调制信号双谱在滚动轴承故障诊断中的应用研究
2021-06-02 08:59:52王建国谷丰收
南昌航空大学学报(自然科学版) 2021年1期
张 超, 张 辉, 辛 阔, 王建国, 谷丰收
(1. 内蒙古科技大学 机械工程学院,内蒙古 包头 014010;2. 内蒙古自治区机电系统智能诊断与控制重点实验室,内蒙古 包头 014010;3. 哈德斯菲尔德大学效率与性能工程中心,英国哈德斯菲尔德HD1 3DH)
引言
在旋转机械中,滚动轴承是支撑旋转轴的重要零部件,并且在现代工业中,滚动轴承也得到广泛的使用,其工作状态的优劣直接影响着整个机器设备运行的稳定性和安全性[1-2]。因此,如果能及早的通过信号处理分析方法判别滚动轴承已产生的微小裂纹,将具有重要意义[3]。
如今,分析轴承故障的常用手段仍然是基于振动信号分析。当前,已经开发了许多基于振动特征分析的轴承故障检测的信号处理方法,例如Wigner-Viller分布(Wigner villedistribution, WVD)[4],经验小波变换(Empirical wavelet transform, EWT)[5],互补集合经验模态分解(Complementary ensemble empirical mode decomposition, EEMD)[6],总体局部均值分解(Ensemble local means decomposition,ELMD)[7]及变分模式分解(variational mode decomposition,VMD)[8]等。尽管这些方法可以有效地检测滚动轴承的故障,但仍然存在一些局限性。此外,还有多种方法已用于轴承元件的故障诊断,但是这些方法大多数集中在降低噪声上,而忽略信号在采集时就发生的调制现象,未对信号进行解调处理,都可能降低诊断的精确性。
