复杂曲面激光在机测量精度分析与路径优化研究
2021-05-09 07:51赵文强郭威丁国智
现代信息科技 2021年20期
赵文强 郭威 丁国智


摘 要:基于激光三角法测量原理,分析了激光在机测量精度的影响因素;采用共形映射算法转换复杂曲面三维模型到二维平面,并规划了激光在机测量路径;结合有向包围盒算法控制了传感器的扫描姿态,提高了测量精度与测量效率,实现了对激光在机测量路径的优化。开展了线激光在机测量复杂曲面实验,结果表明,与现有的测量策略相比,优化后的激光在机测量精度与效率明显提升。
关键词:激光在机测量;测量精度;路径规划;共形映射
中图分类号:TP212 文献标识码:A文章编号:2096-4706(2021)20-0160-04
Research on Accuracy Analysis and Path Optimization of Complex Curved Surface Laser on-Machine Measurement
ZHAO Wenqiang GUO Wei DING Guozhi
(1.Beijing Xinghang Electro-mechanical Equipment Co., Ltd., Beijing 100074, China; 2.Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China)
Abstract: Based on the principle of laser triangulation, the influencing factors of laser on-machine measurement accuracy are analyzed; the conformal mapping algorithm is used to convert the three-dimensional model of complex curved surface to two-dimensional plane, and the laser on-machine measurement path is planned; combined with the directed bounding box algorithm, the scanning attitude of the sensor is controlled, the measurement accuracy and efficiency are improved, and the laser on-machine measurement path is optimized. The experiment of line laser on-machine measurement complex curved surface is carried out, the results show that compared with the existing measurement strategies, the accuracy and efficiency of the optimized laser on-machine measurement are significantly improved.
Keywords: laser on-machine measurement; measurement accuracy; path planning; conformal mapping
0 引 言
