
浅谈滑油冲洗试验器控制系统研制
2021-06-10 01:37:34卢森
中国设备工程 2021年10期
卢森
(中国航发贵州黎阳动力,贵州 贵阳 550016)
发动机零部件的冲洗工作,长期以来采用的是人工模式。随着现代工业的发展,自动化技术日趋成熟,以减轻劳动者的工作负担、提高工作效率为目的一些工业技术,正逐步应用到我们的生产和研制中。本装置的研制正是在时代需求下的产物。整体的机械构造上,由原来的一路人工冲洗,扩展为五路自动冲洗,并可控制摇台是否投入,机械设计由专人完成,本次工作完成的是该试验器的控制系统部分。控制系统的工作压力、温度和时间只需按照工艺要求,在触摸屏上设定好,由控制系统来保证,并自动完成清洗任务。
1 控制模式
控制系统的主构架采用:HMI+PLC+执行机构
人机界面:HMI(Human Machine Interface),采用深圳合信(Co-trust)TP10型触摸屏,使用软件MagicWorks HMI进行编程。
可编程控制器:PLC(Programmable Logic Controller),采用合信(Co-trust)CPU224+与EM235组合,使用软件MagicWorks PLC进行编程。
CPU224+为集成数字量14点输入,10点输出,1个RS485通讯/编程口,具有PPI通讯、MPI通讯和自由通讯能力。
EM235为扩展模块,提供模拟量输入输出,12位的A/D转换器。4路模拟量输入和1路模拟量输出,输入输出可以为0-10V电压或是4-20mA电流,由DIP开关设置。
合信PLC是基于西门子S7-200的产品,有自己的特点,软件除了自己的软件MagicWorks PLC,也可使用西门子STEP 7 MicroWIN。HMI与PLC通过PPI电缆完成硬件连接,在MagicWorks HMI,完成软件设置,如图1。
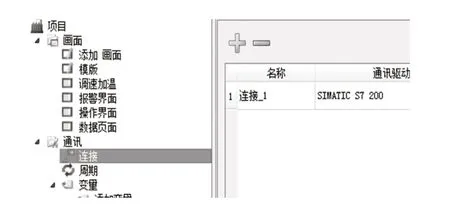
图1 HMI连接设置
2 控制过程设计
设计工作包括控制电路设计、PLC编程、HMI编程和整机调试。
2.1 电路设计
电路设计,是整个控制设计的先锋。完成控制功能是首要目的,使操作简单智能则是自动控制的高要求。
从控制方式模型的建立,重要功能器件的选择、采购周期,电器柜器件的安放,到接线端子规格和屏蔽保护等,都是需要考虑的内容。
本工程设计的电路原理图由软件AutoCAD Electrical完成,图2为其中电路示例中数字输出电路:
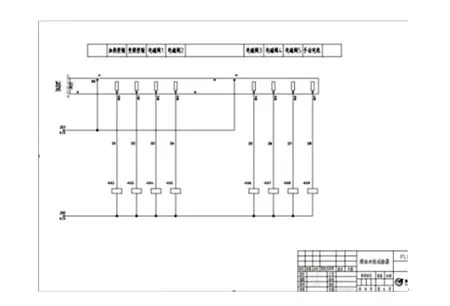
图2 数字输出电路
2.2 PLC程序编制
PLC作为整个控制的核心部分,需要做的工作很多。
完成上位机与PLC的通讯配置,连接PLC,即可开始编程工作(图3)。