对信号进行频谱分析是提取故障特征频率的主要方法,例如:功率谱分析,双谱分析。其中功率谱分析忽略了信号的相位信息,仅包含单个分量幅度信息,且不能解调调制信号;双谱分析只考虑信号较高边带的信息,没有考虑低边带信息。这些方法在提取故障特征时都有不足的地方,并且都不能充分的解调信号中的调制成分。
基于上述原因,利用具有良好的信号解调特性的调制信号双谱分析方法解调信号中的调制现象,并且调制信号双谱有良好的降噪效果及对干扰频率有很好的抑制作用。提出了调制信号双谱分析方法并用于滚动轴承故障诊断。
调制信号双谱是一种基于传统双谱改进的高级信号解调方法。作为一种考虑能上下两个边频带的双谱分析方法,能对调制信号进行有效分析,该方法可以较好地抑制随机噪声和非周期成分的干扰,反映出信号中的调制成分。自谷丰收等人在2011年提出了调制信号双谱分析方法,并在下游机械设备的故障诊断中验证这种方法的准确性[9]。随后,通过应用调制信号双谱分析方法来诊断转子断条的故障,得到好的诊断结果[10]。
本文主要研究调制信号双谱分析方法在滚动轴承故障诊断中的应用。首先将采集到的振动信号,使用MSB方法进行降噪和解调,得到调制信号双谱图;但由于为准确的量化边带幅度,使用调制信号双谱−边带估计器;通过选择几个次优的切片构成最佳的切片;最终,通过复合切片谱实现故障特征频率的提取,为进一步验证MSB的准确性,并用调制信号双谱相干性检测。最终,通过对模拟信号及滚动轴承故障实验数据进行分析,来验证该方法的有效性和优越性。
1 调制信号双谱分析方法
1.1 常规双谱
给定一离散的振动信号x(t),其离散傅里叶变换为[11]:

其中X(f)是复数,幅值|X(f)|和相位φf的表达为:

通过傅里叶变换,双谱B(fc,fx)在频域内可表示为:

