
异丁烯选择性叠合工艺及优化措施
2021-06-28 06:39刘成军周璇郭佳林李倞琛
石油与天然气化工 2021年3期
刘成军 周璇 郭佳林 李倞琛
中石油华东设计院有限公司
我国C4资源丰富,催化裂化、催化裂解、甲醇制烯烃等都会副产大量C4,如何最大限度地利用这些C4资源生产高附加值的炼油或化工产品,已成为目前研究和开发的重点,其中异丁烯选择性叠合工艺就是对C4资源综合利用的有效途径之一。该工艺又称间接烷基化工艺,是在酸性催化剂作用下将C4原料中的异丁烯选择性地叠合为以2,4,4-三甲基戊烯(二异丁烯)为主要产物的叠合油。叠合油具有辛烷值高、饱和蒸气压低、无苯、无芳烃、无硫或低硫等特点,是优良的汽油调合组分,在全厂汽油池烯烃含量不超标的情况下可直接调入汽油,在烯烃含量超标的情况下,需进行加氢饱和为异辛烷后再作为汽油调和组分[1-2]。
与直接烷基化相比,异丁烯选择性叠合具有原料范围更宽、产品质量更好、生产过程环境更友好的特点。在2017年国家质监总局联合标准化管理委员会发布并同步实施GB 18351-2017《车用乙醇汽油(E10)》与GB 22030-2017《车用乙醇汽油调和组分油》两个标准后,该工艺又重新受到广泛的关注。以下拟对异丁烯选择性叠合工艺中抑制剂选择、异丁烯叠合反应器温升、催化蒸馏改为侧反应器-精馏塔集成结构等问题进行探讨。
1 抑制剂选择
在磺酸型阳离子交换树脂等酸性催化剂的作用下,异丁烯间发生叠合反应且反应速率较快,如反应不加控制,会有大量副反应产物生成。表1反映了在不同进料和操作条件下某装置异丁烯转化率及叠合油组成情况[3-4]。
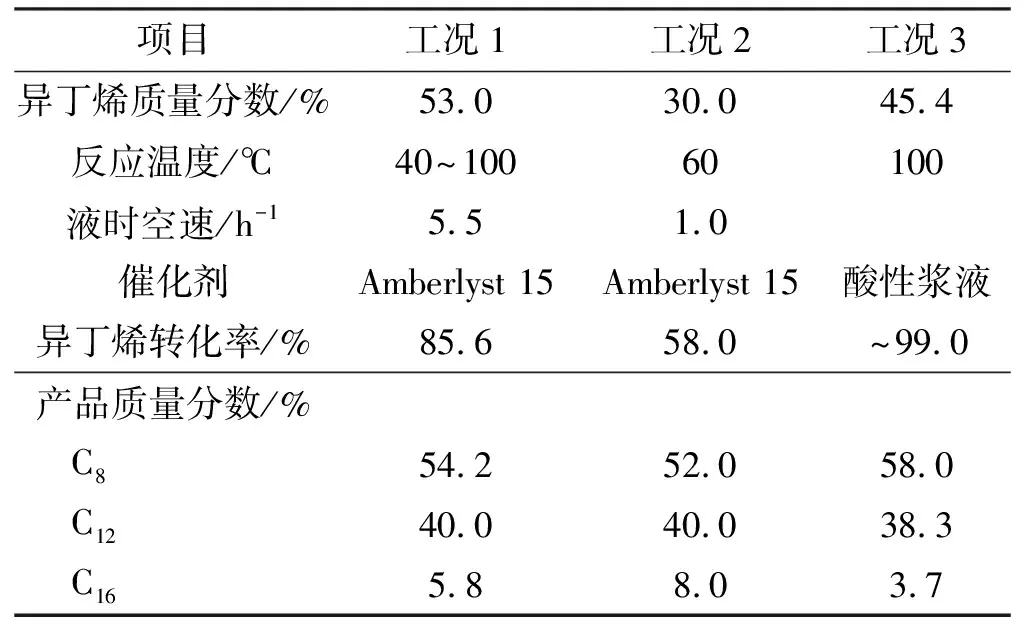
表1 不同进料和操作条件下异丁烯转化率及产品组成
由表1可知,在不加控制的情况下,叠合油产品中三聚物、四聚物质量分数分别高达38.3%~40.0%、3.7%~8.0%。三聚物的沸点一般在170~180 ℃,已处于汽油馏程末端,四聚物的沸点为230~250 ℃,已超出汽油馏程范围。因此,在叠合反应过程中应尽量抑制多聚物生成,以避免多聚物含量过高时会造成产品质量下降或不合格[5-7]。
在原料中加入甲醇、乙醇、异丙醇、叔丁醇(TBA)等极性组分,可有效地降低多聚物的生成。醇类的极性很强,易吸附在催化剂的活性中心上,与磺酸基团进行以下反应:
(1)

以乙醇作为抑制剂为例,在Amberlyst 35阳离子交换树脂催化剂的作用下,异丁烯叠合反应产物组成与醇烯比(物质的量比,下同)之间的关系见图1[3]。
