CTR80E轮胎式起重机钢结构检测与焊修
2021-06-06 06:43李腾龙
内燃机与配件 2021年9期


摘要:CTR80E轮胎式起重机于1988年投产使用,至今已有32年,多年以来,由于生产任务紧,东港维修作业量较大,尤其是在二、六、七、九公司开天窗大修期间,起重机的使用率非常高,能保证起重机的完好率,保证起重机在作业过程中能够有高的安全性并且能够满足环保要求,杜绝跑冒滴漏现象发生,是本次项目的关键所在,故为了提高CTR80E轮胎式起重机伸缩油缸及伸缩臂钢结构的可靠性与安全性,彻底解决油缸漏油等严重问题,采用先进的修复工艺对该设备的液压系统中伸缩油缸和伸缩臂钢结构进行修复改造和进一步完善,以达到预定的目标。
关键词:起重机;探伤;焊接
中图分类号:TH2 文献标识码:A 文章编号:1674-957X(2021)09-0135-02
1 钢结构检测
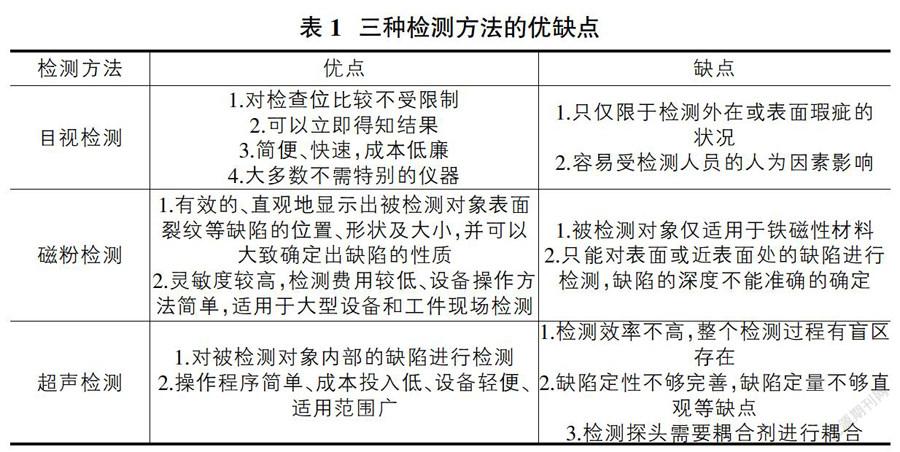
目前,对钢结构进行检测方法多种多样,常用的对起重机械的钢结构进行检测方法有目视检测、射线检测、超声检测、磁粉检测、渗透检测等。本项目结合现场维修作业条件,以及分析各种方法的优缺点,决定采用目视检测、磁粉检测和超声检测,三种方法对CTR80E轮胎式起重机主要受力部位进行检测。表1 简单分析了这三种方法的优缺点。
1.1 目视检测起重机钢结构
目视检测的功能就是给起重机械的整个结构以及功能性的零件进行性能等方面的检测。根据国家质量监督检验检疫总局的《起重机械定期检验规则》各项规定及参照制造厂家相关参数对相关的检验内容、检验要求、检验方式、以及相关的规则进行制定。具体检查内容如下:①金属结构检查。主梁、主臂、镐腿、中央回转等一些主要的受力钢结构部件未见明显形变和裂纹。主梁产生的一些变形会导致不能够正常的进行工作,不能够安全运行,如果不及时的进行维修就会被动的报废。主梁如果失去稳定性就不能够再次的进行修复,就会报废;②主要零部件检查。1)对CTR80E轮胎式起重机的钢丝绳、吊钩、齿轮、动滑轮、定滑轮、环链等零部件进行检查,判断是否有变形、磨损或者缺损的状态,检查是否已经达到疲劳极限需要报废、更换。应当对吊钩设置有效的防脱钩装置。2)不应该对吊钩进行焊补。3)钢丝绳的绳端应该具有有效的固定,如果是采用压板进行固定时,那么固定的压板数应该大于等于2个。钢丝绳的安全圈,在钢丝绳下放到极限长度后卷筒上至少还应剩余两圈钢丝绳,如果钢丝绳为多层卷绕那么安全圈应该部少于三圈。4)通过金属将接头固定,并且保证接头没有裂纹。通过目视检测法对CTR80E轮胎式起重机钢结构和主要零部件进行检测,未发现裂纹和其他不满足要求的情况。
1.2 磁粉检测起重机钢结构 目视检测只能从钢结构表面对其进行检测,受人为因素影响太大,因此,在目测检测的基础上,采用磁粉检测和超声检测。磁粉检测就是对磁粉材料磁化并对其磁化之后的磁感应强度进行检测,得出材料自身的范围值,形成相应的漏磁场,通过磁力线对磁粉在材料表面的堆积,通过宏观的反应来发现缺陷,灵敏度高,检测速度快,确定就是只适合材料表面的缺陷检测。磁粉检测的原理如图1所示。
