铜电解液间接自净化新工艺探索
2021-06-14 08:30唐文忠
世界有色金属 2021年6期
唐文忠
(铜陵有色金属集团控股有限公司金冠铜业分公司,安徽 铜陵 244000)
关键字:铜电解液浓缩结晶母液;净化剂;As/Sb摩尔比 ;反应时间;静置时间;再生
金冠铜业电解车间设计年产能40万吨,采用PC电解法,净液系统配套40万吨产能设计,采用净液脱杂新流程:平行流一段生产标准阴极铜-真空浓缩结晶-结晶母液二段平行进液产出黑铜粉。自2013年投产以来,电解系统分别在2013年、2017年两次由于电解液杂质Bi元素超出控制上限,导致电解生产系统波动,并影响生产。分析主要原因是,铜精矿原料杂质元素超标,造成阳极板中元素远远超出设计值,而净液系统能力有限,进而导致电解液杂质元素无法脱除平衡,杂质浓度超出电解控制标准,造成电解系统波动,影响电铜质量[1]。随着电铜产量的增大,炼铜原料越来越复杂,现有的铜电解液净化技术难以有效控制电解液中杂质砷、锑、铋的浓度,杂质浓度达到或超过设计值的情况时有发生,阴极铜质量受到严重威胁,同时传统净化工艺生产成本巨大,按照年产40万吨,脱杂量与设计相当。仅脱杂系统年生产成本投入超过800万以上,其中消耗电力超过500万度,材料消耗(铅阳极占大部分)超过250万元,人工、维护成本超过100万元,另外产生的黑铜粉全部回熔炼炉(成本待核),而且部分杂质在整个冶炼系统死循环;脱杂过程控制略有不妥就可能有剧毒砷化氢气体产生[2]。因此研究和开发铜电解液净化新工艺势在必行。
1 试验原料及试剂
项目试验根据试验需要,采用金冠铜业一次脱铜终液和浓缩结晶母液作为本项目试验原料。其具体成分下表1。

表1 浓缩结晶母液
2 试验机理及方案
2.1 研究机理
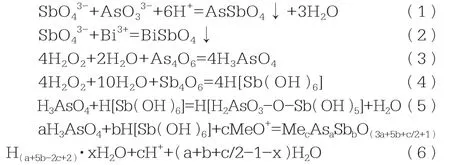
经研究发现,锑的高价氧化物对铜电解液中砷锑铋具有良好的选择吸附性。锑的这一特性被认为是Sb(Ⅴ)与电解液中的Me(Ш)(Me为As、Sb、Bi)形成了溶解度很小的锑酸盐。提高阳极铜中Sb与As、Bi的相对含量,可增大电解过程As、Sb、Bi进入阳极泥的比例。同时As(Ⅴ)与Sb(Ⅴ)可形成一系列不同组成和结构的砷锑酸(H2[AsO(OH)2-O-Sb(OH)4-O-Sb(OH)4-O-AsO(OH)2])。砷锑酸可与As(Ш)、Sb(Ш)、Bi(Ш)等进一步反应生产即使在酸性溶液中溶解度也很小的砷锑酸盐[3]。具体的反应如下:
2.2 试验方案
2.2.1 铜电解液浓缩结晶母液间接自净化试验方案
