
CRG/PVA复合水凝胶的3D打印工艺研究
2021-05-07 08:41伍硕中汤晓燕云忠陈轲
中国医学物理学杂志 2021年4期
伍硕中,汤晓燕,云忠,陈轲
1.中南大学轻合金研究院,湖南长沙410083;2.中南大学机电工程学院,湖南长沙410083
前言
水凝胶由交联的亲水性聚合物组成,具有三维网络结构以及优异的吸水性能[1],由于水凝胶较低的细胞毒性、良好的生物相容性,使其在软骨移植[2-4]、伤口敷料[5-6]、人造器官[7]、细胞生长支架[8-10]等组织工程领域发挥着重要作用。因此水凝胶已成为生物墨水的重要材料。
聚乙烯醇(PVA)是一种常见的生物高分子材料,可通过物理或化学交联的方法制备成水凝胶[11]。PVA 具有出色的可加工性[12]、可调的扩散特性[13-14]以及优异的力学性能[15-17],在要求高应变的应用场合下具有突出优势。目前传统的水凝胶模具成型工艺存在复杂结构成型困难、定制成本昂贵以及工艺周期长等问题,而3D打印技术具有定制简单、成本低等诸多优势[18],为水凝胶的成型工艺提供了新的思路。然而利用3D 打印技术完成PVA 水凝胶的三维结构成型仍然面临挑战,特别是成型尺寸的精确性。
为改善PVA溶液常温下凝固缓慢而不能满足3D挤出打印要求,可添加温敏特性材料,制备复合水凝胶进行改性。卡拉胶(CRG)是一类在生物医学领域广泛应用的天然多糖[19-20],CRG 溶液在温度降至40 ℃以下时就能固化成热可逆的水凝胶。因此,采用CRG 作为辅助固化材料,与PVA 按比例混合得到具有常温固化能力的CRG/PVA复合水凝胶。
本研究根据CRG/PVA复合水凝胶的特性设计了水凝胶3D 打印系统,在此基础上开展了PVA 复合水凝胶的挤出打印工艺研究。重点研究了活塞挤出速度、喷头移动速度、打印高度、线间距等工艺参数对其尺寸精度的影响,并研究了水凝胶的临界塌陷角度,开展了三维打印结构的优化研究。
1 材料与方法
1.1 CRG/PVA复合水凝胶的制备
在去离子水中加入一定量的CRG(食用型),充分分散后,加入定量的PVA(PVA 1799,醇解度为98%~99%),制得水凝胶混合溶液(15%PVA+2%CRG);将该复合溶液水浴加热到90 ℃并搅拌至完全溶解,然后水浴50 ℃保温1 h,以消除气泡,得到可打印的CRG/PVA复合水凝胶溶液。
1.2 水凝胶3D打印系统设计
针对CRG/PVA 复合水凝胶的特性,3D 打印系统主要包括三维运动系统、材料的挤出供料系统、加热保温装置、控制系统和计算机等。组成框图如图1所示。