其中X*是X复共轭数,E<>是数学期望表达式,fc,fx和fc+fx是3个不同的频率。与二阶累积量不同,常规双谱的三级累积量是复数,既包含原始信号的幅值信息又包含相位信息。如fc,fx和fc+fx处的3个频率分别是独立分量,每个频率分量的相位符合均匀随机分布规律,并分布在(-π,π)上。计算统计期望,由于随机相位的分布,其双谱将趋于零,因此应用这种方法能够抑制随机噪声。相反如果fc,fx,fc+fx3个频率分量相互产生非线性耦合,其相位存在特定关系,即使3个频率各自是随机的,相位也符合式关系:

因此,双谱统计平均值将不会趋向于零。这种非线性耦合在双谱分析中表现为双频B(fc,fx)的一个峰值。
1.2 调制信号双谱
调制信号双谱是一种考虑边频带的双谱分析方法,克服了常规双谱在处理调制信号中的不足,能对调制信号进行有效分析,可以很好地抑制随机噪声、非周期成分的干扰以及清晰反映出信号中的调制成分[12-13]。
对于具有相应离散傅里叶变换x(f)的离散时间信号x(t)的调制信号双谱可被定义为:

其中,BMS(fc,fx)为信号x(t)的双谱,fc为载波频率,fx为调制频率,X*(fc)是X(fc)的复共轭,E<>表示统计期望,fc+fx为上边带频率,fc−fx为下边带频率。
其中式5中调制信号双谱的全部相位信息可表示为:

为了更准确的阐述MSB的有效性,使用调制信号双谱相关性来评估成分之间的耦合程度[14],如下式所示:
为了准确的量化边带幅度,通过消除实质影响来修改载波频率fc的分量,为此对MSB归一化处理,归一化后的调制信号双谱定义为调制信号双谱边带估计器:

BMS(fc,0)为fx= 0时的平方功率谱。
在利用调制信号双谱边带估计器进行分析时,即必须选取出合适的fc切片位置。为此计算fx增量方向上MSB的平均值,得到fc切片。

其中Δf是fx的分辨率。