项目试验以金冠铜业双闪电解车间浓缩结晶母液为原料,采用一种特制的锑的氧化物加入铜电解液浓缩结晶母液或者净化原液浓缩结晶母液中,在一定的As/Sb摩尔比、反应温度及反应时间等试验条件下,在搪瓷反应釜内反应一段时间后,促使杂质As、Sb、Bi沉淀析出,反应结束后,过滤,得到净化后液及净化渣,净化后液返回电解,净化渣用化学试剂进行再生后返回自净化工序循环使用。试验研究内容包括反应时间、As/Sb摩尔比、静置时间等。
2.2.2 净化剂再生及再生试剂净化试验方案
将收集的净化渣加水搅拌混匀、过滤、取样分析As、Sb、Bi的含量,然后按固液比1:8-12先加水搅拌,再加碳酸钠或氢氧化钠维持溶液pH在8-9之间,50-70℃反应2小时,过滤、洗涤,取样分析渣样和液样中As、Sb、Bi的含量,计算砷与铋的解析率,所得再生净化剂返回间接自净化工序循环使用。
2.3 自净化效果参数计算
根据净化前后,电解液中的杂质金属的总量(g)的比值,计算电解液自净化脱杂率。

3 试验结果与讨论
3.1 含Sb净化剂主要成分变化对电解液自净化效果的影响
项目试验采用净化剂含Sb的成分分别为70.06%、67.55%、60.11%、58.09%等不同规格的净化剂。考察含Sb量不同的净化剂对铜电解液自净化效果的影响。
自净化的试验条件为:As/Sb摩尔比为0.8,反应为温度80℃,反应时间为t≧3h,静置时间t≧4h,机械搅拌。
从下图1的试验结果可以看出,随着净化剂主要成分Sb的含量的增加,铜电解液浓缩结晶母液的自净化效果越来越低,结合项目试验的机理可以得出以下结论,在一定的试验时间内,含Sb越低,自净化效果越好。因此项目试验将净化剂含Sb定为58.09%。
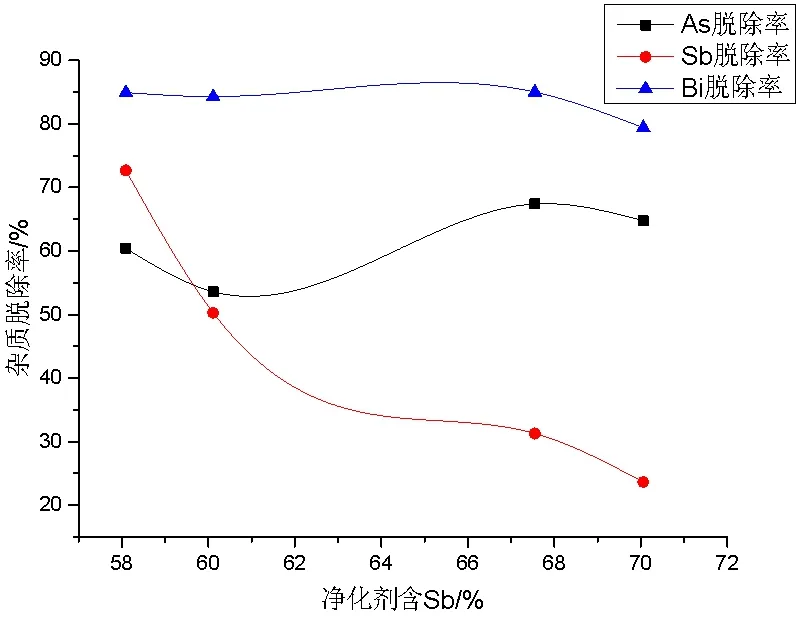
图1 净化剂中含Sb量对杂质脱除率影响
3.2 As/Sb摩尔比对间接自净化效果的影响
自净化试验参数为:反应时间为3.0h,反应温度T≧70℃,原料电解液中的Sb含量为0.4-2.5g/L之间,静置时间T≧4h,机械搅拌。项目试验取As/Sb摩尔比1:0.7、1:0.8、1:0.9四个不同梯度,考察不同梯度As/Sb摩尔比对电解液自净化效果的影响。
从图2中可以看出,采用含Sb为58.09%的净化剂,其采用不同的As/Sb摩尔比,杂质金属As、Sb、Bi的脱除率呈不同变化趋势,从图中曲线的走势可以看出,当As/Sb摩尔比为1/0.7时,其杂质金属As、Sb、Bi的脱除率最佳。因此将As/Sb摩尔比定为1/0.7。
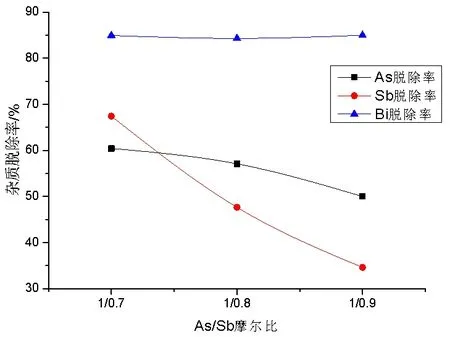
