巧用宏程序加工等牙宽变距螺纹
2021-06-06 06:41张民
内燃机与配件 2021年9期


摘要:随着当今制造业的飞速发展,现代机械加工制造在制造业领域有着重要的地位,同时也承担着越来越重的任务,在中华人民共和国第一届职业技能大赛数控车工(国赛)中再次出现变距螺纹的加工,一个国家的机械加工制造水平也体现一个国家的工业发展程度。现在制造业对产品的要求越来越高也越来越严格,尤其是在一些异形复杂零件的螺纹加工方面特别凸显其重要性。本文主要探讨在法那科系统数控车床中利用宏程序加工变距螺纹,希望能为企业和教学解决在实际生产加工中的一些技术难题,同时也能提供一些技术参考依据和经验借鉴。
关键词:数控车床加工;变距螺纹;宏程序指令
中图分类号:TG62 文献标识码:A 文章编号:1674-957X(2021)09-0113-02
0 引言
变距螺纹在一些特定的行业里的使用比较广泛,例如塑料加工机械、饲料加工机械、物料传送机械等。由于加工精度和使用要求越来越高,现在普遍的使用数控车床宏程序指令加工,而传统的普通车床加工变距螺纹加工的方法逐渐被淘汰。数控车床宏程序指令加工变距螺纹能保证加工精密度的同时,也提高了实际的生产效率,为企业节约了成本,增加了经济效益。
1 变距螺纹的概述
变距螺纹指的是螺距值不固定,沿着轴线方向逐渐变化,有等槽宽变距螺纹(如图1)和等牙宽变距螺纹(如图2)两种形式。
就普通车床加工变距方法而言,主要有兩种:其一是利用凸轮变速机构进行变速,使得普通车床加工能达到变距效果,其二则是采用手工拟合方式进行加工,但是对操作的熟练程度及技术要求非常高,这种方法难以保证加工精度和变距效果。这两种方式是在特定的历史条件产生,从而被推广使用,目前这两种方法已经无法满足现代加工任务了。笔者以法那科系统的数控车床为例,技术操作人员可利用系统变距螺纹加工指令、宏程序变量指令来编写加工程序,可以有效提升数控车床的变距螺纹加工能力。由于变距螺纹是指螺距发生变化,即螺纹导程值是可递增或递减,是沿着螺旋线的方向逐渐增大或者逐渐减小。不同的系统有不同指令,以及对应不同加工编程方法,本文中所例的系统中,重点阐述在数控车床上用G34指令和宏程序编程加工出变距螺纹。
2 变距螺纹的用途
变距螺纹的用途非常广泛,在物料送料方面变距螺杆应用不仅可以使得压缩均匀、还可以得到比较大的压缩,而且机械基础性能良好,进料、出料情况都不错,并且出料口物料连续性保持优良。尤其是在橡胶、塑料、轻纺工业上应用特别明显,变距螺杆作为重要的机械部件,其特点在挤出机应用时送料的空间较大,挤出口内部空间较小,所以所挤材料质量优良、气泡少。如在食品行业中绞肉机,船舶上的变导程螺旋桨动力装置、航空传输机械、高速离心泵上的变距诱导轮、汽车前向悬挂的变距弹簧减震器等都得到了很好应用。
3 巧用宏程序加工等牙宽变距螺纹的程序编写
3.1 G34指令格式及含义
在FANUC Mate系统中,G34指令为变距螺纹的单步加工指令,即变距螺纹的切削指令,指令格式:G34X(U)__Z(W)__F__K__。指令参数中的U、W是分别指切削终点相对起点的增量坐标(U对应的是X轴方向,W对应的是Z轴方向),X、Z则是指车削的终点坐标值(绝对坐标),F在单线螺纹的时表示螺距,在多线螺纹时表示导程,K是指螺纹每个螺距或者导程的变化量(递增加或递减)。
3.2 编程思路