但是,故障特征较为明显的切片位置有多个,选取多个切片可以综合各切片处的故障特征信息,同时也可以减小存在于单个切片中的干扰成分。所以计算多个最优切片的平均值,即复合切片谱,可以通过下式表示:

N为所取切片的总数。
2 故障特征提取流程
为了减少噪声的干扰及解决双谱分析没有考虑低边带的问题。研究了调制信号双谱的滚动轴承故障特征提取方法,集体步骤如下,流程图如图1所示:
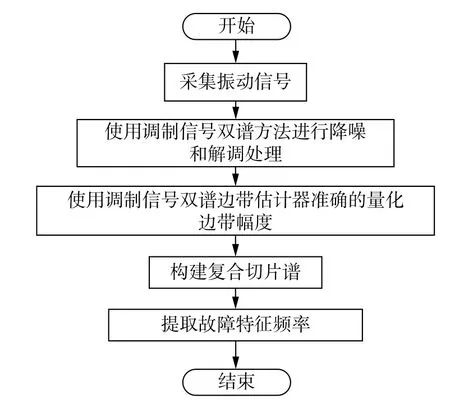
图1 诊断流程图
步骤1:利用加速度传感器从内蒙古科技大学机械工程学院的HZXT-DS-003双跨双转子试验台采集轴承的外圈故障数据;
步骤2:对采集到的信号利用调制信号双谱方法进行分析;
步骤3:为了更准确的量化边带幅度,对MSB分析结果进行归一化处理;
步骤4:计算MSB的fc切片,获取几个次优的fc切片;
步骤5:将次优的fc切片构成复合切片谱,提取故障特征频率。
3 仿真信号验证
本节利用仿真信号验证所提方法的正确性和有效性。该信号包括3个典型过程:相位调制,幅值调制和相位耦合。
本文的仿真信号为:
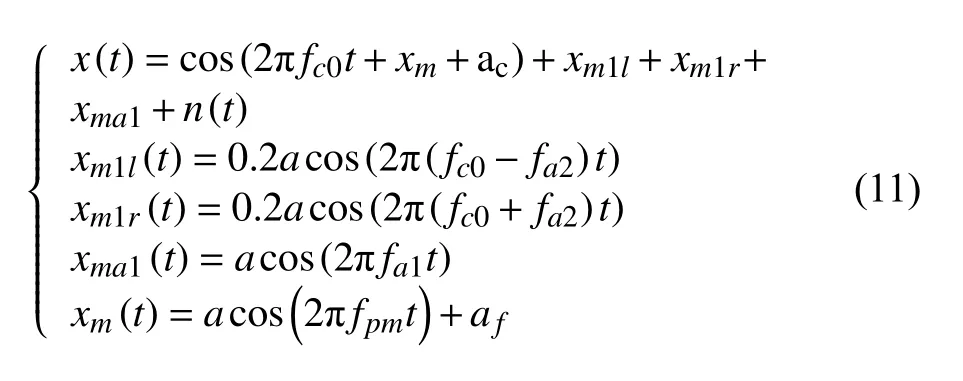
其中,xm为相位调制成分,xm1l和xm1r分别为下边带幅值调制成分和上边带幅值调制成分,xma1为相位耦合成分。其中,载波频率为fc0= 50 Hz,幅度为1,相位调制fpm= 24 Hz,其幅值为a,其中相位af= 0.5π,这意味着该相位调制过程是谐波相位耦合过程,因为频率分量是谐波,并且相位通过求和或差相连接,还有非谐波相位耦合过程fa1= 10 Hz。幅值调制函数的幅值为0.2 a,其频率fa2= 14 Hz,此外,还有一个附加的相位过程,其振幅为a,频率仍为fa1且具有相同的相位af。另外,n(t)是添加到信号中的−1 dB的高斯噪声,以显示调制信号双谱的噪声抑制能力。
