西门子840D SL在五面体龙门加工中心上的应用
2021-06-06 10:43黄亚双
内燃机与配件 2021年9期




摘要:西门子数控系统SINUMERIK 840D SL具有强大的控制性能,广泛适用于功能复杂的大型龙门数控机床。本文结合我公司生产的GMC2230五面体龙门加工中心,对五轴头控制部分进行介绍。重点描述了单伺服电机进行主轴(SP)、A轴及C轴的控制设计,参数设置及功能调试。
Abstract: Siemens CNC system SINUMERIK 840D SL has powerful control performance and is widely used in large-scale gantry CNC machine tools with complex functions.This article combines the GMC2230 pentahedral gantry machining center produced by our company to introduce the five-axis head control part. It focuses on the control design,parameter setting and function debugging of the spindle (SP), A-axis and C-axis with a single servo motor.
关键词:五面体龙门加工中心;SINUMERIK 840D SL;CYCLE800;Setpoint Exchange;HEAD_A;HEAD_C
Key words: five-sided gantry machining center;SINUMERIK 840D SL;CYCLE800;Setpoint Exchange;HEAD_A;HEAD_C
中图分类号:TG659 文献标识码:A 文章编号:1674-957X(2021)09-0052-04
0 引言
目前,随着零件加工需求的不断提升,五面体龙门加工中心的需求不断增加,就针对五面体的加工而言,不需要进行五轴的插补加工,只需要在设计中将坐标系随着五轴头进行同步转换,本次设计选用了西门子SINUMERIK 840D SL数控系统,结合了其强大的系统控制功能和精密的伺服控制,使用基于Step7-300的PLC逻辑控制器进行程序设计,完美的实现了以上功能。
1 设计方案制定
由于箱体、复杂形面等大型零件都具有一次装夹,对多种孔系及各种斜面进行五面加工的特征,因此对机床的切削性能及系统功能要求很高,对主轴来说就要求具有大扭矩和多工艺性的性能,本机床的设计采用了ZF齿轮减速箱,及FM58系列强力万向五轴头,该设计涉及了机械、电气、液压等大量的工作,并且集成化程度都很高。
1.1 系统方案确定
1.1.1 机床硬件配置
机床型号:GMC2230五面体龙门加工中心
五轴头:FM58系列强力万向五轴头
主轴齿轮箱:ZF两档减速机
主轴最高转速:低档50-3000rpm,高档50-6000rpm
主轴功率:30kW
数控系统:SINUMERIK 840D SL
系统面板:MCP 483
伺服驱动:SINAMICS SL120
X轴电机:1FT6134
Y/Z轴电机:1FK7105
主轴电机:1PH8163
1.1.2 主机结构
①机床具有三个直线进给轴(X/Y/Z)、五面体强力铣削主轴、主轴电机通过1:1和1:4双速减速机与五面体铣削主轴联结。C轴控制范围-90~270°,A轴控制范围-110~110°。在设计中采用CYCLE800进行坐标系转换控制。
②机床配置的C轴和A轴具有独立的海德汉ROD486圆光栅作为旋转轴的角度反馈。其中C轴为1VPP8192線,A轴为1VPP1024线,因而增加2个SMC20编码器模块。
③主轴电机工作于三种状态:主轴SP、旋转轴C及旋转轴A,为实现该功能,增加“设定值切换”授权6FC5800-0AM05-0YB0和“附加1根进给轴/主轴”授权6FC5800-0AA00-0YB0。
④本机床要求同时具备在手动方式下对五轴头进行任意角度操作,因此,选用具备CYCLE800功能的SINUMERIK 840D SL数控系统。
1.2 控制系统完成的主要功能
SINUMERIK 840D SL具有Setpoint Exchange功能,可以实现使用一个伺服电机控制多个机床轴的需求,并且可以根据实际操作需求进行实轴与虚轴的切换,形成各轴独立的控制系统。
1.2.1 主轴关联参数设置
如图1所示整体传动中可以看到,主电机可工作于三种状态,当A轴和C轴处于锁定状态时,主电机工作于主轴模式,带动刀具旋转;当A轴处于松开状态,主电机工作于角度旋转轴A控制方式;当C轴处于松开状态,主电机工作于角度旋转轴C控制方式。