图2 As/Sb摩尔比对杂质脱出率影响
3.3 反应时间对间接自净化效果的影响
通过本项目试验前期的试验结果显示,反应时间是本项目试验一个重要的影响因素,反应时间的长短直接决定了本项目自净化效果。
自净化试验参数为:As/Sb(电解液中砷的摩尔数与净化剂中锑的摩尔数之比)为1:0.7,反应温度T≧70℃,原料电解液中的Sb含量为0.4-2.5g/L之间,静置时间T≧4h,机械搅拌。
从图3中曲线的走势可以看出,随着反应时间的延长,杂质金属As、Sb、Bi的脱除率也随着增加,因此采用含Sb 58.09%的净化剂,其反应时间定为t≥2h。
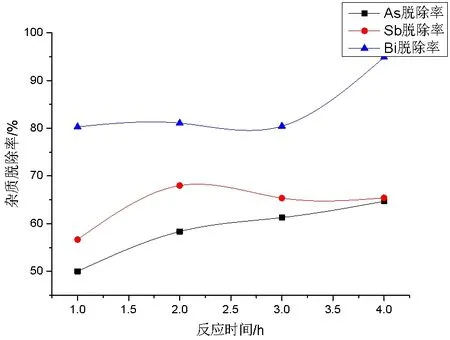
图3 反应时间对杂质脱除率的影响
3.4 静置时间对间接自净化效果的影响
根据对前期试验结果的观察,自净化试验反应结束后,立刻进行热过滤,一方面会导致自净化效果的降低,同时净化后液在静置一段时间后,在反应容器底部会出现大量的沉淀物,其中有部分沉淀物会粘附在反应容器壁上,很难清除。如在工业生产中应用,很容易导致管道堵塞。因此有必要对自净化试验的静置时间进行相关的验证试验[4]。
项目试验设定静置时间为0h、4h、6h、8h等不同梯度,考察静置时间对电解液自净化效果的影响。静置时间是本项目试验结合工业生产实践,结合本项目试验结果,建议增加的必须考虑的影响因素。从上述图4中的试验结果可以看出,随着静置时间的延长,电解液浓缩结晶母液中杂质金属As、Sb、Bi的脱除率也随着增加,从试验结果中看出,静置时间t≥4h。
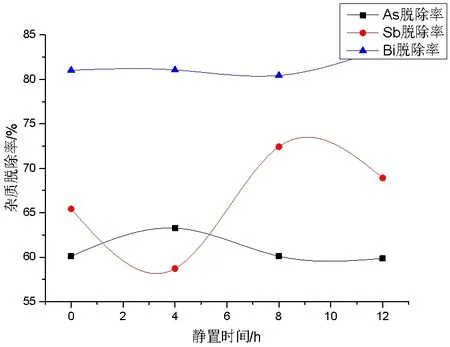
图4 静置时间对杂质脱除率的影响
3.5 净化渣再生试验研究
3.5.1 再生试验
再生实验是将收集的使用过的净化渣加水搅拌混匀、过滤、取样分析As、Sb、Bi的含量,然后按固液比1:8-12先加水搅拌,再加碳酸钠或氢氧化钠维持溶液pH在8-9之间,50-70℃反应2小时,过滤、洗涤,取样分析渣样和液样中As、Sb、Bi的含量,计算砷与铋的解析率,所得再生净化剂返回间接自净化工序循环使用。
通过再生试验,其试验所得在再生净化剂及再生后液成分见表2,通过上述的试验结果可以看出,通过再生试验,As的解析率基本达到了100%,净化剂的主要成分Sb的解析率只有1%,杂质金属Bi的解析率为40.84%。从解析结果可知,净化剂的主要成分Sb基本没有损失,且从电解液中自净化沉淀下来的Sb还有部分留在了再生净化剂中,但根据净化剂中主要成Sb的含量分析,再生后净化剂的主要成分Sb为70.76%。同时杂质金属Bi也有约60%留在了再生净化剂,而无法通过再生试验解析,从而导致再生净化剂中杂质金属的含量越来越高,从而会影响自净化试验的效果。