图1 生物材料水凝胶的3D打印系统组成结构Fig.1 Biomaterial hydrogel 3D printing system structure
1.3 工艺实验
CRG/PVA 复合水凝胶的成型工艺流程如下:将配置好的CRG/PVA 复合水凝胶倒入可保温的针筒中,针筒加热保温在60~80 ℃,进行3D 挤出打印,被挤出的CRG/PVA 复合水凝胶在室温环境(25 ℃)迅速预固化,第一次交联固化完成;整体结构打印完成后再在-20 ℃环境中冻融循环4~5 次,第二次交联固化完成,得到完全固化的水凝胶实体(图2)。
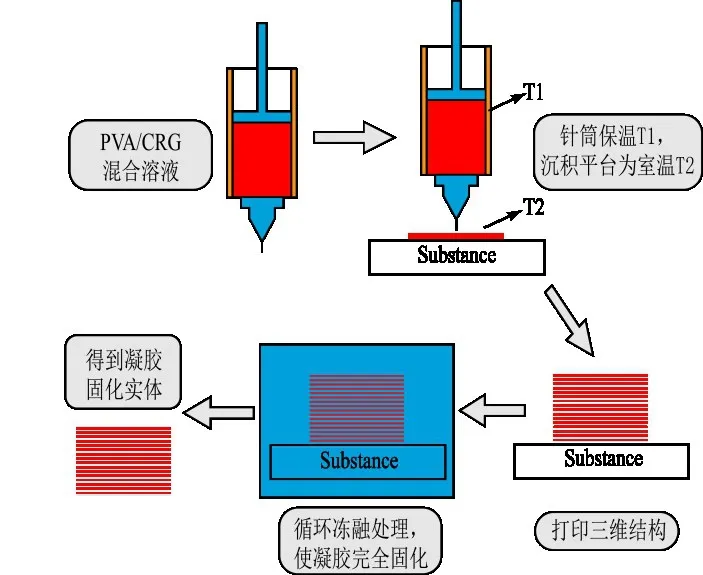
图2 两步交联法打印工艺流程图Fig.2 Flow chart of two-step cross-linking printing process
定义水凝胶挤出液线的断裂距离Ds,Ds是指水凝胶从针头挤出,形成一段连续液线后断裂,从液线断点到挤出针头口之间的距离,如图3所示。用Ds来表征水凝胶挤出液线的状态。
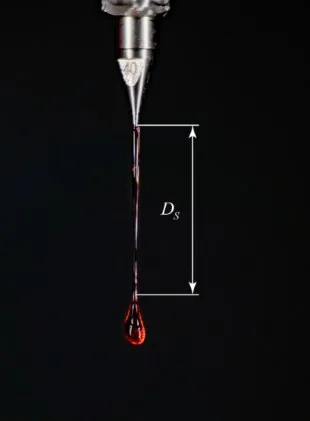
图3 水凝胶挤出液线的断裂距离Fig.3 Fracture distance of hydrogel extrusion line
CRG/PVA 复合水凝胶的粘度受温度影响较大,设计实验在不同活塞挤出速度和不同保温温度下,用游标卡尺测量水凝胶挤出液线断裂距离Ds,观察水凝胶液线挤出形态。以不同的喷头移动速度打印一组线条路径,其中每组又分为不同的挤出速度,记录下该线条在打印平台上的线宽,探究活塞挤出速度和喷头移动速度对线条打印质量的综合影响关系。通过修改G 代码的方式调整打印喷头到打印平台之间的距离,观察沉积线条的形态并记录尺寸。过小的线间距离会造成线与线之间融合情况的发生,对于结构打印极为不利,设计不同线间距的线条打印实验,观察相邻线条之间的融合情况,探寻合适的打印线间距离。
通过以上的实验逐步确定适合CRG/PVA复合水凝胶打印的工艺参数。
1.4 临界坍塌角度实验
打印包含曲面的复杂三维立体结构时,层与层之间不再是垂直堆叠关系,层之间的水凝胶线条会存在一定的角度,如图4所示,该角度的大小会直接影响到结构成型的成败。
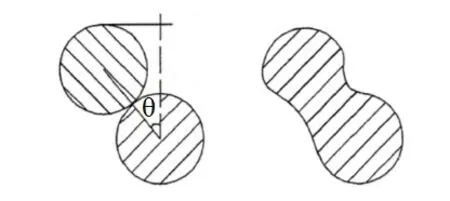
图4 水凝胶打印倾斜角度Fig.4 Hydrogel printing tilt angle
通过三维建模设计不同角度的锥形圆台结构进行水凝胶的3D 挤出打印实验,观察打印结构的塌陷情况,研究CRG/PVA 复合水凝胶打印的临界塌陷角度θ。
2 结果与分析