参数设定中,SP、A、C轴具有各自独立的控制参数,而在硬件控制上是共用一个主轴驱动及电机。
在基本参数和通道参数中必须设置为六个轴(X/Y/Z/SP/A/C),具体参数设置如表1及表2所示。
因A轴和C轴无独立控制模块,将A轴编码器挂载于X轴驱动模块上作为X轴的第二编码器,C轴编码器挂载于Z轴驱动模块上作为Z轴的第二编码器。
1.2.2 五轴头液压系统结构及控制要求
如图2所示,A/C轴具有独立的锁紧/放松液压控制回路。由于机械精度较高,各轴的锁紧/放松油压各不相同,为保障可靠工作,该液压系统具有:总压力、A轴锁紧压力、A轴放松压力、C轴锁紧压力、C轴放松压力等专用检测压力继电器。A/C轴同时具有状态到位检测开关。
1.2.3 五轴头的电气控制流程
在这次设计中,将机床轴数据区X/Y/Z/SP/A/C分别与DB31/ DB32/ DB33/ DB34/ DB35/ DB36数据块相对应。在设计中由于机械结构的限制,A/C轴转位控制必须是主轴处于低速档上才能进行,同时在控制A/C轴松开前必须进行定向操作,因此将A/C轴松开到位的信号作为Setpoint Exchange激活条件。
PLC程序严格按照图3的控制流程编写完成后,主轴、A轴、C轴的NC脉冲使能和转速控制器使能,将会根据实际操作来定义DB数据块对用的数值,从而达到自动切换控制轴的目的。
1.2.4 HEAD_A和HEAD_C程序
HEAD_A和HEAD_C子程序用于在操作面板上对A/C轴进行快速定位。
在程序中需要对当前及完成后的A/C轴位置进行存储,以便在CYCLE800程序中正确进行坐标系变换。
下列程序以HEAD_A为例
N10 PROC HEAD_A(REAL ProgPos) SAVE DISPLOF SBLOF
N20 DEF REAL rpm_s
N30 DEF INT dir_s
N40 DEF INT B_Pos_dir
N50 DEF BOOL _m7,_m8
N60 DEF REAL sp_gain, sp_pos_velo
N70 IF $P_SEARCH GOTOF _END
N80 IF (ProgPos>90) OR (ProgPos<-90) OR ( ( ProgPos) MOD 5) <> 0
N90 MSG("编程位置错误,A轴无转动!")
N100 GOTOF _END
N110 ENDIF
N120 IF ProgPos==HEAD_A_CurPos
N130 MSG("编程位置等于当前位置,A轴无转动!")
N140 G4F0.2
N150 GOTOF _END
N160 ENDIF
M5
N170 M41 ;主轴低档
IF -(HEAD_A_CurPOS+HEAD_C_CurPOS)<0
R50=-(HEAD_A_CurPOS+HEAD_C_CurPOS)+360
ELSE
R50=-(HEAD_A_CurPOS+HEAD_C_CurPOS)
ENDIF
N180 SPOS=R50 ;-(HEAD_A_CurPOS+HEAD_C_CurPOS)
N190 MSG("A軸放松")
N200 STOPRE
N210 M21;A轴放松
N220 G4F1
N230 HEAD_A_ProgPos=ProgPos-HEAD_A_CurPOS
N240 G01G91A=HEAD_A_ProgPos F1000
N250 MSG("A轴夹紧")
N260 STOPRE
N270 M20 ;A轴夹紧
N280 G4F0.5
N290 STOPRE
N300 HEAD_A_CurPOS=PROGPOS
N310 _END
N320 STOPRE
;N780 H1=0
N340 STOPRE
N350 M17
1.2.5 ATC自动换刀控制
因机床配置五轴头,加工过程存在坐标系的转换,为了确保换刀的顺利进行,必需严格按照以下步骤要求来完成。
每一次换刀前,首先对主轴进行定向运行,使得五轴头内部齿轮处于可脱开位置。
通过CYCLE800对A/C轴进行换刀位置恢复,即A=0°,C=90°。
取消CYCLE800,坐标系还原与机床坐标系。
运行X/Y/Z轴到换刀点。
主轴执行第二次定向于换刀位置。
执行换刀动作。
主轴进行定向运行,使得五轴头内部齿轮处于可脱开位置。
通过CYCLE800对A/C轴进行换刀位置恢复,即A=0°,C=0°。
取消CYCLE800,坐标系还原与机床坐标系。
具体程序编写如下:
N10 PROC L6 SBLOF DISPLOF SAVE
N20 DEF INT _ACT,_NWT; Integer Active Tool Data
N30 STOPRE
N40 GETSELT(_NWT) ; Order Tool Number