当不填加噪声时,该仿真信号的时频图如图2所示,图2仅显示了仿真信号的一部分。该信号具有409 600个采样点,其采样频率为512 Hz,转换到频域中,在50 Hz处有明显的峰值,此为载波频率所对应的峰值,也可以看出模拟信号发生调制;在10 Hz处出现谐波相位耦合过程;另外在26、74 Hz处,有相对高的峰值,表示相位调制过程产生的上下边频带;在36、64 Hz处,有相对低的峰值,表示幅值调制过程产生的上下边频带。
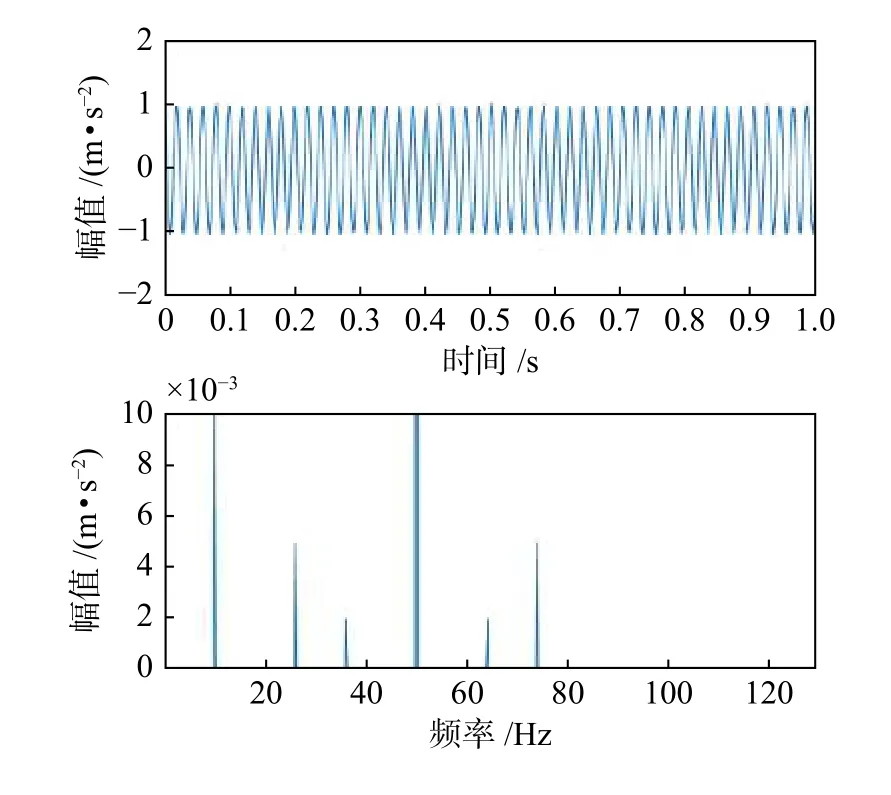
图2 仿真信号时频图(无噪声)
图3为添加噪声的仿真信号的时频图,图3仅显示了全部仿真信号的一部分,仿真信号同样具有409 600个采样点,其采样率为512 Hz。首先观察信号的时域图,通过与未加噪声的信号对比,可知时域信号中周期性的特征已完全被噪声淹没。然后转到频域图中,只能看到在50 Hz处有明显的峰值,其余的边带信息已被干扰频率覆盖。
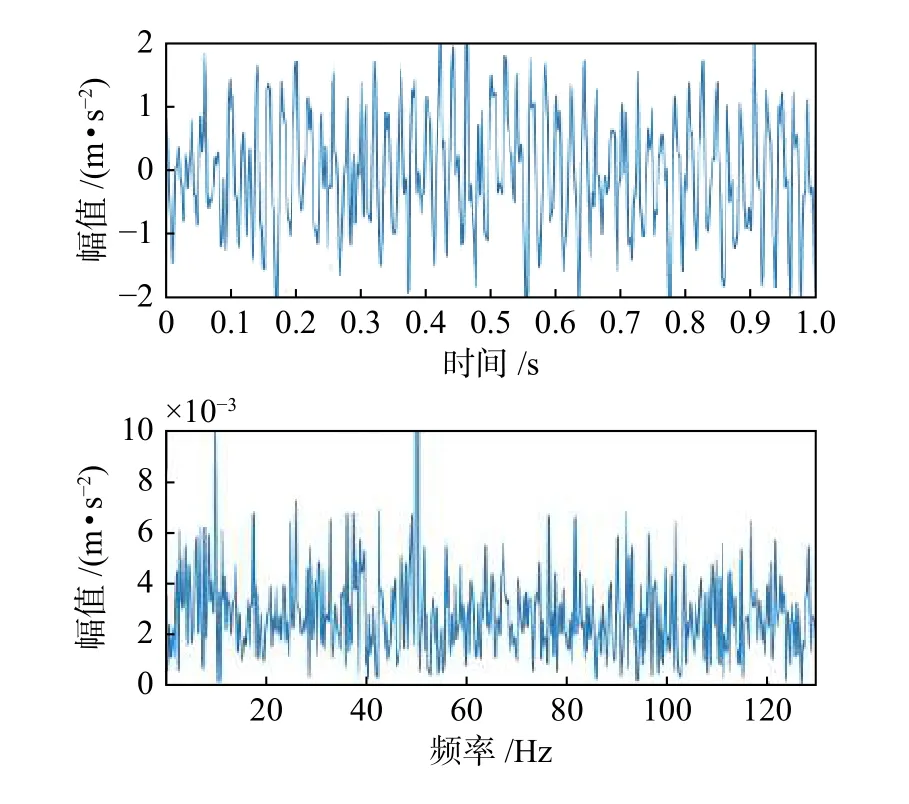
图3 仿真信号时频图(含噪声)
为了验证仿真信号的有效性,接下来使用功率谱分析方法对未加噪的仿真信号及带噪信号进行分析如图4所示。
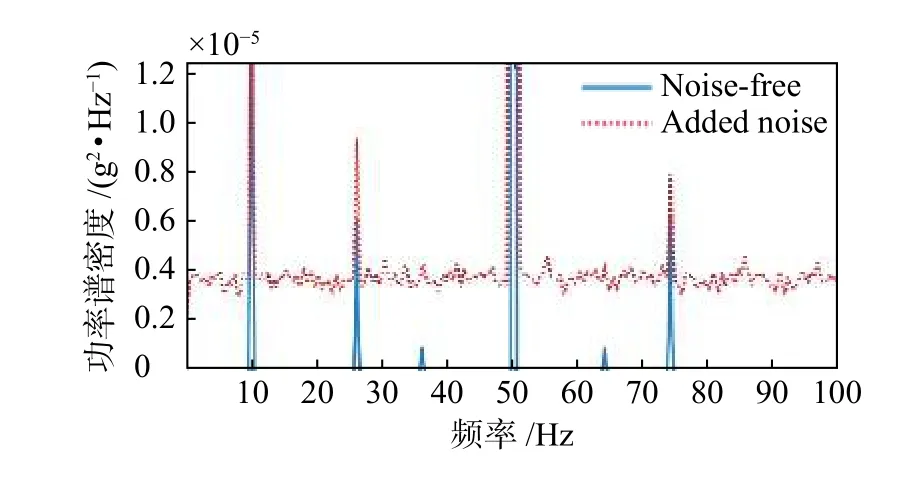
图4 功率谱图
由图4可知,在无噪声的情况下可以清晰的辨别信号中已发生调制信息产生的边频带。当加入噪声后,在功率谱中仍可以观察到调制分量产生边带信息。其中在50 ± 24 Hz处,表示相位调制过程;在50 ± 14 Hz处,表示幅值调制过程;另外在10 Hz处,为相位耦合过程。从图中可知在功率谱中无法解调相位调制过程及相位耦合产生的高次谐波,并且对应于不同频率的幅度高于无噪声功率谱的幅度。