2.1 3D打印系统设计
3D 打印系统设计选取了XYZ 轴三维移动结构作为水凝胶打印系统的移动平台,各轴的驱动方式选择步进电机驱动;主控板采用Arduino Mege 2560控制板,3D 打印固件采用马琳固件(Marlin source code);水凝胶挤出供料系统选用活塞挤出方式并设计了加热保温装置;针筒选用带有金属外壳的活塞注射器,内径为14 mm;针尖喷头选用金属锥形活塞式挤压喷头,内径为0.5 mm。根据设计思路完成的三维移动平台总体结构设计如图5所示。
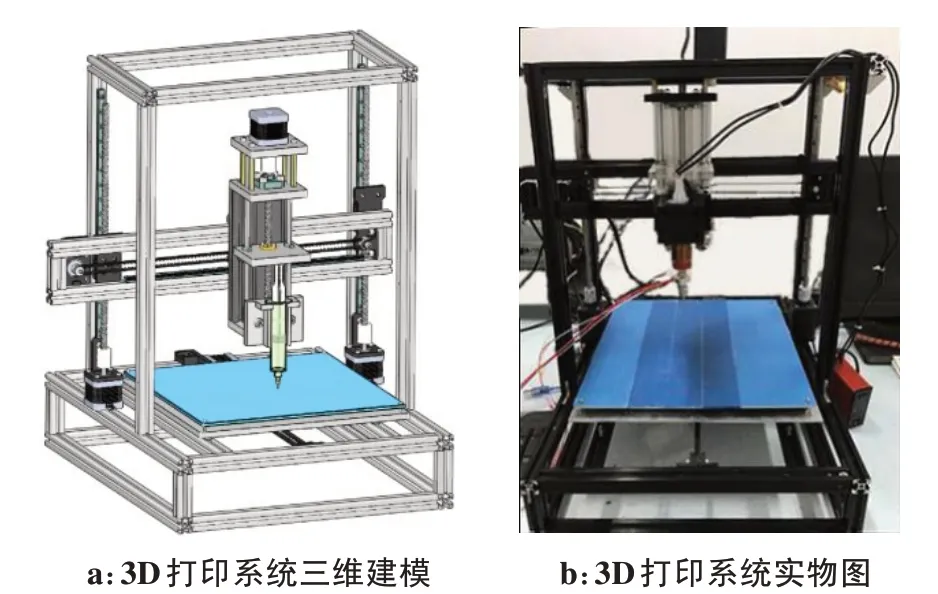
图5 生物材料水凝胶3D打印系统结构设计Fig.5 Structure design of biomaterial hydrogel 3D printing system
2.2 3D打印工艺参数确定
在挤出打印的过程中,为研究挤出速度(ve)、喷头移动速度(vpath),打印高度(d)、打印线间距(fd)对尺寸精度的影响,采用控制变量的方式对各项工艺参数进行实验研究。
2.2.1 挤出速度对水凝胶线结构成型影响考虑到40 ℃及以下温度条件下CRG 材料会固化,所以实验采用的温度分别为50、60、70 ℃,ve分别为0.1、0.2、0.3、0.4、0.5、0.6、0.7 mm/s,实验结果如图6所示。
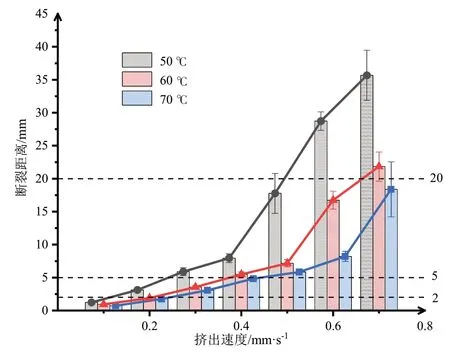
图6 不同温度下挤出速度对水凝胶挤出液线断裂距离的影响Fig.6 Effect of extrusion velocity at different temperatures on fracture distance of hydrogel extrusion line
由图6 的实验结果可以看出,Ds随ve的增加而增加,在Ds<2 mm 时,ve较小,水凝胶容易堆积在针尖,遇冷固化而堵塞喷头;随着挤出速度的增大,Ds开始增大,水凝胶开始形成连续的挤出液线;当Ds>20 mm 时,挤出液线呈连续大量挤出状态,液线形态不可控。对于水凝胶的打印成型来说,需要选择合适的挤出速度使水凝胶挤出液线呈连续可控挤出状态,故选择ve范围为0.3~0.6 mm/s,对应的Ds为5~20 mm。在实验中还发现温度因素对水凝胶液线的断裂距离会产生比较大的影响,相同的挤出速度下温度越高,Ds会明显降低,在高挤出速度下表现更明显。根据多次实验结果,选择保温温度60 ℃,在ve为0.3~0.6 mm/s 时得到具有一定长度且稳定均匀的水凝胶挤出液线。