N50 _ACT=$TC_MPP6[9998,1] ; Current Tool Number
N70 IF(($P_SIM==1) OR ($P_ISTEST==1)) GOTOF END1
N80 IF(($P_SEARCH==0) AND (_NWT==_ACT) AND (_NWT>0) AND (_ACT>0)) GOTOF INFO1
N90 IF(($P_SEARCH==0) AND (_NWT==_ACT) AND (_NWT==0) AND (_ACT==0)) GOTOF INFO2
IF (($TC_MPP4[9998,2]<>0) AND ($TC_MPP4[9998,3]<>0)) GOTOF NOERR
MSG("*** 机械手上有刀具,不能运行程序。请取下机械手上的刀具 ***")
LOOP
G4F1
ENDLOOP
NOERR:
N100 STOPRE
MCALL
G40
D0
CYCLE800()
M5
G0G90G153G500Z0
CYCLE800(0,"SETCO",100000,39,0,0,0,-90,0,0,0,0,0,-1,100,1)
SPOS=199.712;197.092;(" $MN_USER_DATA_FLOAT[0]")
CYCLE800()
D0
G0G153G90G500Z0
M82 ;刀套下
M84 ;扣刀
M80 ;松刀
N150 M206;Tool Change Order
M85;刀臂旋转换刀
M81;紧刀
M86;刀臂回零
M83;刀套上
N130 STOPRE
N140 END1:
N150 D0
CYCLE800(0,"SETCO",100000,39,0,0,0,0,0,0,0,0,0,-1,100,1)
N180 M17
N190 INFO1:MSG("**** 无换刀动作原因:编程刀具号 = 主轴刀具号 ****")
N200 G04F0.5
N210 MSG("")
N220 M17
N230 INFO2:MSG("**** 无换刀动作原因:主轴上无刀 ****")
N240 G04F0.5
N250 MSG("")
N260 M17
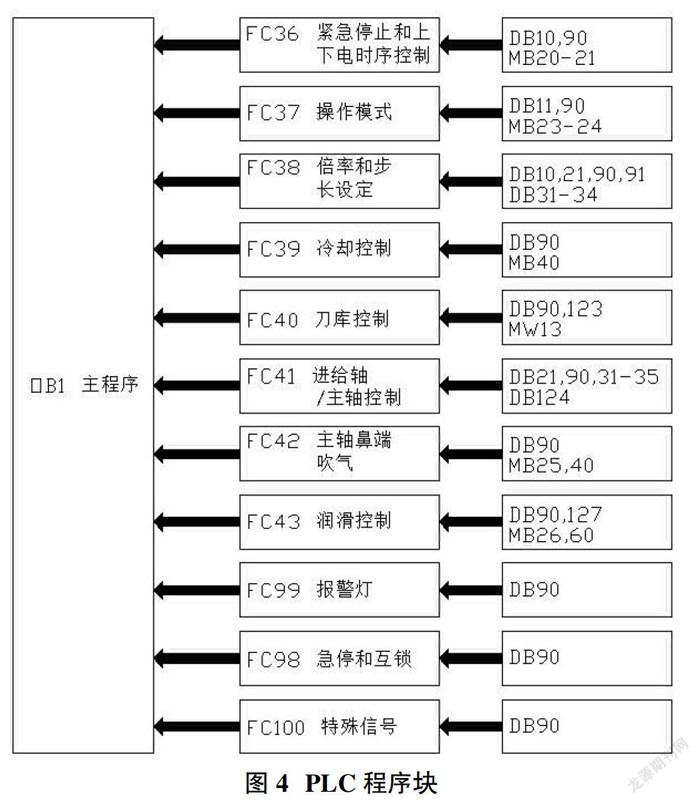
2 PLC控制软件设计
根据机床结构以及功能要求,我们在利用系统分配的DB数据块的基礎上开发针对GMC2230五面体龙门加工中心的PLC控制程序,为了使程序块有较高的通用性,采用了局部变量进行编程,本机床的PLC控制程序的部分结构如图4所示。
3 结束语
①新设备调试完成后,由于同时具备手动和自动转换主轴头的功能,操作者在实际使用中能够非常方便的进行任意角度的刀具操作,有效的解决了目前复杂大型零件的加工,因此该功能的设计具有很好的应用价值。②该机床在设计中为了解决A/C轴松开/夹紧,转位,采取了脉冲方式对电磁阀进行控制,达到了低油压可靠放松A/C轴,文中所设计的液压控制、系统功能控制与机械结构完美配合,提高了可靠性,有效防止了机械硬碰撞,保障了机械寿命。③SINUMERIK 840D SL中的Setpoint Exchange功能很好地提供了单轴进行多虚拟轴控制;HEAD_A、HEAD_C便捷实现了五轴头自动角度快速定位;CYCLE800实现了任意角度的坐标系转换。强大的系统功能,很好的实现了刀具旋转后坐标系的转换,简化了操作者的难度,充分发挥了该类机床的加工性能。
参考文献:
[1]任德勇,王恒,李伟杰,等.西门子系统机床可多点换刀的控制实现[J].世界制造技术与装备市场,2019(06):72-75.
[2]李金强,王欲春,王勇斌.万向角铣头补偿参数测量、设置及验证[J].设备管理与维修,2018(009):36-37.
[3]王其,于海勃,赵训茶,等.西门子数控系统在卧式加工中心改造中的应用[J].中国设备工程,2019(004):81-82.
[4]卢佳.840D SL系统SETPOINT EXCHANGE功能的使用方法[J].机械工程师,2016,12(066):159-160.
作者简介:黄亚双(1976-),女,云南昆明人,高级工程师,主要从事数控机床的电气设计工作。
猜你喜欢
语数外学习·高中版中旬(2021年11期)2021-02-14
环球市场信息导报(2018年17期)2018-08-05
考试周刊(2018年15期)2018-01-21
中学生数理化·七年级数学人教版(2017年4期)2017-07-08
科学与财富(2017年16期)2017-06-13
科学与财富(2016年34期)2017-03-23
中学生数理化·高二版(2016年5期)2016-05-14
智能制造(2015年5期)2015-05-29
现代电子技术(2009年9期)2009-06-25
职业·中旬(2009年10期)2009-01-22