复杂曲面零件在航空航天领域中应用广泛,如航空发动机叶片、火箭舱体燃料贮箱壁板等[1]。复杂曲面零件的加工工序和工艺往往难度较大,难以满足其加工精度要求[2]。在机测量能在避免拆装的情况下检测出加工误差并及时对加工参数进行调整,从而实现加工与测量的一体化结合,提高加工过程的柔性与自适应性,已成为复杂零件的高效精密加工重要工艺环节。按测量方式的不同,在机测量分为接触式与非接触式两种,探针测量是接触式在机测量的主要手段,非接触式测量形式多样如激光测量、磁测量与超声测量等。激光在机测量因其具有非接触、效率高、信息全的优势,已成为测量复杂曲面零件的重要手段之一。针对激光在机测量的过程中存在测量精度不足的问题,王永青分析了入射姿态变化对激光三角法的影响,建立了入射角度对点激光测量精度的模型并进行了实验分析[3]。庄葆华研究了被测表面的倾斜角度与激光传感器感光元件接收的光功率之间的关系,并对测量面的位移和倾角进行了研究[4]。黄战华实使用定点插值标定方法消除了周围环境对激光传感器测量的影响,提出了峰值求激光光斑质心来消除激光信号处理电路引入的误差[5]。Aguilar J J对激光三角法测量进行精度分析,并进行精度分析实验,对测量进行了仿真,测量研究结果指出不同的被测件具有不同的误差来源[6]。这些研究的测量精度分析都是针对点激光位移传感器进行的,本文首先研究了激光三角法在机测量原理,并采用共形映射算法对复杂曲面的测量路径进行规划,从光学的角度对测量精度分析,以提高测量精度与测量效率为目标优化测量路径,实现在机测量过程中高效高精获取工件复杂曲面数据[7,8]。
1 线激光测量精度与影响因素分析
线激光在机测量精度受众多因素的影响,如扫描仪的姿态、测量环境、标定方法等。其中掃描仪的探测距离与光束入射角度直接决定了测量精度结果,也会对测量策略执行结果产生影响。因此分析扫描仪姿态对测量精度的影响程度,是开展后续路径规划的关键。
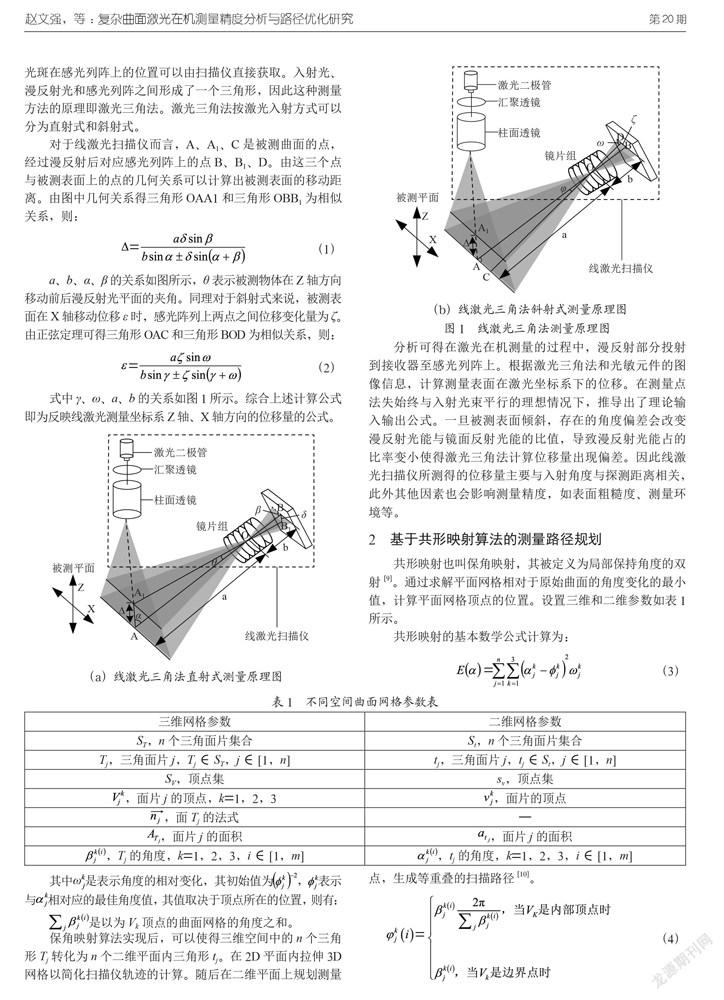
线激光扫描仪测量采用的原理是激光三角法。扫描仪内的激光二极管发出一道高斯光束,它经过透镜后被放大形成激光线,激光线射到被测物体的表面,其在被测物体的表面会发生漫反射还有部分的镜面反射,经过漫反射的部分形成一条激光投射线。激光投射线的光束经过扫描仪的透镜组后映射到扫描仪的感光列阵上,从而形成成像光斑,光斑在扫描仪中的数据可以用来计算得到被测物体表面的位移数据,光斑在感光列阵上的位置可以由扫描仪直接获取。入射光、漫反射光和感光列阵之间形成了一个三角形,因此这种测量方法的原理即激光三角法。激光三角法按激光入射方式可以分为直射式和斜射式。
对于线激光扫描仪而言,A、A1、C是被测曲面的点,经过漫反射后对应感光列阵上的点B、B1、D。由这三个点与被测表面上的点的几何关系可以计算出被测表面的移动距离。由图中几何关系得三角形OAA1和三角形OBB1为相似关系,则:
a、b、α、β的关系如图所示,θ表示被测物体在Z轴方向移动前后漫反射光平面的夹角。同理对于斜射式来说,被测表面在X轴移动位移ε时,感光阵列上两点之间位移变化量为ζ。由正弦定理可得三角形OAC和三角形BOD为相似关系,则:
式中γ、ω、a、b的关系如图1所示。综合上述计算公式即为反映线激光测量坐标系Z轴、X轴方向的位移量的公式。
分析可得在激光在机测量的过程中,漫反射部分投射到接收器至感光列阵上。根据激光三角法和光敏元件的图像信息,计算测量表面在激光坐标系下的位移。在测量点法失始终与入射光束平行的理想情况下,推导出了理论输入输出公式。一旦被测表面倾斜,存在的角度偏差会改变漫反射光能与镜面反射光能的比值,导致漫反射光能占的比率变小使得激光三角法计算位移量出现偏差。因此线激光扫描仪所测得的位移量主要与入射角度与探测距离相关,此外其他因素也会影响测量精度,如表面粗糙度、测量环境等。
2 基于共形映射算法的测量路径规划
共形映射也叫保角映射,其被定义为局部保持角度的双射[9]。通过求解平面网格相对于原始曲面的角度变化的最小值,计算平面网格顶点的位置。设置三维和二维参数如表1所示。
保角映射算法实现后,可以使得三维空间中的n个三角形Tj转化为n个二维平面内三角形tj。在2D平面内拉伸3D网格以简化扫描仪轨迹的计算。随后在二维平面上规划测量点,生成等重叠的扫描路径[10]。