图3 PLC通讯设置
通过控制程序的编写和运行,采集数字信号和模拟信号,完成外部受控对象的控制以及数据的显示。
编制的部分PLC程序如图4。
2.3 HMI程序编制
带触摸屏功能的HMI,可以节省大量的控制按钮,更重要的是,能实时显示采集的各种重要数据。根据需要,还可完成历史资料趋势显示、产生报表、警报产生与记录等诸多功能(图5)。
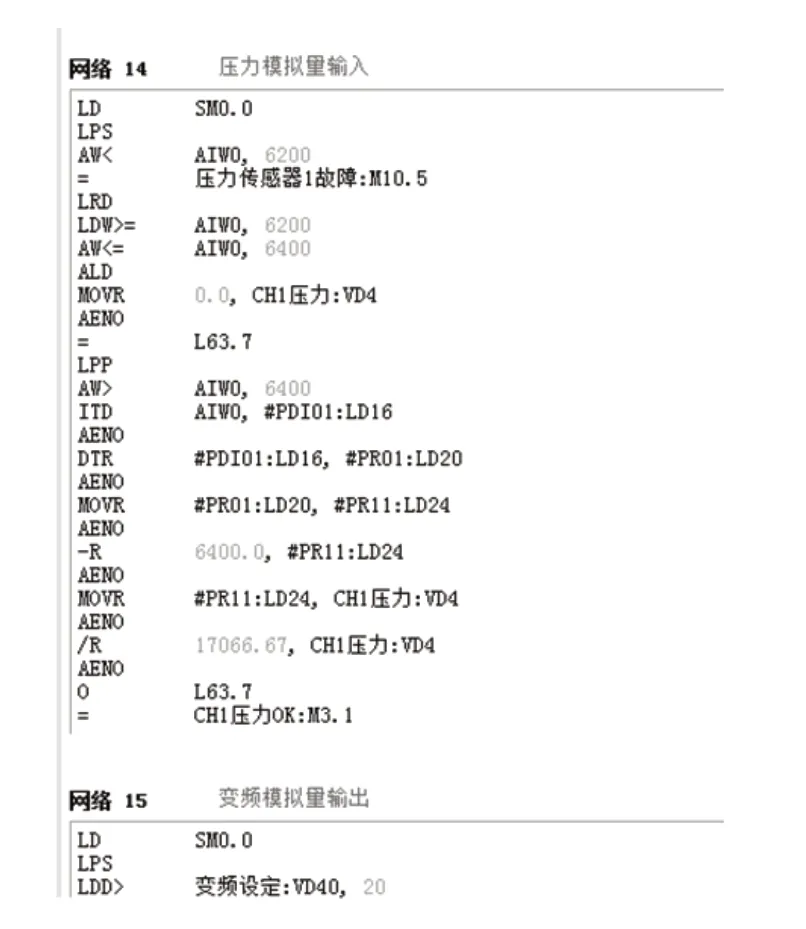
图4 部分PLC程序
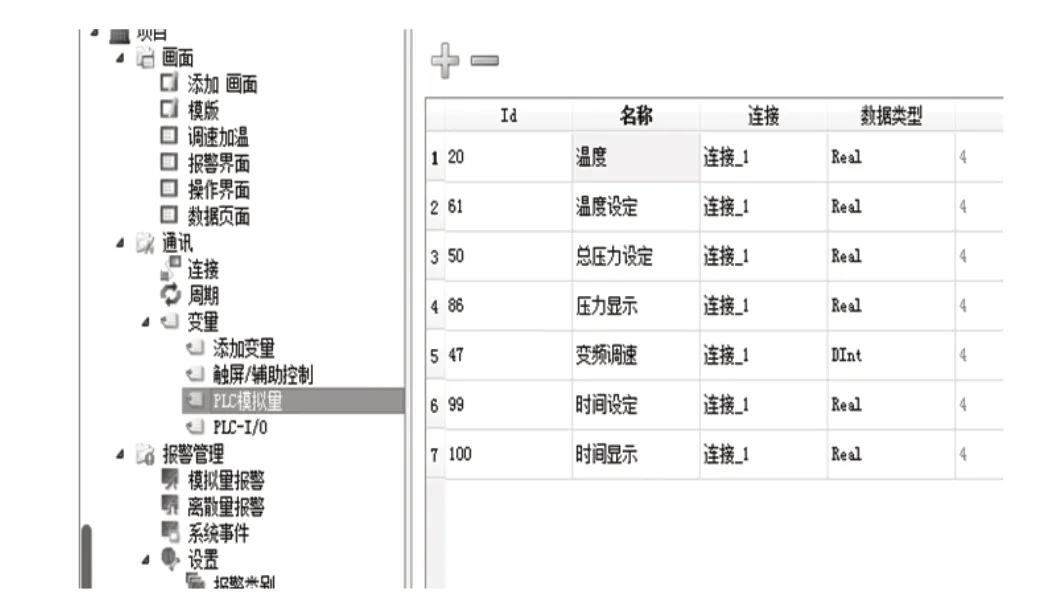
图5 HMI之模拟量设置
根据需要,本工程通过编程完成的部分功能页面示例如图6、7。