接下来,使用常规双谱分析方法对加噪信号信息分析,如图5所示,常规双谱只在(50,50) Hz处出现唯一峰值,在(14,50)、(24,50) Hz处没有出现明显得调制成分,表明调制信号不能被解调。
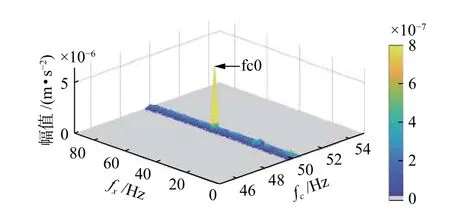
图5 常规双谱图分析结果
接下来,使用本文所提方法对填加噪声的信号进行分析,如图6所示,其中在(10,50) Hz处没有出现高的幅值,表明相位耦合过程被解调,另外在(26,50)、(74,50)、(36,50)及(64,50) Hz处,没有出现较高的峰值,说明由相位调制过程及幅值调制过程所产生的上下边频带被解调。另外,在(14,50)、(24,50) Hz处出现明显的峰值,分别为幅值和相位特征成份,可知信号被充分解调。
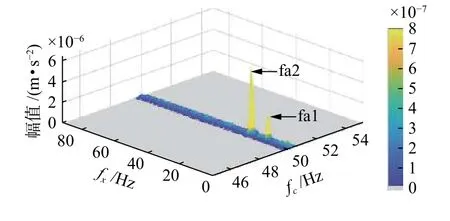
图6 调制信号双谱分析结果
为了进一步验证调制信号双谱的准确性,计算调制信号双谱相干性去检测原始信号中相位调制成分,相位耦合成分及幅值调制成分之间的耦合程度。从图7中可以看出在(14,50)、(24,50) Hz处出现明显的峰值,显然调制信号双相干性的结果可以有效的表明载波信号和调制信号之间的非线性作用。到此阶段,成功的分离信号中的调制成分,找到相位调制成分和幅值调制成分。
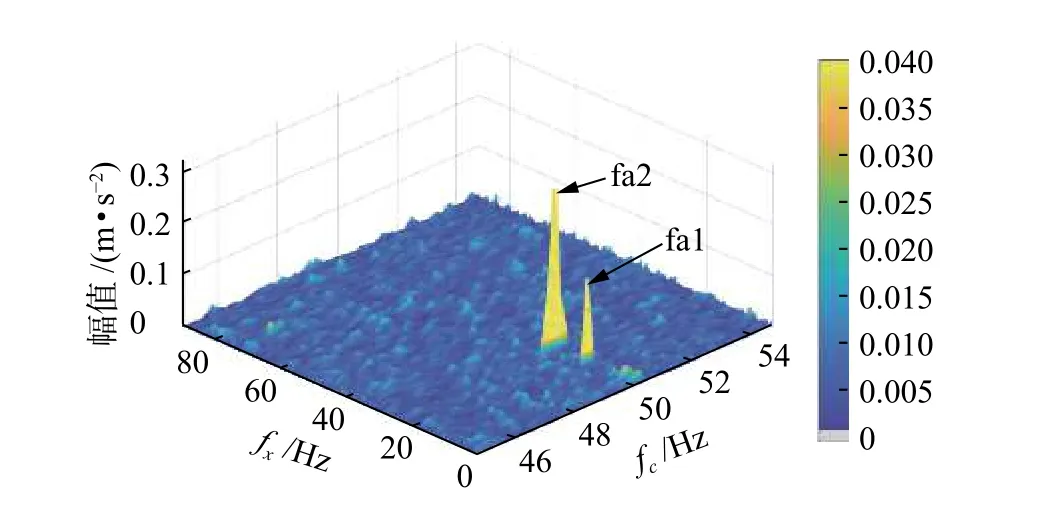
图7 调制信号双谱相关性分析结果
4 实验信号验证
为了近一步验证此方法的有效性,对实际采集到的振动信号进行调制信号双谱分析,从而提取轴承故障的特征。该振动信号的采集源自于内蒙古科技大学机械工程学院的HZXT-DS-003双跨双转子试验台,如图8所示。

图8 实验装置
采集数据所用滚动轴承的型号为6205-2RS,其结构参数如表1所示。

表1 6205-2RS轴承的结构参数
