语
本文对三种常用的液压斜刃式横切剪的结构进行了介绍,并对它们的优缺点进行了阐述,可用于横切剪设计选型参考使用;另外,通过剪切力的计算,我们可以看到,带钢厚度越大,剪切力越大;带钢材料抗拉强度越大,剪切力越大;剪刃斜度越大,剪切力越大。通过分析及综合考虑,复合板机组选用上切式斜刃剪。
参考文献:
[1]何经南.冷轧带钢生产工藝及设备[M].北京:化学工业出版社,2015.
[2]邹家详.轧钢机械(3版)[M].北京:冶金工业出版社,2000.
[3]周国盈.带钢精整设备[M].北京:机械工业出版社,1982.
[4]成大先.机械设计手册[M].北京:化学工业出版社,2008.
[5]昊志生.冷轧板带切边变形过程及其影响因素[J].轻合金加工技术. 2001:23-25
作者简介:
高炯,男,1985年10月出生,籍贯河南省周口市,工学硕士,工程师,目前主要从事冶金冷轧板带成套设备的设计工作。