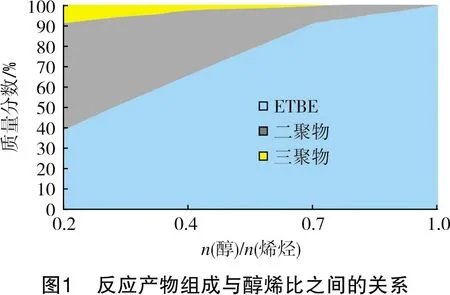
由图1可见,随着醇烯比的增大,产品中叠合物质量分数不断下降,当醇烯比为1.0时,叠合物的质量分数几乎降为0。
当采用小分子醇如甲醇、乙醇做抑制剂时,醇烯比一般在0.2~0.6之间,在该亚化学计量比条件下,反应产物主要为2,4,4-三甲基-戊烯和MTBE或ETBE的混合物;当采用大分子醇如异丙醇、仲丁醇等做抑制剂时,其与异丁烯进行醚化反应的活性较低,热力学平衡转化率较低,醚化反应所消耗的醇相应减少,即使在醇烯比低至0.05的情况下,也会有足够的醇吸附在催化剂的活性中心上,使反应保持较高的二聚选择性;当选择叔基醇(如TBA)做抑制剂时,由于空间位阻的原因,使其不能与异丁烯发生醚化反应,从而使最终反应产物中不含醚类含氧化合物。
目前,主要的异丁烯选择性叠合工艺及所采用的催化剂和抑制剂类型见表2[8-11]。

表2 主要异丁烯选择性叠合工艺及所采用的催化剂和抑制剂
由表2可见:大多数工艺采用酸性离子交换树脂催化剂,只有Axens公司的Selectopol工艺采用酸性硅铝催化剂且在反应物料中不添加抑制剂,另外,InAlk工艺除酸性离子交换树脂外也可选用固体磷酸做催化剂;在CDTECH及Snamprogetti公司联合开发的CDIsother工艺中,抑制剂除采用TBA外,还可以选用甲醇,而其他工艺均选用TBA做抑制剂来控制叠合反应的转化率和选择性。
采用TBA做抑制剂的主要优点有:①反应生成的叠合油中不含醚等氧化物,满足GB 22030-2017等标准规定的除乙醇外其他有机含氧化合物质量分数不大于0.5%且不得人为加入的指标要求,可用作车用乙醇汽油调合组分油;②抑制剂用量少,TBA与混合C4原料中异丁烯的物质的量比为(0.01~0.08)∶1时,可满足转化率和选择性的要求[4,12];③异丁烯、水还会发生水合反应生成TBA,该反应为可逆反应,当因剩余C4或叠合油产品出装置携带出TBA等原因造成反应系统中TBA损失时,可通过补水的方式来维持整个反应系统循环的TBA含量不变。TBA作为抑制剂已在国内工业实验装置获得成功应用,效果良好[13],故建议优先选用TBA做异丁烯选择性叠合的抑制剂。