路径规划的最终目标要使得扫描的效率和精度都提高,那么选择合适的扫描方式对路径规划来说就是有必要的,扫描的效率不仅取决于路径点的个数,也取决于扫描仪走过所有路径点时总路径的长短。
如图2(c)所示,如果采用环切法,对于具有曲率变化的复杂曲面来说,扫描的路径明显要长于(a)(b)两种方法。为满足扫描仪的测量约束条件需要在测量过程中频繁调整扫描的位姿,因此就会降低测量的效率还会影响到测量精度。双向扫描比单向扫描的空行程少得多,总的扫描路径短,因此选择往复扫描的方式进行线激光扫描曲面。经共形映射算法计算后其路径如图3所示。
3 精度约束为目标的测量路径优化
考虑到要满足扫描效率问题,扫描仪前进的方向用PCA主成分析法,对二维曲面网格顶点数据进行线性变换降维,提取主特征分量,得到曲面的主方向。其作为线激光位移方向。由此得到平面三角面片的三个顶点信息和扫描仪前进的方向,求取三角形与前进方向的交点得到pi。二维的路径点经过计算获取后,对二维路径点进行逆共形映射得到三维路径点Pi。最终获得三维路径点的坐标信息和法矢信息。
为了保证激光测量的高精度,光束轴应该尽量垂直于表面,由于激光线视场的结构,不可能使激光线在每一个扫描位置上处处垂直于表面。因此需规划测量光束方向使之尽可能垂直入射。2D平面中的激光线经过的面片即为3D空间中驱动点处的激光线经过的面片。三维路径点Pi处扫描表面的法向量应为Pi处与激光线经过的三角面片所有法向量的平均值:
综上,对共形映射所规划的路径,在保证准确获取完整复杂曲面几何信息的前提下,以尽可能垂直入射提高测量精度与扫描覆盖区域最大化提高扫描效率的角度生成优化后的扫描路径。
4 线激光在机测量复杂曲面零件试验验证
4.1 试验条件
实现线激光在机测量的机床为WFL M35五轴车铣复合加工中心,其运动精度2 μm。使用线激光扫描仪是KEYENCE LJ-V7060,重复精度可达0.4 μm,探测距离范围H为60±8 mm。激光线长度为L为16 mm。探针测量精度5 μm。选择大型复杂曲面件来进行线激光扫描验证试验,其加工精度在0.05 mm。
4.2 线激光在机测量试验
经拟合标准球球心标定线激光在机测量系统,并将所规划的路径点与扫描仪姿态由[xpyp zpNiNj Nk]转化为五轴坐标[xmymzmRb Rc],在机床上对曲面进行扫描,如图4所示。
以探针测量零件几何信息为准,通过曲面重构拟合加工出来的实际曲面。将三轴和五轴线激光測量得到的点云数据与探针结果进行3D比较得出几何误差云图
分析偏差结果可知,未经优化扫描姿态的三轴测量,仅沿机床移动坐标轴变换位置,不能改变激光入射角度的同时,其探测距离因复杂曲面外形的变化也未被限制在稳定误差阈值范围内,测量过程中不但出现入射角度过大使漫反射光能减弱,还会使探测距离接近或超出扫描仪量程导致光能衰减严重引起较大测量误差的现象,由偏差云图可得三轴测量的最大偏差为0.045 3 mm。而经优化后的五轴测量其扫描姿态是调整入射角度沿法向完成被测曲面的线激光在机测量的,因其可依照被测曲面轮廓实现随形扫描,其路径总长度为三轴测量的71.91%,最大偏差为0.035 1 mm。
5 结 论
三轴扫描路径不能同时控制传感器的方向和各驱动点的工作距离,因此扫描路径长度比五轴扫描路径长度更长。五轴测量的扫描路径长度是三轴测量的71.91%,这意味着在相同进给速度下,五轴扫描的测量效率提高了28.09%。将两种点云与探针测量结果进行比较,做出误差云图显示三轴扫描的最大偏差为0.045 3 mm,五轴扫描的最大偏差为0.035 1 mm,说明优化后控制姿态的五轴测量相比三轴测量提高了测量精度。数据表明该方法提高了加工效率28.09%,提高了测量精度22.51%,验证了所提出的路径优化方法的优越性。往后更多的研究工作会聚焦于多种测量路径的全局优化以协调测量精度与测量效率之间的平衡。
