
卷烟喂丝机防堵料机构的设计与应用
2021-05-22 06:43胡锴胡芳平刘鹉
机械工程师 2021年5期
胡锴, 胡芳平, 刘鹉
(江西中烟井冈山卷烟厂,江西 吉安341000)
0 引言
随着各卷烟企业对生产成本和卷烟工艺的追求,目前国内卷烟厂选用风力柔性皮带式喂丝机或旋转式喂丝机。风力柔性皮带式喂丝机工作时,由烟丝储丝柜通过烟丝输送装置将烟丝定量加入喂丝机后,经过喂丝机皮带和拨料辊将烟丝送入至风力送丝管道口,通过风力送丝管道风送至卷接机组料仓以满足卷接机组生产。但现有风力柔性皮带喂丝机在生产中存在拨料辊拨动烟丝落入落料斗的吸丝管口时导致烟丝分布不均问题,造成风力送丝管道吸丝不足和喂丝机风力送丝管道堵料问题,引起卷接机组供料不足停机。针对该问题,结合我厂生产实际和卷烟工艺要求,我们对喂丝机结构进行改进设计,增加一均料机构,同时优化风力送丝管道风速。使用效果表明,喂丝机烟丝落料时落料不均问题得到有效解决[1-2]。
1 问题分析
目前使用的喂丝机(如图1)的工作原理为:风力送丝管道通过吸丝将喂丝机料斗内吸丝口烟丝风送至卷烟机料仓内,卷烟机烟丝要料信号通过吸丝管道上安装的压力检测装置的检测压力传递给喂丝机,喂丝机的皮带开始送料,拨料辊拨动皮带上烟丝落入料斗内用于风力送丝管道吸丝[3],将烟丝风送至卷烟机料仓内用于卷烟生产[4-5]。当卷烟机要料结束时,由于风力送丝管道内负压有一定的延迟性,当管内负压低于吸丝管道上安装的压力检测装置设定压力值时,喂丝机供料皮带和拔料辊(如图2)才会停机,这段时间落下的烟丝会堆积在落料口底部,即各吸丝口会堆积烟丝,吸丝口如果堆积烟丝过多时容易造成吸丝口堵料,当调低喂丝机拨料辊和皮带频率时,吸丝管口的堆积烟丝量得到降低,但容易出现风力送丝管道吸丝不足现象造成卷接机组供料不足停机。目前我厂喂丝机在生产过程中出现这一问题,容易造成风力送丝机构供料不足引起卷接机组停机,对卷接机组正常生产、设备运行效率、卷烟质量保障水平、生产成本均会带来一定影响[6]。