采用TBA作抑制剂的缺点是叔丁醇与反应产物二异丁烯存在共沸,如该共沸物直接循环至反应部分,由于共沸物中含有大量的二异丁烯,过多的二异丁烯就会与原料中异丁烯反应生成多聚物,造成产品辛烷值下降、产品干点超标,故应将叔丁醇从二异丁烯与叔丁醇的共沸物中分离出去。分离共沸物的方法有多种,其中变压精馏就是一种有效的方法。采用大型化工流程模拟软件Aspen Plus的UNIFAC物性模型,对不同操作压力下二异丁烯(以2,4,4-三甲基戊烯为代表)与叔丁醇共沸物的共沸组成及共沸温度进行了计算,结果见表3。
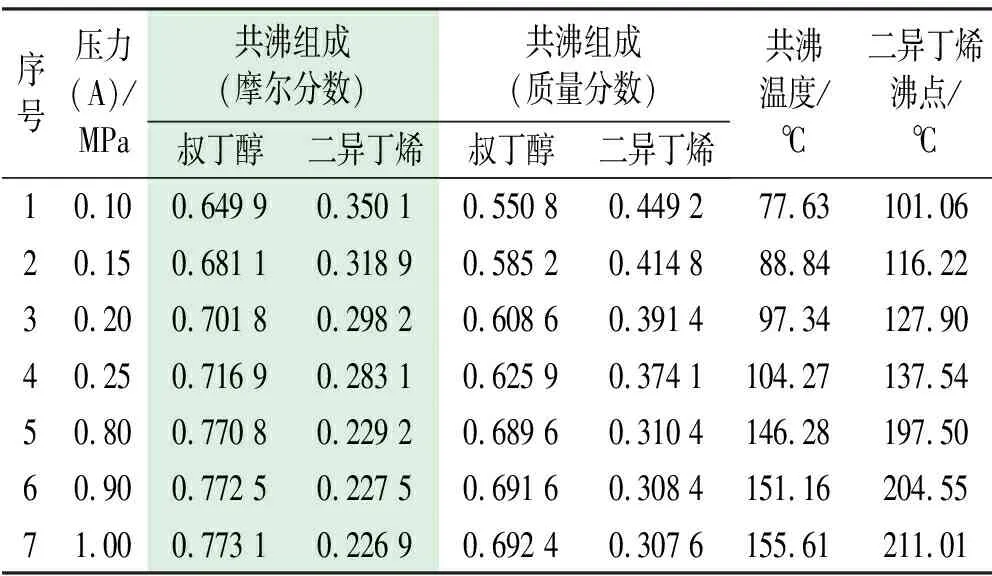
表3 不同压力下叔丁醇与二异丁烯共沸物的共沸组成及共沸温度
由表3可见,以2,4,4-三甲基戊烯为代表的二异丁烯与叔丁醇共沸体系对压力较敏感,因而采用变压精馏方法将叔丁醇从叠合油中分离出来,这在理论上是完全可行的。
图2所示为对二异丁烯与叔丁醇共沸体系进行分离的流程示意图。新鲜进料F与低压塔(塔2)塔顶循环物流D2混合后作为高压塔(塔1)的进料F1,由于塔1操作压力提高,共沸物中叔丁醇的共沸组成相应提高,因而可从塔1塔釜得到纯度很高的二异丁烯,同时塔顶得到接近P1压力条件下共沸组成的物流D1,D1降压至P2后作为低压塔(塔2)的进料F2。由于塔2操作压力降低,共沸物中叔丁醇的共沸组成相应降低,因而在塔2塔底可得到纯度很高的叔丁醇,同时塔顶得到接近P2压力条件下共沸组成的物流D2,D2升压后返回塔1作为塔1进料。经过上述步骤后,可将共沸物分离成纯度很高的二异丁烯和叔丁醇。
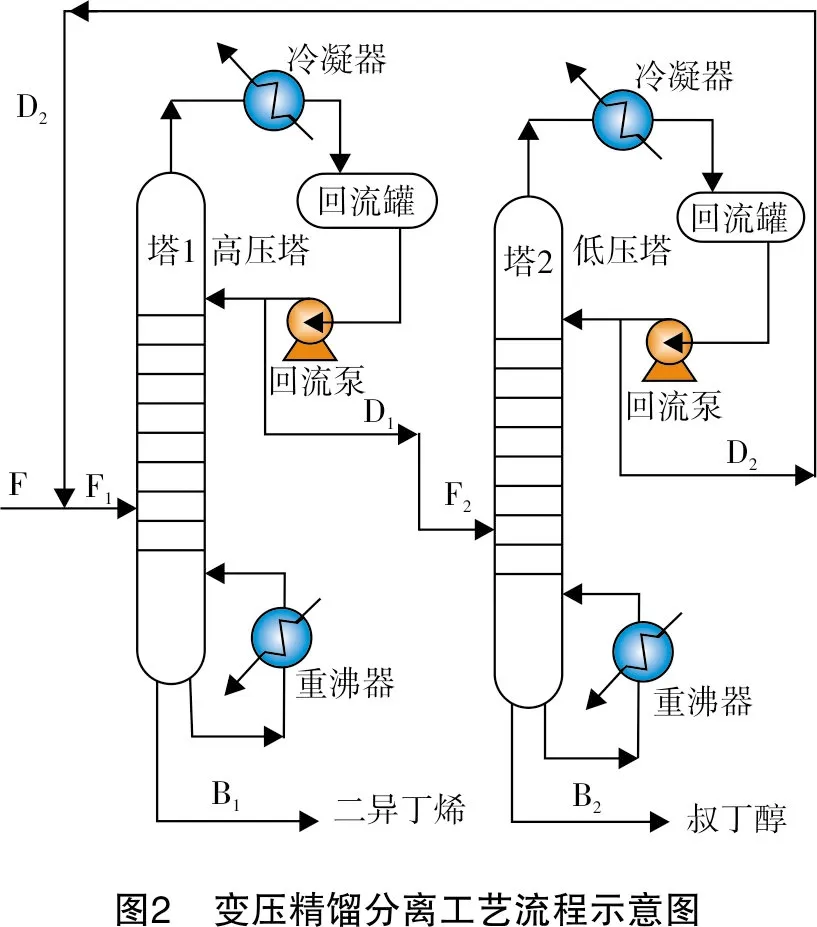
假定塔1和塔2的操作压力分别为0.8 MPa和0.1 MPa,根据上述操作原理,来自催化蒸馏塔塔底的叠合油与叔丁醇的混合物,经催化蒸馏塔塔底泵升压后送入塔1,在塔1塔底可得到叔丁醇质量分数小于100 mg/kg、主要成分为二异丁烯的叠合油产品;在塔1塔顶得到叔丁醇摩尔分数为77.08%的二异丁烯与叔丁醇的共沸物,经回流泵升压后一部分作为回流,另一部分经降压后作为塔2进料。由于压力的改变,塔2共沸物中叔丁醇的摩尔分数由77.08%降至64.99%,从而可在塔2塔底得到摩尔分数大于99.99%的叔丁醇,这部分叔丁醇基本不含二异丁烯,可再循环至反应部分继续作为叠合反应的抑制剂;在塔2塔顶得到叔丁醇摩尔分数为64.99%的二异丁烯与叔丁醇的共沸物,与来自催化蒸馏塔塔底的物流混合后作为塔1的进料。
2 反应器温升及控制