滚动轴承内圈和外圈沟道上分别用电火花加工直径为0.178 mm的单点损伤,滚动轴承故障件如图9所示。

图9 轴承故障件
本次所采集的数据是用加速度传感器从试验台的轴承座上采集,轴的转速为1000 r/min,采样频率为12 000 Hz,选用时长为1 s的数据进行分析。其故障特征频率及转频如表2所示。其振动信号的时频图如图10所示。

表2 6205-2RS轴承的故障特征频率及转频

图10 实验信号时频图
从图10中可以看出,低频信号的完全被淹没,而高频信号幅值明显,经计算所得,故障轴承的特征频率应该在低频段,出现上述这一现象的原因是由于受到噪声和冲击引起的高频共振信号。可知直接用频谱分析的诊断效果非常不理想。
首先使用对信号进行功率谱分析,其频谱图如图11所示,可以看出有很多干扰频率,故障特征信息被干扰频率严重影响,无法准确的提取信号故障特征。因此基于功率谱的方法在提取故障频率时会得到不准确的结果。接下来对重构的信号进行MSB分析,为了获取更可靠的结果,通过式(9),得到MSB的fc切片如图12所示。选取几个次优MSB切片的平均值来改进MSB的诊断结果,故选取455、617及677 Hz处的切片,构造复合切片谱,从而提取故障特征频率。如图13所示,从中可以清楚的看到在60 Hz处出现明显的峰值,与滚动轴承的外圈故障频率非常接近,且存在二倍频特征,特征频率明显,没有出现调制现象,有效的提取故障特征频率。
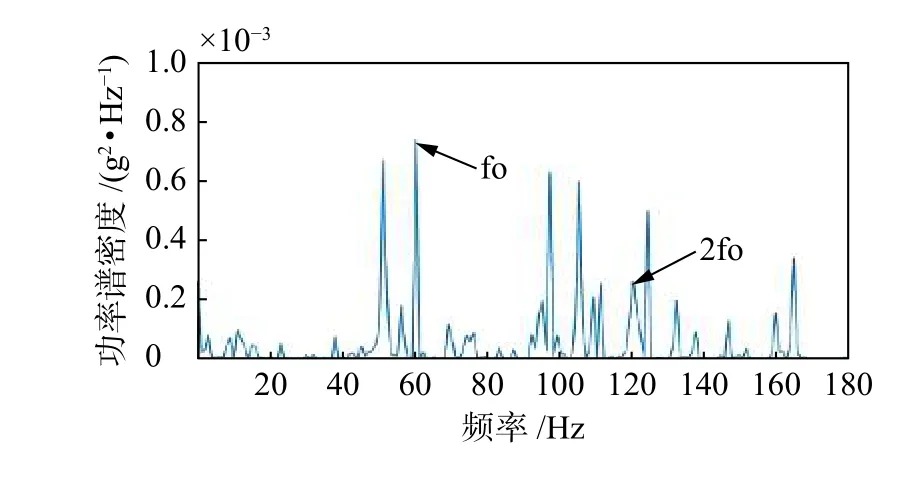
图11 功率谱图
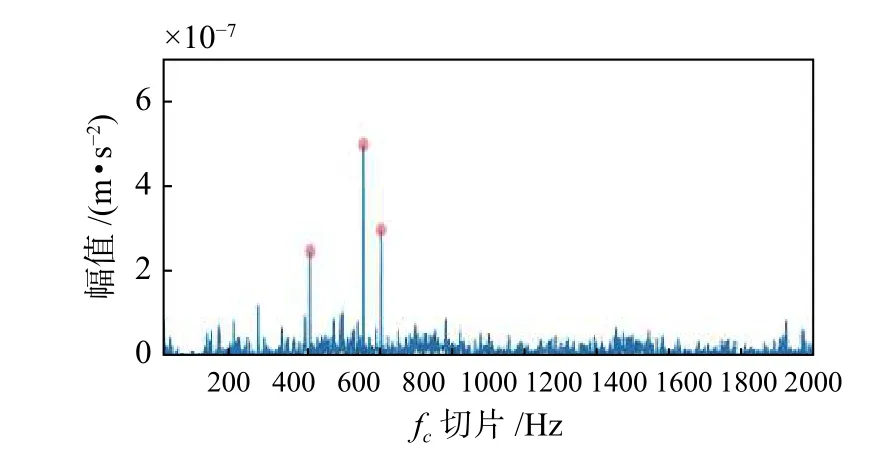
图12 MSB的fc切片
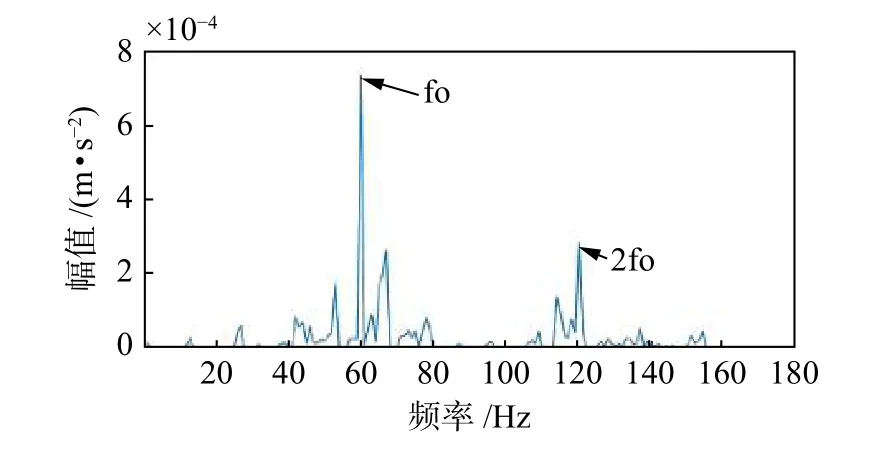
图13 MSB诊断结果图