如图1所示,铁磁性材料由于自身材料的缺陷在磁化之后引起不连续的存在,由于工件表面或者近表面的磁力线因为部分的畸变而引发漏磁场,用来吸附工件表面的磁粉,在一定的光照下就会出现可以看见的磁痕,这样可以看出不是连续性的位置、大小、形状以及痕迹的磨损程度。
①加磁粉。将磁粉均匀的分布在起重机的受力部件上,在弱气流的作用下将构件的表面多余的磁粉吹掉,这样的操作可以帮助磁痕的显示。②磁化。采用磁轭探伤仪CDX-Ш对起重机主要受力部位表面的磁粉进行磁化。探伤仪的磁极间距一般在75-200mm之间,可以进行检测的有效区域是两级连线的距离两侧各50mm之间,因此检测的部分就是被划分的若干的磁化区,各个区域之间要不小于15mm的重叠区域。对于每个区域进行两个以上防线的反复的磁化,这样的操作可以發现不同方向的裂纹。在检测的过程中,对于喷洒磁粉、钢结构表面磁化、磁痕显示的观察等都需要在通电的过程中完成,每次的通电时间在1-3秒之间。因此为了方便观察,磁粉要在最少1秒之后再停止喷洒,然后再断电。对于现场的可见光的要求也保证。③观察记录。磁痕出现之后要立马对其进行评价和观察。在观察的时候要避免受力部位有强光或者阴影出现,还要有充足的自然光或者日光灯的作用。经观察发现伸缩臂第一节臂有两处裂纹,分别位于第一节臂的首末两端。通过磁粉检测并不能确定是否是贯穿裂纹。
1.3 超声检测起重机钢结构 磁粉只能是通过对表面或者是接近表面的地方的缺陷检测,这样才能够将缺陷的形状以及大小进行显示,但缺陷的深度不能准确的确定。因此,超声检测就是要在磁粉检测的基础上进行的,可以查看裂缝的深度。选用的设备是OU1600型厚度测量仪器,主要性能参数如表2所示。
对于厚度的测量是通过OU1600超声波测厚仪进行的,超声波脉冲由探头产生经过耦合剂的作用达到被测体,其中一部分的超声信号经过物体地面的反射,反射之后的回波再由探头进行接收,这样可以精确的计算超声波的往返时间,并按照公式进行厚度值的计算并显示出结果。经测量,第一节臂首段裂纹处为3.8mm,末端裂纹处为4.0mm,起重臂标准厚度为5.0±0.1mm,因此可以判断出这两处裂纹并非贯穿断裂。
2 确定伸缩臂钢结构修复方案
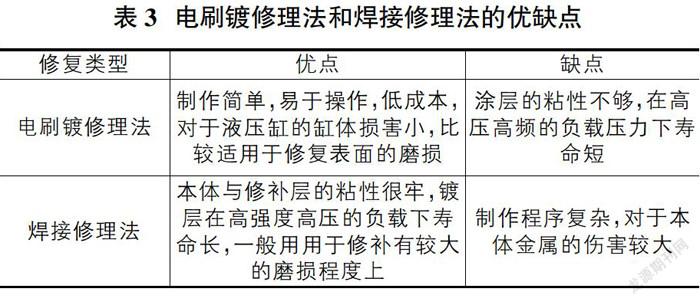
通过分析研究,一般油缸的损坏形式有摩擦副的磨损还有局部的破坏两种,如活塞和缸筒、活塞杆和密封,局部破坏如拉伤。对于本项目中伸缩油缸出现的故障属于油缸杆和密封摩擦导致油缸杆表面拉伤,决定采用电刷镀修理法;对于伸缩臂钢结构出现裂纹,决定采用焊接修理法。电刷镀修理法和焊接修理法两种修理法优缺点比较如表3所示。
2.1 焊接修理法修复伸缩臂钢结构
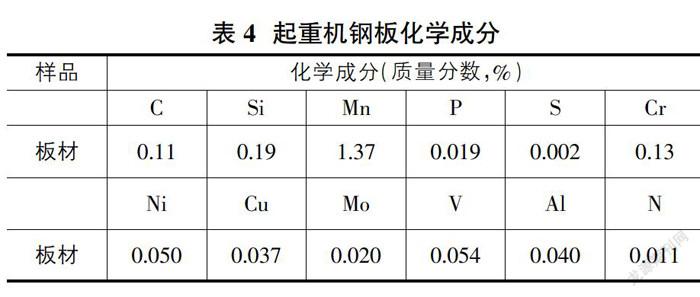
①物化性能和焊接性分析。起重机钢结构钢材的化学成份和力学性能根据GB\T4336-2002对起重机钢板化学成分进行检测分析,得出如表4所示。