2.2.2 喷头移动速度对水凝胶可打印性的影响根据挤出速度对水凝胶线结构成型影响的分析结果,在本实验中采用的活塞挤出速度ve分别为0.2、0.3、0.4、0.5、0.6、0.7 mm/s,喷头移动速度vpath分别为5、10、15、20 mm/s。设定实验打印路径如图7a所示,vpath为10 mm/s时,不同ve的打印效果如图7b~f所示。
ve=0.2 mm/s 时,材料基本无法挤出,随着挤出速度的增加,当ve为0.3~0.6 mm/s 时,打印的线条轮廓清晰且粗细均匀,线条打印质量为可接受状态。当挤出速度过大时,如图7f所示,线条明显肥大,线条均匀度也有大幅度降低。其他移动速度下的实验结果如图8所示。
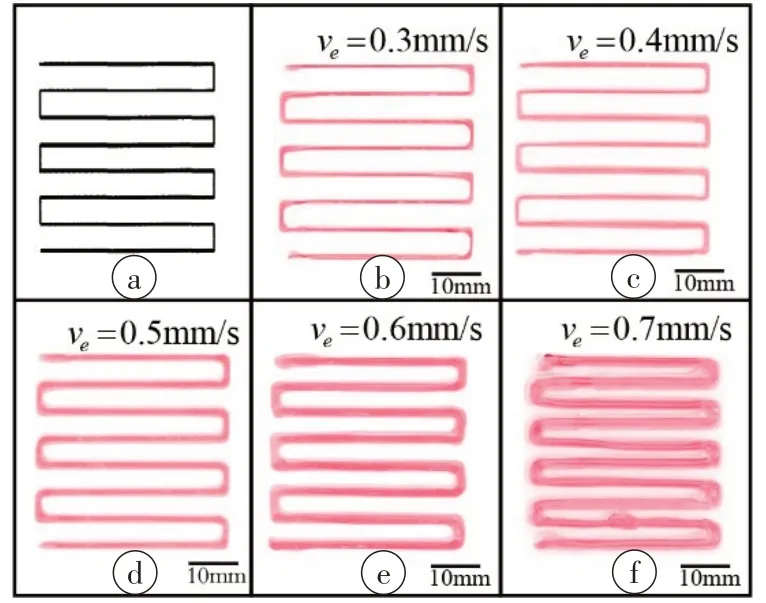
图7 不同挤出速度下线条打印效果(移动速度10 mm/s)Fig.7 Line printing effect at different extrusion speeds(moving speed:10mm/s)
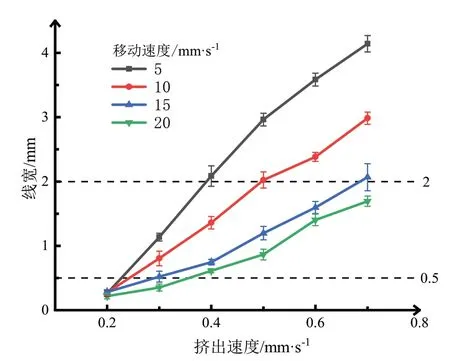
图8 挤出速度与移动速度对打印线宽的影响Fig.8 Effects of extrusion speed and moving speed on printing line width
实验结果表明,在同一移动速度下随着挤出速度的增加,单位长度内的水凝胶堆积量会增加,表现为线宽的增加,ve低于0.2 mm/s 时,水凝胶挤出量过小,挤出材料无法快速离开喷头,从而在喷头部位不断累积,水凝胶材料在针头部位停留时间过长会固化,从而形成积瘤堵塞针头。
对于vpath来说,vpath低于5 mm/s 时,针头相对于沉积平台移速过低,打印时间过长,水凝胶会在沉积平台上快速固化,针头的移动会造成线条的拖拽导致成型失败。如果移动速度过快,对挤出速度要求较高,容易产生线条断连,形成不完整线条。根据多次的实验,控制vpath在20 mm/s以下,可以做到控制水凝胶线宽尺寸。
从上述实验结果中分析可得,vpath为15~20 mm/s是一个比较好的速度范围,可以得到线宽可控的线条,线条宽度为0.5~2.0 mm。
2.2.3 打印高度对打印质量的影响如图9所示,当打印高度d变化时,水凝胶挤出线条在平台上的沉积情况也不同,具体表现为线宽的粗细变化以及线条是否连续。
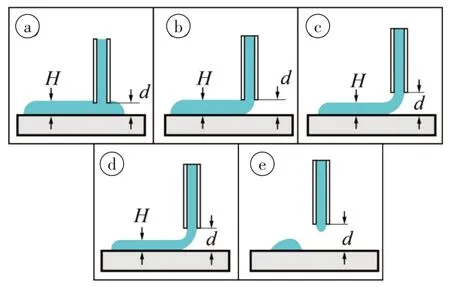
图9 不同打印高度下线条沉积情况示意图Fig.9 Schematic diagram of line deposition at different printing heights