异丁烯与甲醇进行醚化反应生成MTBE的反应热为-39.7 kJ/mol,而异丁烯二聚生成异辛烯的反应热为-82.8 kJ/mol,后者约为前者的2倍,叠合反应比醚化反应更易因较强的反应放热造成催化剂床层超温,导致催化剂高温失活。某典型的异丁烯叠合装置以FCC混合C4为原料,处理量为10 t/h,反应器入口温度和入口压力分别为55 ℃和2 200 kPa。反应产物为2,4,4-三甲基-戊烯,异丁烯转化率为95%。同样采用Aspen Plus的UNIFAC物性模型计算的反应热和反应器床层温升随进料中异丁烯含量变化的情况见表4。
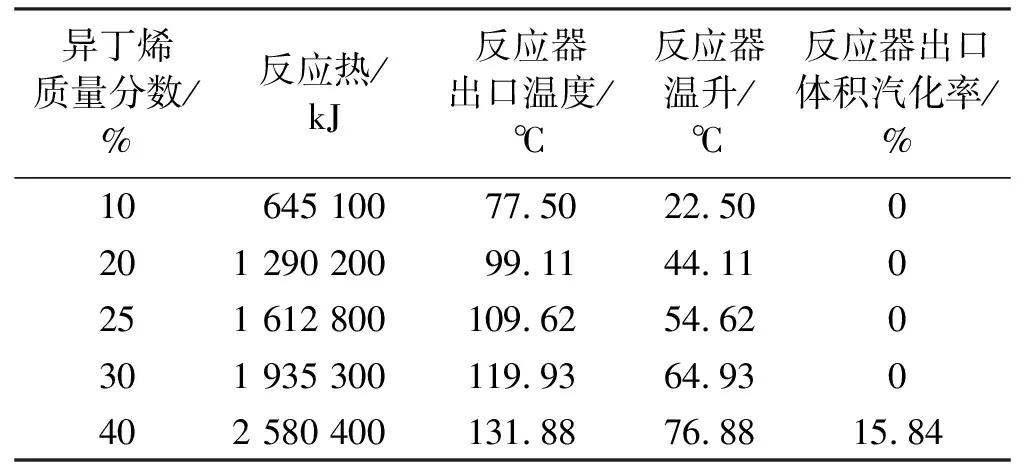
表4 反应热和反应器温升随异丁烯含量变化的情况
由表4可见,随着混合C4原料中异丁烯含量不断增加,反应热和反应器温升相应增加,当异丁烯质量分数分别为20%、25%、30%、40%时,反应器温升分别为44.11 ℃、54.62 ℃、64.93 ℃、76.88 ℃,反应器出口温度分别为99.11 ℃、109.62 ℃、119.93 ℃、131.88 ℃。由于酸性阳离子交换树脂催化剂在温度超过120 ℃时,因聚合链断裂而引起的催化剂失活相当严重,故国内D-005、D-006、QRE-01及其等同的叠合催化剂最高耐热温度均为120 ℃。上述109.62 ℃接近催化剂的最高耐热温度,是反应器可不采取任何降温措施进行操作的极限温度;119.93 ℃已达到催化剂的最高耐热温度,此时必须采取一定的措施来降低反应器的温升,以防止催化剂失活;131.88 ℃已超过催化剂最高耐热温度,且此时已有体积分数为15.84%的液体反应物料汽化,用以吸收反应放出的热量并维持床层温度基本不变。一般而言,当异丁烯质量分数为20%时,反应器的温升较小,可不考虑采取外部循环等措施来降低反应器温升,当异丁烯质量分数大于25%时,就需要采用一定的措施以控制反应器温升,当异丁烯质量分数介于20%和25%时,应根据原料组成、产品性质要求、催化剂性能等实际条件确定反应器是否采取控温措施。文献[14]所述当异丁烯质量分数不大于30%时,不需要采取措施控制反应器温升,此观点是不符合实际情况的。
控制反应器温升的方法有多种,其中最常用的是外部循环冷却方法,该方法将部分反应后的物料经外部冷却器冷却后再循环回反应器内[15],缺点是循环的反应产物中含大量二聚物,导致反应物料的返混,相应地增加了二聚物与异丁烯反应生成三聚物、三聚物再与异丁烯反应生成四聚物等副反应产物的产量,使产品质量降低;文献[16]公布了一种利用混