
注塑窗铝合金装饰条焊接卡爪紧固结构设计优化
2021-05-27 06:56刘绍娟和丽梅
汽车与驾驶维修(维修版) 2021年4期
刘绍娟 和丽梅

关键词:侧围注塑窗;铝合金装饰条;卡爪;紧固结构
0 引言
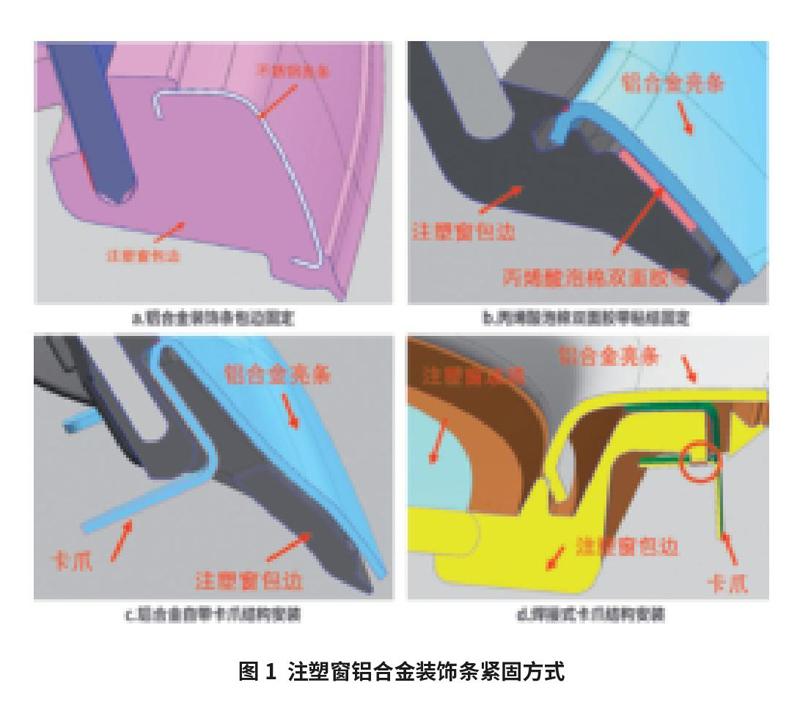
汽车侧围注塑窗上常用的装饰条材料有不锈钢和铝合金。由于不锈钢的材料特性,可以在总成注塑模具里面采用磁铁吸附来固定位置,从而达到不锈钢装饰条在总成模具里的精准定位,所以不锈钢装饰条可以和玻璃一起放进总成模具里面一起注塑成型,通过注塑包边进行固定(图1a)。这样不锈钢装饰条就可以不用额外的紧固结构进行安装紧固,结构简单,适用性广。
随着汽车轻量化[1] 及多样性的普及,铝合金装饰条的运用越来越多。铝合金因材料特性原因,在总成模具里面无法精准定位及固定,所以铝合金装饰条一般都采用后安装方式,安装到注塑窗的注塑包边上。铝合金装饰条的安装紧固结构受限于铝合金装饰条的造型特征及周围匹配的空间,一般结构相对复杂一些。但随着产品多样化的普及,铝合金装饰条运用也越来广。常用的铝合金装饰条紧固结构有:丙烯酸泡棉双面胶带粘结、铝合金自带卡爪结构安装以及焊接式卡爪结构安装。
铝合金装饰条与注塑窗包边之间采用丙烯酸泡棉双面胶带粘结(图1b),此种结构比较适合铝合金装饰条外造型简单,类似水切类的零件,三维空间变形较小的造型外观。外观造型比较复杂的,仅用丙烯酸泡棉胶带粘结无法达到紧固的作用。而且受胶帶的耐候性影响,后期易发生因粘结性能失效导致亮条脱落。另外,对胶带的粘结工艺环境要求比较高,需要严谨的步骤来确保粘结的效果。不过采用丙烯酸泡棉胶带粘结成本低,结构简单。因此,为了达到紧固作用,丙烯酸泡棉一般作为辅助粘结结构。
铝合金装饰条自带卡爪紧固,卡爪和铝合金装饰条是一体的(图1c)。紧固卡装结构通过几道冲压工序成型,将紧固结构的特征冲压出来后,再通过气动工装将铝合金装饰条卡装到注塑窗本体上。前期设计阶段,在空间结构允许的情况下,饰条两侧需要均匀间隔地布置卡爪结构,这样能很好紧固铝合金装饰条。但侧围固定窗所用铝合金装饰条,一般受限于位置空间,只能单侧布置。为了确保铝合金装饰条能够很好地固定住,还需要布置丙烯酸泡棉双面胶带进行辅助粘结。
焊接式卡爪结构,紧固卡爪为其他材料冲压成型后,通过焊接的方式焊接到铝合金装饰条内表面上,再通过气动工装将铝合金装饰条压紧卡装到注塑窗本体上(图1d)。此结构成本较高,一般只在空间受限无法布置自带卡爪结构时使用。
本文将对某车型注塑窗上铝合金饰条易脱落、松动问题,进行了研究分析,并对所使用的焊接式卡爪结构进行了优化。
1 焊接卡爪卡紧原理介绍
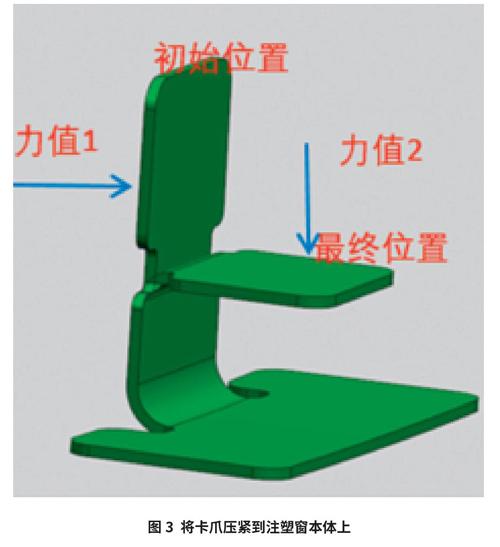
卡爪成型后,焊接到铝合金装饰条内表面(图2)。铝合金装饰条卡爪卡紧步骤如下:第一步,将注塑好的玻璃本体放到亮条压紧工装上并固定好;第二步,将带卡爪的铝合金装饰条预装到注塑窗本体上;第三步,用仿形铝合金装饰条压盘固定好亮条;第四步,通过气动工装施加力值1 将卡爪预弯;第五步,通过气动工装施加力值2 将卡爪压紧到注塑窗本体上(图3)。通过这五步完成铝合金装饰条的安装。
2 焊接式卡爪结构卡不紧原因分析
我司某项目车型在前期OTS 阶段造车过程中发现,注塑窗上的2个铝合金高亮黑装饰条易脱落或松动. 此问题严重影响整个项目后续的各开发时间节点,需要尽快分析解决。