为了验证调制信号双谱分析在故障特征提取的准确性,使用常规双谱分析方法对信号进行处理如图14所示,在43 Hz附近出现有外圈故障频率和转频发生调制产生的边带信息,其幅值高于轴承外圈故障频率。在104、135 Hz处出现二倍频与转频发生调制现象产生的上下边带信息。说明信号发生了调制现象,使用常规双谱不能充分解调信号中调制现象,影响故障特征信息的提取。
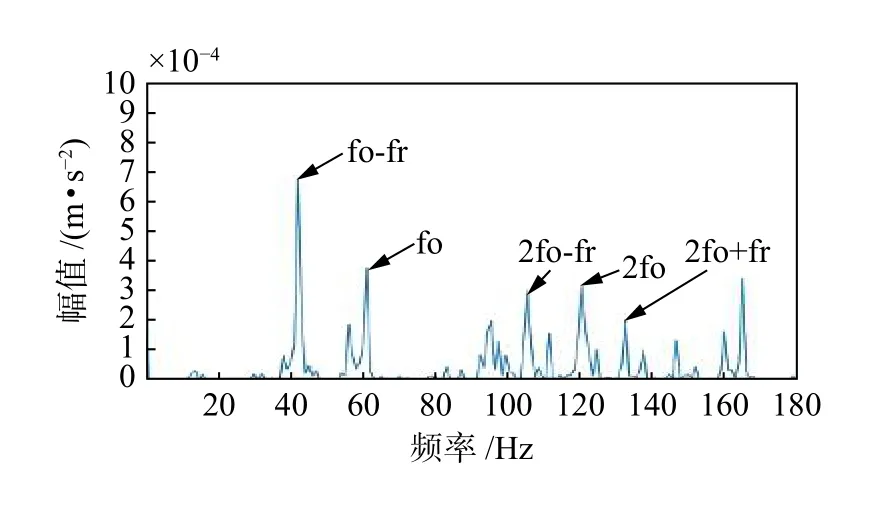
图14 常规双谱诊断结果图
5 结论
1)调制信号双谱是一种考虑边频带的双谱分析方法,能对调制信号进行有效分析,可以很好地抑制随机噪声、非周期成分的干扰以及清晰反映出信号中的调制成分。
2)通过选取多个次优的fc切片,可以结合多个切片处的故障特征信息,能更加准确的提取故障特征信息。
3)与常规双谱进行对比,通过分析得知,调制信号双谱在抑制干扰频率及解调调制信号由于常规双谱。
4)从模拟信号分析到实验数据验证,都证明此方法的有效性和准确性。
猜你喜欢
色谱(2022年5期)2022-04-28 02:49:10
济南大学学报(自然科学版)(2019年4期)2019-07-30 00:48:04
传感器与微系统(2018年2期)2018-01-27 01:41:54
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:57
探测与控制学报(2016年5期)2016-11-17 03:45:16
数学物理学报(2016年5期)2016-08-24 07:38:36
中成药(2016年8期)2016-05-17 06:08:26
电视技术(2015年13期)2015-10-12 08:05:32
电测与仪表(2015年16期)2015-04-12 00:44:28
现代防御技术(2014年5期)2014-02-28 18:26:18