合C4生产二异丁烯的方法,该方法的特征在于混合C4中的异丁烯、正丁烯等烯烃在装有催化剂的固定床反应器中和催化蒸馏塔中发生聚合反应,聚合产品组成中主要是二异丁烯以及异丁烯与正丁烯的共聚物等,聚合后剩余C4在催化蒸馏塔塔顶馏出,其中一部分作为产品出装置,另一部分循环回反应器以稀释进料中异丁烯浓度,并取走反应热,该方法尽管采用剩余C4循环取走反应器内反应热,克服了上述用反应产物循环造成三聚物、四聚物含量高的弊病,但由于循环的剩余C4中含有大量1-丁烯,又会造成异丁烯与1-丁烯叠合生成的2,5-二甲基己烯、5,5-二甲基己烯等副反应产物增多,这些副反应产物辛烷值较低,在很大程度上降低了叠合反应产物的质量。
采用列管式反应器可避免上述缺陷,该反应器结构如图3所示[17]。

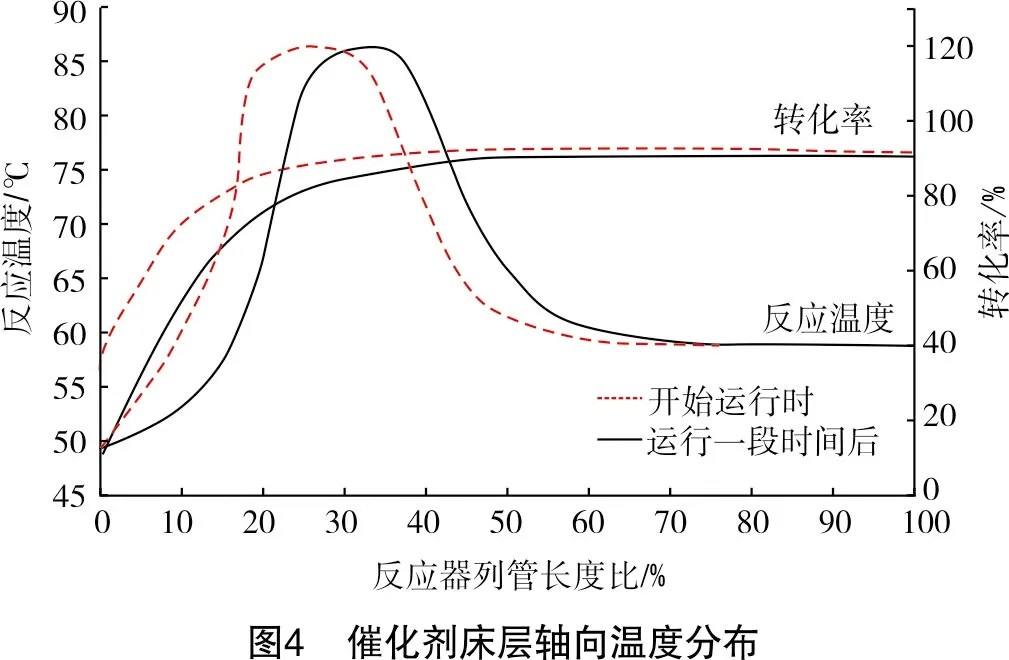
列管式反应器类似于列管式冷却器,管程装催化剂,含异丁烯的混合C4走管程,在催化剂的作用下发生叠合反应并放出热量。壳程介质一般为循环水,用于移走反应热。某叠合反应器反应温度及转化率沿反应器列管长度变化情况如图4所示,该反应器轴向温度分布范围较宽,初始阶段床层温度最高点可设计在距入口端1/3处附近,随着催化剂活性的下降,温度最高点逐渐上移,当移到入口约3/4高度时,催化剂的活性不能满足设计要求,需考虑更换催化剂[18]。列管式反应器的优点:①与外循环型反应器相比使用催化剂量较少;②在上升流体的作用下,列管内催化剂颗粒有不规则的自转和轻微扰动,整个床层压降较小;③整个反应器的温度分布比较均匀,可以控制催化剂床层在比较适宜的温度范围内操作,有利于抑制三聚物、四聚物的生成,在优化的操作条件下,使生成的三聚物、四聚物的质量分数分别不大于10%、0.1%[19]。该反应器的缺点:①结构较复杂,反应器投资高;②催化剂装填工作量大;③反应器维护困难,一旦反应管泄漏,寻找和堵漏较困难。
另外,采用图5所示的流程也可使反应器不设置外循环取热。将图5中第一叠合反应器的反应压力控制在0.5~0.8 MPa,使叠合反应在相应压力的泡点温度下进行,反应热由反应器内混合C4在泡点温度下汽化带走。反应越多,放热越多,使反应物料汽化量越多,但床层温度基本上维持不变。由于反应物料汽化的原因,第一叠合反应器内反应物料呈气液两相状态,当该反应器内液位升高时,通过液位调节器LC,将液位控制阀开度增大;反之,则将阀开度减小,以保证反应器内液位始终比催化剂床层顶部高0.1~0.5 m。第一叠合反应器的压力由设在气相出口线上的气相压控阀控制,当反应器内压力升高时,通过压力调节器PC1将气相压控阀开度增大;反之,将气相压控阀开度减小。