根据前面的实验,选取ve为0.4 mm/s,vpath为15 mm/s,d分别为0.2、0.3、0.4、0.5、0.6、0.7、0.8、0.9 mm。打印实验结果如图10所示。
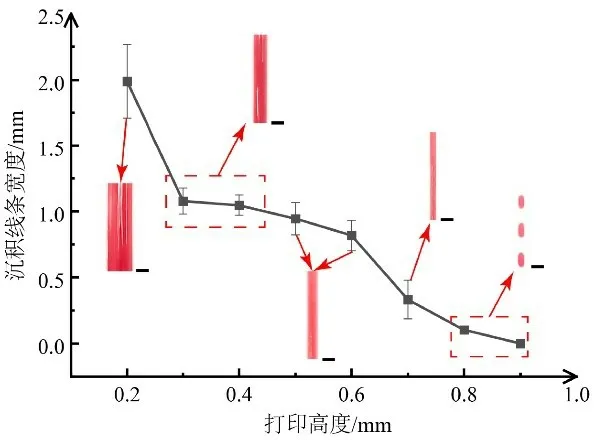
图10 打印高度对线宽的影响(比例尺:1 mm)Fig.10 Effects of printing height on line width(scale:1 mm)
当打印高度较小时(d<0.3 mm),出现针尖过度压缩沉积,导致线条肥大,过低的间隔距离使得水凝胶挤出线条在沉积平台上展开扩散,降低了长度、宽度、高度3 个方向上的尺寸精度;随着打印高度的增加,沉积线条的宽度会明显减小,在d为0.3~0.6 mm时,沉积线条宽度变化不大,能维持一个轮廓分明相对良好的线条状态;当打印高度进一步增加时,线条宽度再次减小,此时线条具有较高的沉积延时,在从针头挤出到沉积在平板这段距离内,挤出线条处于悬空状态,由于针头的移动会对该部分线条产生一定的拉伸,导致线条宽度减小;在打印距离增加到0.8 mm 以上时,断点或断丝形成,水凝胶沉积线条不能形成连续线条。
从上述实验结果中分析可得,d为0.3~0.6 mm时,沉积线条宽度变化不大,能维持一个轮廓分明相对良好的线条状态。
2.2.4 线间距对线间融合情况的影响为了评估水凝胶的细丝融合效果,设计线间距细丝融合实验的打印路径,通过线间距递增的线条结构打印,观察在不同线间距下相邻线条之间的融合情况,如图11所示。在不同的沉积线条距离fd下测量融合段长度fs,为了消除沉积线条宽度ft的影响,用fs/ft的比值来标准化fs,作为线条融合程度的表征。
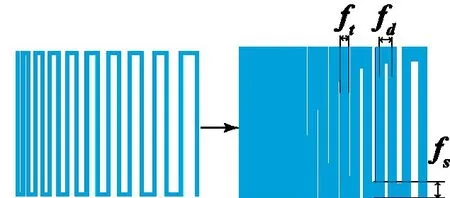
图11 不同线间距下沉积线条的融合示意图Fig.11 Fusion diagram of sedimentary lines at different line spacing
根据前面的实验结果,取ve为0.4 mm/s、vpath为15 mm/s,d为0.4 mm,fd从0.5~2.0 mm递增,打印结果如图12所示。在fd比较小的情况下,打印线条完全融合。随着fd逐渐增大,线条之间的融合情况逐渐降低,可以清晰分辨出线与线之间的间隙,最后线间融合情况趋于稳定。

图12 不同线间距的线条融合情况Fig.12 Line fusion with different line spacing
对fd、ft和fs进行测量与计算,得到沉积线条线间距对线条融合的影响情况,如图13所示。