图6 操作页面
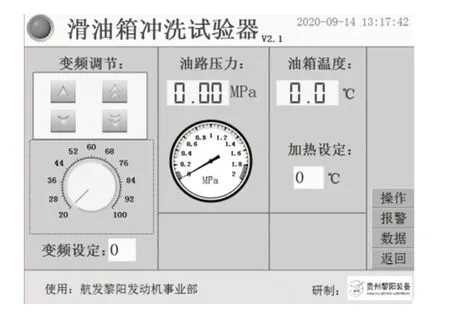
图7 设定页面
3 问题处理
调试运行中,遇到诸多意料中的问题,如压力调节、模拟量数值采集失真、现场走线等;同时也遇到一些意料之外的问题,如变频器干扰、编程和调试不能同时进行等。这些问题,通过相关技术资料和产品服务技术都得到了圆满解决。
通讯是整个工作的难点,包括上位机与HMI通讯(通讯线与软件设置);上位机与PLC的通讯(通讯线与软件设置);HMI与PLC的通讯(接口、通讯协议、通讯方式和电缆);PLC和各模拟量模块通讯及数据交换,除此,还有如下的问题。
3.1 模拟量的采集和校准
这里涉及模拟量的数模转换、数据变量的转换等大量基础性工作,更有数据校准的复杂工作。
本工程采用电流信号。A/D转换数学方程:

A0~Am对应4~20mA,D0~Dm对应6400~32000,本工程中,温度传感器(-50~100℃)和压力传感器(0~1.5Mp)的计算如下:

模拟量输出控制变频器:5~50Hz的工作频率对应变频器模拟值A0~Am:4~20mA,也对应数字值D0~Dm:6400~32000,计算式如下:

计算出的数值,控制变频器,理想与现实的差距,可以通过变频器参数的设置作成调整。
3.2 抗干扰问题
由于变频器的存在,不可避免地会发生干扰现象。在不做任何处理的情况下,人机界面甚至出现死机现象。
通过合理安排器件、设计线槽路线、加装滤波装置等,完全解决了干扰的问题。另对现场取电做了严格的三相五线制要求。
3.3 安全问题
设置用户登录界面,避免无关人员的随意操作。未获得相应权限,无法对机床进行越权操作,以此保证人员和设备的安全。
4 结语
从设备投放到使用,经过大量实践工作,现场反馈信息良好。
由于HMI+PLC的灵活配置,保证了该设备的延伸功能。如果用户需要,还可通过版本升级,来完成更多实际需要的工作。
猜你喜欢
茶叶通讯(2022年2期)2022-11-15 08:53:56
茶叶通讯(2022年3期)2022-11-11 08:43:50
机械研究与应用(2022年4期)2022-09-15 02:17:04
装备制造技术(2019年12期)2019-12-25 03:06:36
测控技术(2018年12期)2018-11-25 09:37:42
知识就是力量(2018年7期)2018-07-11 06:39:56
中国科技信息(2016年19期)2016-10-25 08:17:29
电子制作(2016年21期)2016-05-17 03:53:12
电测与仪表(2015年11期)2015-04-09 11:46:30
铁路通信信号工程技术(2014年5期)2014-02-28 16:57:49