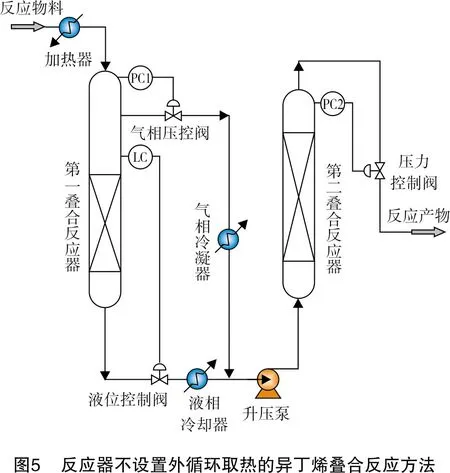
离开第一叠合反应器的气相、液相物流分别自反应器顶部、底部被气相冷凝器、液相冷却器冷凝或冷却至45~60 ℃,这两股物料进行混合后,由升压泵升压至1.6~2.1 MPa,再进入第二叠合反应器。由于原料中大部分异丁烯已在第一叠合反应器反应掉,在第二叠合反应器内异丁烯质量分数小于20%且反应压力较高,因而反应热只会造成反应物料升温而不能使其汽化。反应完成后,第二叠合反应器出口的反应产物通过压力调节器PC2进入后续的分馏部分。
另一种有效控制反应器温升的方法,是在异丁烯含量较高的原料中加入惰性组分如重整石脑油、加氢裂化石脑油、异辛烷等。这些惰性组分的加入稀释了叠合反应器进料中异丁烯浓度,缓和了反应强度,降低了反应器温升。该惰性组分性质稳定,不与异丁烯等发生反应生成副反应产物,避免了上述循环的二聚物等反应产物经外部冷却取走反应热再返回反应器时所造成的三聚物、四聚物等副反应产物增多问题,也避免了采用分离后的剩余C4返回反应器入口所造成的2,5-二甲基己烯、5,5-二甲基己烯等副反应产物增多问题,使反应生成的产品质量明显提升。
3 催化蒸馏改为侧反应器-精馏塔集成结构
如图6所示,利用催化蒸馏技术生产叠合油的典型工艺过程为:混合C4与抑制剂等原料先进入2台串联的叠合反应器内进行初步反应,其反应产物再进入催化蒸馏塔内,在分离作用下,叠合物作为重组分从塔底排出;C4组分向塔的上部移动,进入反应段边反应边分离。与常规工艺相比,催化蒸馏工艺的主要优点是:

(1)将异丁烯叠合反应热直接用于分离过程,提高能量利用率。
(2)在塔内组成相同的情况下,反应温度仅与催化蒸馏塔操作压力有关,反应段没有明显的热点,不需要冷却设备。
(3)在分离作用下,使有害物质不能进入催化剂床层,从而可以延长催化剂寿命。
(4)使目的产物二聚物及时离开反应区,降低了三聚物、四聚物等副反应产物的生成,提高了目的产物的选择性。
基于以上原因,异丁烯叠合工艺应优先选用催化蒸馏工艺。但催化蒸馏工艺同时存在以下缺点:
(1)同时受到反应条件、分离条件等多方面约束,限制了其更广泛的应用。
(2)催化蒸馏塔结构复杂,装剂和卸剂困难。