为了很好地预测钢焊性,一般会用碳当量进行测算,也就是将单个的合金元素对于热的影响区硬化倾向的作用通过成碳的作用,再将其与钢中碳的质量分数相加。碳当量的公式有很多种,但是对于碳钢和低合金结构钢来说,一般国际焊接学会会选用下面的公式:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
上述的式子中每个元素符号就表示这个元素在钢中的质量分数。一般情况下,CE<0.4%时钢材的淬硬倾向不大,焊接性优良。CE在0.4%与0.6%之间的时候,钢材的淬硬倾向增大,焊接性有限,要通过预热来进行焊接,以方便控制焊接热输入等。CE>0.6%时,淬硬倾向严重,属于较难焊接的钢材,需要采取较高的预热温度和严格的工艺措施。根据上面的公式可以得知起重机钢板的碳当量为0.3846,由此可以得出母材的焊接性优良。
②焊条的选择。根据等强度的原则,根据JGJ81-2002 标准规定,通过焊条性能对比决定采用日本神钢LB-52-18型4.0mm焊条。LB-52-18一种低氢型焊条,专门用于封底的,是由日本神钢生产的。一般用在工程机械的整个施工的过程中,性能以及质量都是符合要求的。焊缝在-30℃下能够承受597N/mm2的抗拉强度。
③焊接工艺。焊接前对焊条进行加热320℃时间为1小时。结合现场实际条件,焊机选择500A交流电焊机,熔接电流采用170A。焊接前用角磨机切出一个V型坡口: 坡口角度 60°。
焊接完成后對焊缝进行80℃保温24小时。这样的操作之后对于主臂的焊接接头已经完成了应力热处理并经过大气温度的冷却,再对焊缝进行打磨。当打磨的时候发现焊接的凸起超出范围值的时候,需要通过砂轮磨光机进行处理,一直打磨到与钢板平齐,然后再进行表面的打磨,伸缩臂焊接修复完成。
2.2 装车调试
通过对伸缩油缸和伸缩臂总成的拆卸、分解、修复、组装和安装等各步骤,要通过调试来检验起重机此次修复改造的效果,经过调试及吊重试验,发现伸缩油缸无漏油现象,伸缩臂钢结构焊缝完好。
3 应用情况及改造效果
本次技术成果经过3个月的实践后,使用效果明显改善,经过修复改造后,本设备伸缩臂钢结构安全可靠,未出现伸缩油缸漏油、控制油管漏油、伸缩臂回缩或其他异常现象。
参考文献:
[1]鲁建敏.QLY50 全液压轮胎起重机液压系统分析[D].河北 燕山大学,2012.
[2]王丹奇.超声波无损检测 POD 分析在疲劳裂纹中的应用[D].山东:青岛科技大学,2020.
[3]程远禄.QY80 型汽车起重机吊臂有限元分析与模糊优化设计[D].湖南:南华大学,2019.
作者简介:李腾龙(1988-),男,河北昌黎人,工程师,工学学士,现主要从事工程机械管理与维修工作。
猜你喜欢
中国电气工程学报(2020年12期)2020-10-27
名城绘(2019年10期)2019-09-10
设计(2017年13期)2017-10-31
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31
企业文明(2016年8期)2016-05-14
智能制造(2015年8期)2015-10-15