等牙宽变距螺纹的编程,可通过变距螺纹指令G34和改变螺距和相应的起刀点来完成赶刀。具体方法是:第一刀先车出一个槽等宽牙变距的螺纹,第二刀切削时的起刀点向端面靠近(或远离)一定距离0.5mm,同时基本螺距变小一个靠近的距离(或变大一个远离的距离),第三刀同理再移动0.5mm,这是一个加工循环。依此类推,多次循环直加工到螺纹小径合格为止。
3.2.1 等牙宽变距螺纹的数值分析
如图3所示,等牙槽变距螺纹,导入初始螺距7mm,牙型宽度3mm,最小螺距为8mm,最大螺距为11mm,每转螺距增量1mm,3mm切槽刀具一把。
槽宽余量值计算:导入螺距7-刀头宽3-牙宽3=1 mm,1mm分两次加工,所以每次就是0.5mm(#3=#3+0.5)。
该螺纹是通过改变距和相应的起刀点来进行赶刀,以加工多个槽等宽牙变距螺纹叠加完成加工的。如图4表示选用刀具宽度为3mm,以7为基本螺距加工出第一刀等槽宽变距螺纹,如图5表示第二刀移动Z向定位点0.5mm后的切削部分,如图6表示再次Z向定位点0.5mm后的切削部分。
3.2.2 明确编程中采用两个循环语句和两个变量计算
第一个循环语句:[WHILE[#1LE#2]DO1]是直径变化量的判断,变量计算1(#1=#1-0.2)是直径的变量计算。
第二个循环语句:[WHILE[#3LE#4]DO2]是螺距变化量的判断,变量计算2(#3=#3+0.5)是螺距变量计算。
因为有两个循环语句,所以该编程是典型2重相嵌套方式,在编写程序时一定要注意逻辑关系。
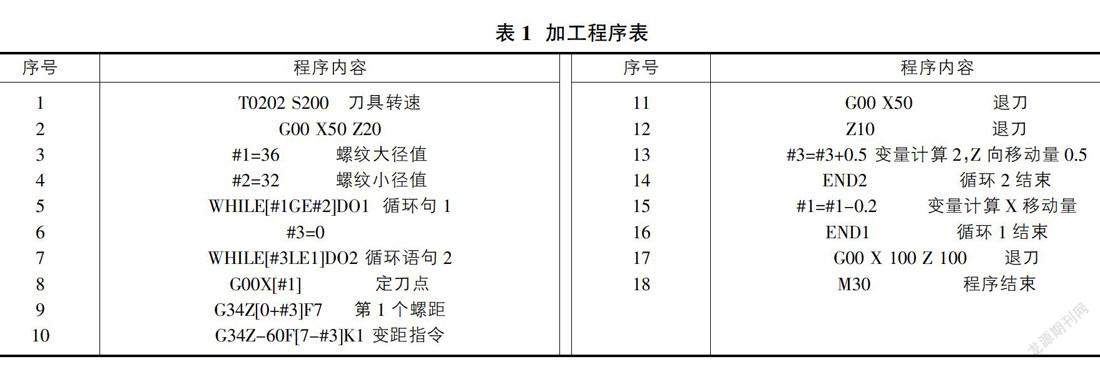
3.2.3 编程
依据图3零件图所表示的内容,用G34指令和宏程序编写变距螺纹加工程序,具体如表1。
4 编程序注意事项
①根据不同的加工要求,合理选用刀关宽度。
②定刀点设置,在变距螺纹加工过程中不能随意修改刀具的定刀点,尤其是Z轴方向的定刀点不能修改,修改Z轴方向的定刀点会导致变距螺纹出现乱牙现象。
③主轴转速,在加工过程中不能随意修改主轴转速进给倍率,随意修改主轴转速和进给步履可能也会引起变距螺纹出现乱牙现象。
5 结语
我国当前主要普及比较多的是经济型数控车床,很多企业的数控车床的系统版本比较低,而且不同的系统功能也不同,但宏程序在变距螺纹加工过程中发挥着十分重要的作用,特别是一些版本比较低的系统,宏程序可以弥补在加工过程出现局限性的难题,特别适合在单件小批量考试制。除了宏程序以外,现代计算机辅助编程也可实现变距螺纹的加工,目前逐渐在企业生产推广使用,同时也需要企业需要配置并适时优化相应的计算机系统和计算机软件。多数常规数控编程的固定循环功能都是基于宏指令开发而来,所以技术操作人员也需要加强专业知识上的学习,熟悉并掌握宏指令的编程技巧,以便于对数控系统的二次开发,从而有效解决企业加工中的技术问题,提高生产效率。
参考文献:
[1]陈海舟.数控加工宏程序[M].北京:机械工业出版社,2006.
[2]张永权.一个宏程序在FANUC系统上的妙用[J].机械工人,2005(2):24.
[3]徐卫东.螺纹切削循环指令分析与应用[J].中国科学教育,2004(11).
[4]成立.椭圆宏程序在数控车削中的应用与研究[J].装备制造技术,2008,4.
[5]郭建平.数控车床编程与技能训练[M].北京:北京邮电大学出版社,2012:125-126.
作者简介:张民(1981-),男,广西上林人,瑶族,一级实习指导教师,研究方向为数控技术应用。