(3)催化蒸馏塔内装有大量的催化剂,造成塔高增加,使塔体承受的风荷载大幅度增加,当塔高超过70 m时,为降低风荷载,一般将其分为上塔和下塔两个部分,导致设备投资和占地面积增加。
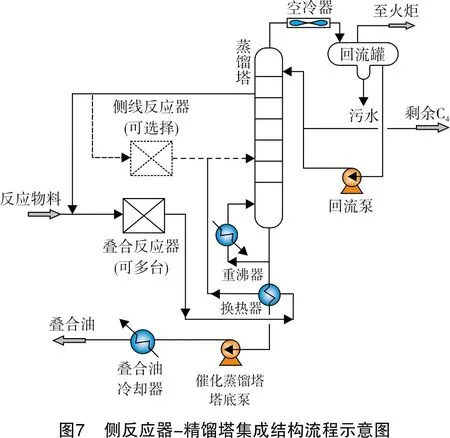
为了克服上述缺点并保持催化蒸馏工艺的优点,Jakobson等学者纷纷提出一种新型的侧反应器-精馏塔集成结构(side-reactor column configuration, SRC)[20-23],该结构自蒸馏塔侧线抽出一股或多股液体送至或分别送至1台或多台串联反应器中进行反应,反应产物再送至蒸馏塔内。如图7所示,SRC反应器台数可根据需要选用1台或多台,反应后的产物进入蒸馏塔,从塔底分离出叠合物,从塔顶分出剩余C4及微量的C3等轻组分,从靠近塔顶位置侧线抽出大部分未反应的混合C4,这部分混合C4再循环至叠合反应器或循环至新增的侧线反应器进一步反应,反应产物再返回蒸馏塔进行叠合物与轻组分的分离。
在SRC结构中,反应器可采用管式、膨胀床、混相床等。与催化蒸馏相比,该结构中催化剂用量更容易分配,且反应条件也不受蒸馏要求的限制,可以对反应与分离的温度、压力进行单独设定;反应不在塔内进行,避免塔内部构件的复杂设计或使用昂贵的催化剂模块,使得塔的结构大为简化,制造和安装费用下降;反应器在塔外更易对催化剂装填和卸料,方便施工、开工和停工操作。
在进料条件和催化剂总量相同的情况下,文献[24]对催化蒸馏及侧反应器-精馏塔集成结构的二聚物转化率随回流比变化的情况进行了比较,如图8所示。

在图8中,绝热侧反应器是指对进反应器入口的塔侧线抽出物流不做任何处理,其温度与抽出板温度相同,且反应器为绝热反应器;优化侧反应器是指串联的反应器进料通常采用温度或其他方式控制,以使每台反应器获得最佳产率;对于侧反应器,回流比是指侧线抽出量与塔顶回流量之和与塔顶产品的比值。从图8中可以看出,绝热侧反应器只有在高回流比情况下比催化蒸馏的性能差,这是由于在高回流比下,通过反应器的物料流量较大,反应器温升较小,导致反应速率降低造成的。优化侧反应器仅在回流比为4.8时与催化蒸馏塔性能相同,在其他回流比下,二聚物产率全面优于催化蒸馏塔。