铝合金装饰条折弯卡紧后,卡爪应与本体贴紧,如图3所示红色线条指示的理论位置。对故障件进行分析发现,折弯后的卡爪与注塑窗本体之间有很大的间隙,如图7 所示蓝色线条指示的实际位置。卡爪与注塑窗本体之间的间隙大于2 mm,铝合金亮条与注塑窗本体间有间隙,导致亮条易松脱。根据焊接卡爪卡紧原理,针对此问题,我们从气动工装的力值、注塑窗本体上卡紧位置的结构以及铝合金焊接卡爪的结构这3 个关键点进行分析,从而找到焊接式卡爪结构卡不紧的原因。
2.1 气动工装的力值
现有气动工装压力值为0.5 MPa,在不更改其他结构的情况下,理论上可通过增加压力值来将卡爪压紧。现场通过增加气动工装的压力值,来验证力值对此问题的影响,结果发现焊接卡爪与本体之间的间隙并未改善,同时还发现铝合金饰条外表面有压痕。需要解决的问题未解决,还增加了新的问题,说明气动工装的压力值设定不是导致亮条卡爪卡不紧的根本原因。
2.2 注塑窗本体上卡紧位置的结构
在气动工装压紧卡爪的整个过程中,注塑窗本体上没有辅助的结构能辅助焊接卡爪变形,让卡爪在受力后更容易变形与本体贴合。通过结构分析,在图4 所示理论位置这个面上,靠近卡爪折弯变形的地方增加了凸台(如图1d 中红色圆圈的位置),有利于卡爪变形。实车验证,亮条卡爪与本体之间的间隙有改善但还是无法贴紧本体。这说明增加凸台有利于卡爪的变形,但不是解决此问题的关键原因。
2.3 焊接卡爪的结构
对故障件上的焊接卡爪进行人工按压,发现焊接卡爪特别硬,大力按压也无法和注塑窗本体贴紧,贴上也会反弹,返修后无法维持与注塑窗本体贴合。卡爪现用材料为SUS301 不锈钢,硬度为330 HB,此类不锈钢弹性大且硬度高,在变形时易出现加工硬化的现象。所以在用0.5 MPa 的压力压卡爪时,很难将卡爪压变形,变形后反弹量也比较大,不利于紧固,需要更换硬度及弹性相对较低的不锈钢材料。
现用不锈钢卡爪的变形点高度方向尺寸为1.5 mm,宽度方向尺寸为5.0 mm(图5 左侧),变形点的缺口尺寸较小,在用气动工装压紧的过程中,变形比较困难。因此,需要加大变形点的开口尺寸,利于焊接卡爪变形。
3 问题解决方案
通过对故障件的分析,注塑窗本体、卡爪材料及结构都需要更改才能解决此问题。
3.1 注塑窗本体更改点
在卡爪变形点对应的位置增加一个高为1.0 mm、宽为9.2 mm 的凸台,在卡爪受到压力时,有一个应力集中点,促使焊接卡爪变形。
3.2 卡爪材料及结构更改
SUS301 不锈钢含碳量高,硬度高,不易弹性疲劳,延展性差且不易抽拉;而SUS430 不锈钢则[2] 含碳量低,硬度也低,延展性好,易变形。经过实物验证,不锈钢材料更换为SUS430,同时硬度更换为155 HB,更有利于卡爪的变形及紧固。
通过问题的分析,需要加大卡爪变形点的开口尺寸,让卡爪更容易变形。经过一系列的样件改制,发现将变形点的开口尺寸高度方向由1.5 mm 变更为2.5 mm,宽度方向由5.0 mm 变更为2.5 mm,如图5 右侧所示,卡爪变形后紧贴注塑窗本体。
通过注塑窗本体增加凸台、不锈钢卡爪材料更换、不锈钢卡爪硬度降低及卡爪变形点尺寸优化,铝合金装饰条通过气动工装能紧固到注塑窗本体上。
4 结束语
通过对焊接式卡爪问题的处理以及铝合金其他不同安装方式的对比,铝合金装饰条紧固方式在结构空间允许的情况下,尽量采用自带的卡爪结构,同时根据结构判断是否需要增加丙烯酸双面胶带辅助粘结。如果铝合金装饰条较小且能用口模挤出,可以采用丙烯酸双面胶带粘结;若结构空间受限,无法布置自带卡爪的情况下,则需要采用焊接式卡爪。