图1 喂丝机工作原理图

图2 喂丝机均料机构改进前后对比示意图
2 改进措施
2.1 设计思路及可行性分析
针对现有喂丝机存在送丝过程中风力送丝管道吸丝不足和风力送丝管道堵料等不足,现针对喂丝机设计一烟丝落料的均料机构,以解决喂丝机生产中出现的问题。喂丝机均料机构的基本设计思路是:1)结合烟丝落料规律,增设一均料机构,保证烟丝落料均匀、吸丝充足、不堵料;2)结构设计合理,维修保养方便,加工制作成本低[7-8]。
2.2 喂丝机均料机构设计
通过设计一种应用于卷烟柔性风力喂丝机烟丝落料的均料机构[9],使落于喂丝机落料斗7内各吸丝管8口的烟丝量均匀。该均料机构安装在喂丝机落料斗7内,均料机构由导料板4、调整支架5、导料杆6等部分组成。均料机构在落料斗7内的安装角度为45°。喂丝机拨料辊从皮带上取烟丝拨入落料斗内,烟丝在被拨料辊3拨入落料斗7前经过均料机构再落入落料斗7的左边(远离吸丝口8侧),从补风口9进入的气流将烟丝吹入吸丝管8,在烟丝经过均料机构后再落入各落料斗内各吸丝管道口的烟丝量均匀,可以保证各吸丝管的烟丝吸丝充足[10]。当卷烟机要料结束至喂丝机停止供丝这段区间落下的烟丝同样经导料板4导向落料斗7的后方,导料板下部的导料杆6会挡住该烟丝,防止其堆积在吸丝管8的管口,从而达到防止吸丝管道堵料问题的发生[11-12],如图3、图4所示。
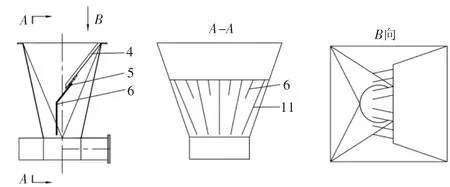
图3 喂丝机均料机构结构示意图
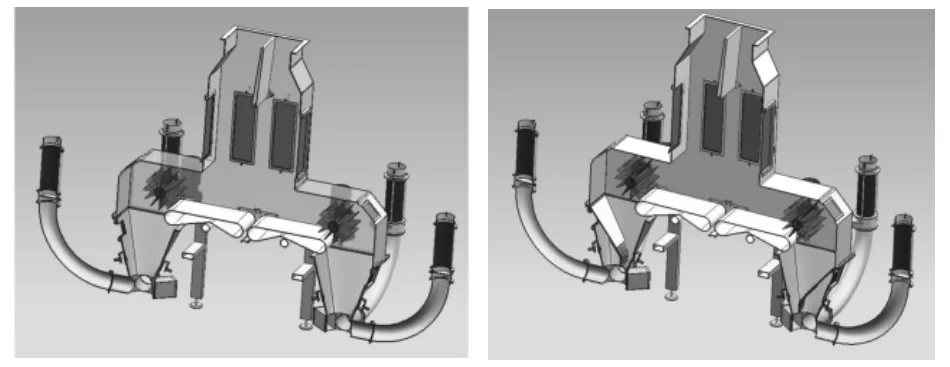
图4 喂丝机均料机构改进前后内部结构示意图
3 改进效果
通过对喂丝机落料斗位置增设一均料机构的改进后,生产技术部门对因喂丝机风力送丝机构供料不足引起卷烟机停机次数进行了改进前后的数据统计[13],如表1、表2所示。

表1 喂丝机风力送丝机构供料不足引起卷烟机停机次数统计表(改进前)
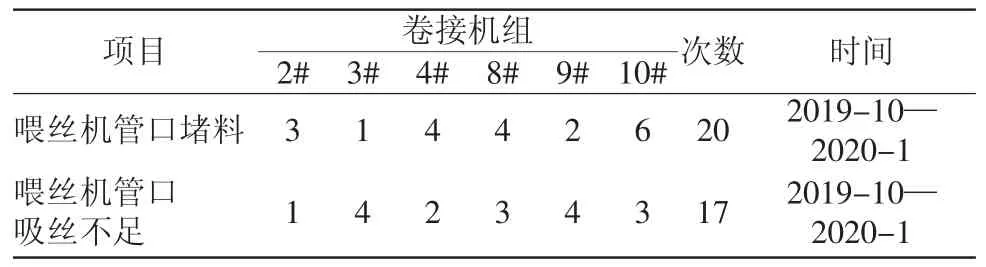
表2 喂丝机风力送丝机构供料不足引起卷烟机停机次数统计表(改进后)
由表中数据可知,通过对喂丝机落料斗处增设一均料机构后,车间6组卷接机组设备因喂丝机吸丝管道堵料和吸丝管道吸丝不足引起卷接机组停机次数下降了94.35%。有效解决了喂丝机皮带上烟丝在被拨料辊拨入落料斗下方的各吸丝管道口位置时的烟丝量不均的问题和因喂丝机吸丝管道堵料及喂丝机吸丝管道吸丝不足引起卷接机组供料不足停机问题[14]。
4 结论
通过对喂丝机落料斗位置增设一均料机构,有效地解决了喂丝机吸丝管道口因堆积烟丝而造成的堵料问题和喂丝机吸丝管道吸丝不足问题,对保障卷接机组连续、稳定生产起到了重要作用,避免了卷接机组因风力送丝管道风送烟丝来料供应不足造成的停机、卷烟质量波动和生产成本消耗增加等问题。
猜你喜欢
轮胎工业(2022年10期)2022-12-30
南方农业(2022年13期)2022-08-03
商品与质量(2021年43期)2022-01-18
科技创新与应用(2021年17期)2021-06-29
装备制造技术(2020年4期)2020-12-25
烟草科技(2020年3期)2020-05-19
消费导刊(2018年8期)2018-05-25
新商务周刊(2017年8期)2017-12-24
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