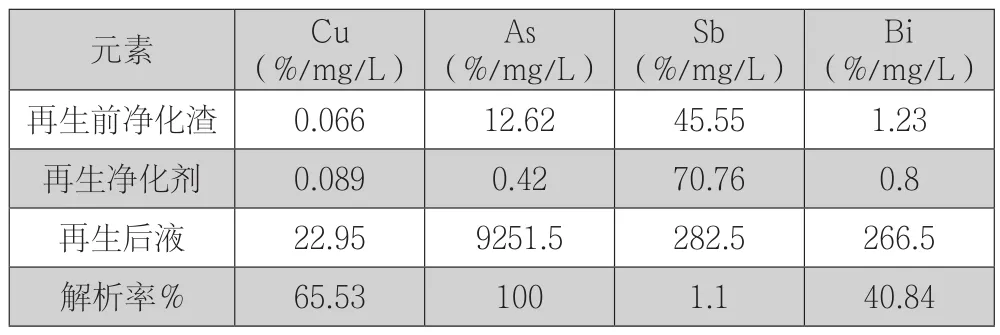
表2 净化渣、再生净化剂及再生后液成分
3.5.2 再生净化剂净化试验
从相关的试验结果来看,再生净化剂的间接自净化效果在加入一定的氧化剂条件下,铜电解液浓缩结晶母液中杂质金属As的脱除率在65%左右,Bi脱除率75%左右,Sb的脱除率在30%左右。从相关的再生净化剂的成分分析结果可以看出,再生后净化剂主要是以Sb的含量为70.76%,这与初始使用的净化剂成分含Sb58.09%相差较大。因此在使用再生净化剂进行自净化试验过程,为提高再生净化剂除杂质金属As、Bi的能力,可在再生净化剂自净化过程中加入适量的氧化剂及采用空气与机械混合搅拌的方式。
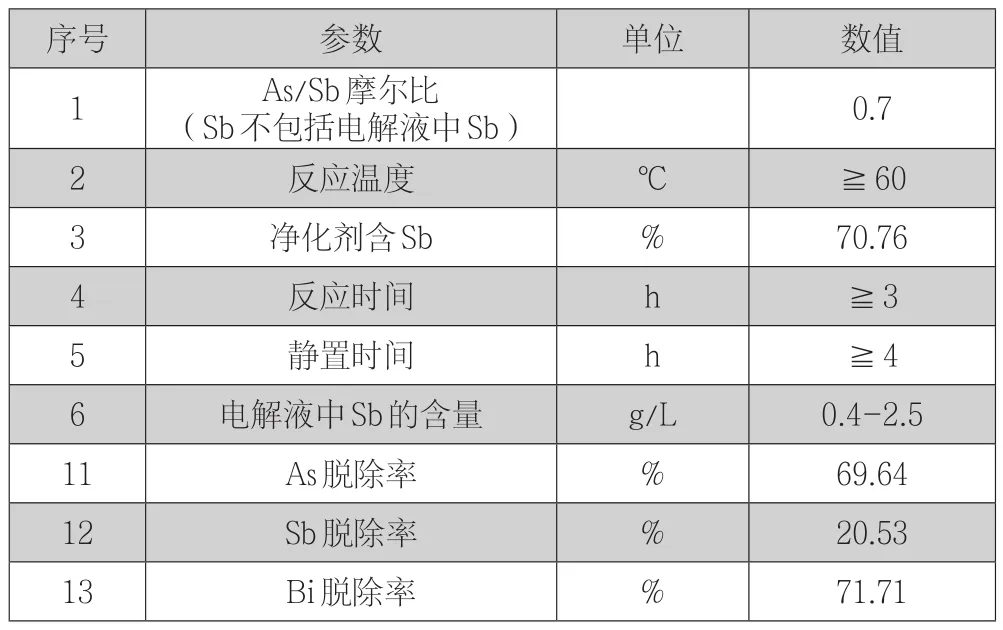
表3 再生净化剂净化试验结果
4 结论
综合上述试验结果可以得出以下结论:
(1)从上述试验结果可以看出,在间接自净化过程中,需要设置静置时间,且t≥4h。避免自净化过程中产生沉淀物可能堵塞管道及影响生产设备正常运行。
(2)净化剂再生过程中杂质金属Bi及电解液中净化出来的Sb都会有部分留在再生净化剂中,从而导致了杂质金属在再生净化剂中不断累积,从而降低了再生净化剂的自净化效果。
(3)本项目技术方法采用的是化学沉淀法,其反应时间及静置时间大于目前工业上较为成熟的两段脱杂净化工艺;
(4)采用本项目技术会产生大量的废水及废渣,特别是含As、Sb、Bi、Cu、Na等杂质金属的废水,需进一步处理;
同时采用本项目技术不利于铜电解液中有价金属Ni的回收,如采用本项目技术替代现有电解液净化二次脱铜脱杂工序,那么现有镍回收工艺将不适用,需采用全新的镍回收工艺,因此需要结合金冠铜业现有生产实际情况,完善本试验工艺流程,使其符合目前工业生产需要[5]。
猜你喜欢
电池(2022年4期)2022-11-07
纯碱工业(2022年3期)2022-06-16
煤气与热力(2021年4期)2021-06-09
汽车工程师(2020年10期)2020-11-03
新疆有色金属(2020年3期)2020-09-14
储能科学与技术(2020年2期)2020-04-04
石油炼制与化工(2020年2期)2020-02-20
中国校外教育(中旬)(2018年9期)2018-09-30
中国美容医学(2016年1期)2016-03-17
营销界(2015年23期)2015-02-28