参考文献:
[1] 刘强,郇极.航空航天制造与现代数控技术及装备 [J].中国制造业信息化,2005(3):64-66.
[2] 夷宏明.复杂曲面在机激光扫描测量技术研究 [D].南京:南京航空航天大学,2016.
[3] 王永青,冀志超,侯博,等.基于粒子群算法的三维扫描点云数据在机配准 [J].组合机床与自动化加工技术,2016(12):23-26.
[4] 庄葆华,王少清,蒋诚志,等.激光三角位移计接收光功率与被测表面倾斜的关系及倾斜角测量 [J].中国激光,1995(8):596-600.
[5] 黄战华,蔡怀宇,李贺桥,等.三角法激光测量系统的误差分析及消除方法 [J].光电工程,2002(3):58-61.
[6] AGUILAR J J,SANTOLARIA J,GUILLOMIA D,et al. Accuracy analysis of laser scanning probes used in coordinate measurement:simulation and experiments[J].VDI BERICHTE,2004:739-744+797.
[7] PHAN N D M,QUINSAT Y,LAVERNHE S. Path Planning of a Laser-scanner with the Control of Overlap for 3d Part Inspection [J].Procedia CIRP,2018,67:392-397.
[8] MART?NEZ S,CUESTA E,BARREIRO J,et al.Analysis of laser scanning and strategies for dimensional and geometrical control [J].The International Journal of Advanced Manufacturing Technology,2010,46(5-8):621-629.
[9] PHAN N D M,QUINSAT Y,LAVERNHE S,et al.Scanner path planning with the control of overlap for part inspection with an industrial robot [J].The International Journal of Advanced Manufacturing Technology,2018,98(1-4):629-643.
[10] AHMET C,?N?VAR A,et al. A novel iso-scallop tool-path generation for efficient 5-axis machining of freeform surfaces [J].The International Journal of Advanced Manufacturing Technology,2010,51(9-12):1083-1098.
作者簡介:赵文强(1979.08—),男,汉族,新疆人,高级工程师,硕士,研究方向:先进制造技术研究与生产管理。
猜你喜欢
中国新通信(2016年22期)2017-01-13
电脑知识与技术(2016年28期)2016-12-21
电子技术与软件工程(2016年20期)2016-12-21
科技视界(2016年26期)2016-12-17
电脑知识与技术(2016年26期)2016-11-25
科技视界(2016年20期)2016-09-29
现代电子技术(2015年18期)2015-09-16
电脑知识与技术(2015年12期)2015-07-18
中国高新技术企业(2015年18期)2015-05-20
中国高新技术企业(2015年14期)2015-04-29