总之,侧反应器-精馏塔集成结构既保持了催化蒸馏流程短、设备少、能量利用率高的优点,又避免了催化蒸馏塔的复杂结构设计,提高了精馏操作的稳定性和适应性。该技术的关键在于如何确定侧线抽出位置、抽出量及侧反应器台数、侧反应器温控方式等。一种可供选择的方案是将图7中侧线抽出位置选择在蒸馏塔塔顶,馏出的剩余C4经回流泵升压后部分作为产品送出装置,另一部分流量为塔顶产品量的2~6倍,送至1~3台串联的侧反应器作为进料,异丁烯在侧反应器内进一步进行叠合反应,反应产物再返回蒸馏塔进行轻、重组分分离;另一种可供选择的方案是将图7中剩余C4全部送入侧反应器中进行叠合反应,反应产物再进入1台新设的产品分离塔进行轻、重组分分离,Axens公司的Selectopol工艺曾采用该方案。上述两种方案不但增加了装置操作的灵活性,而且不再使用昂贵的催化剂模块,使整个催化剂费用降低50%以上,因而都是可行的和值得推广的。
迄今为止,国内对异丁烯叠合侧反应器-精馏塔集成结构研究甚少,建议进一步加强对该技术的研究和开发,使其尽快应用于国内工业化装置中。
4 结语
目前,国内主要有2套由原MTBE装置改造的异丁烯叠合工业(实验)装置投产成功。2018年初,中国石化石油化工科学研究院与石家庄炼化分公司合作开展异丁烯选择性叠合试验,将MTBE装置改造为选择性叠合装置,装置C4进料量为15 t/h,叠合油设计年产量为13 000 t,装置改造完成后一次性投料试车成功,连续稳定运行3个月以上[7];另外,由中石油华东设计院有限公司与丹东明珠特种树脂有限公司等合作开展的6 000 t/a异丁烯叠合工业示范装置于2019年4月一次开车成功,运行稳定后,根据分析化验结果计算出异丁烯转化率在90%以上,C8选择性在90%以上,产品组成及馏程相对稳定。异丁烯选择性叠合技术的关键是在保持较高的异丁烯转化率下仍具有较高的二异丁烯选择性以及二异丁烯与TBA共沸物的分离等方面。与国外先进技术如NExOCTANE、InAlk等相比,国内技术仍处于起步阶段,加速对该技术的研究与开发,为我国C4资源的综合利用提供一条可供选择的技术路线,无疑具有重要的意义。
猜你喜欢
——李红,安明哲,苟梓希.CN 114180719A
工业水处理(2022年4期)2023-01-16
昆钢科技(2022年4期)2022-12-30
防爆电机(2022年4期)2022-08-17
防爆电机(2022年4期)2022-08-17
电机与控制应用(2022年4期)2022-06-27
节能与环保(2022年4期)2022-06-02
科学家(2022年3期)2022-04-11
化工管理(2021年23期)2021-08-25
中国特种设备安全(2019年7期)2019-09-10
电子制作(2018年2期)2018-04-18