由图13 可以发现,当fd小于1 mm 时,打印线条之间会深度融合达到一个闭合状态,随着fd的增大,线与线之间的间隔空隙越发明显;fd从1.1 mm 增加到1.4 mm 时,线间融合情况会大幅度下降;fd大于1.4 mm,线间融合情况趋于稳定,相邻线间融合情况较少,有利于结构打印。故应取fd>1.4 mm 进行结构打印,以减少线间融合情况的发生,提高结构打印精度。

图13 线间距对线条融合情况的影响Fig.13 Effects of line spacing on line fusion
2.3 临界坍塌角度实验结果
图14 的打印结果可以发现,在倾斜角度为0°即圆柱结构打印时,圆柱结构能够很好成型,边缘光滑,打印质量良好;随着结构的倾斜角度增加,打印结构开始出现轻微塌陷,打印结构开始出现锯齿形边缘;倾斜角度达到20°左右时,结构开始出现坍塌,无法层叠打印更高高度的结构。
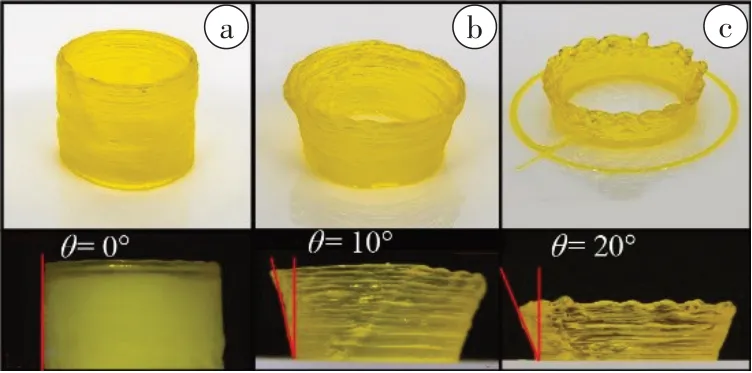
图14 水凝胶三维结构打印临界坍塌角度实验打印结果Fig.14 3D printing results of the hydrogel incritical collapse angle experiment
由上面结果分析,实验中采用的CRG/PVA 复合水凝胶材料在当前环境下的临界塌陷角度在20°左右。为了获得更大的临界塌陷角度,可以对三维打印结构设计一定的支撑结构,提高打印结构的稳定性和支撑强度。如图15所示,在同样的打印参数下,与图14c对比,打印结构的倾斜角度均为20°,添加支撑结构后,避免了结构塌陷情况的产生。
3 结论
本文构建了一套适合CRG/PVA 复合水凝胶的3D 挤出打印系统。确定了CRG/PVA 复合水凝胶的打印工艺参数范围,当喷嘴内径和针筒内径分别为0.5 mm、14 mm 时,该水凝胶有良好成型效果的条件是挤出速度为0.3~0.6 mm/s,喷头移动速度为15~20 mm/s,打印高度为0.3~0.6 mm,线间距大于1.4 mm。CRG/PVA 复合水凝胶材料的临界塌陷角度为20°,通过对三维打印结构设计支撑结构,能够增大CRG/PVA复合水凝胶的临界塌陷角度。

图15 加支撑结构的打印结果Fig.15 Printing result after addingsupport structure
猜你喜欢
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
汽车工程师(2021年12期)2022-01-18
陶瓷学报(2021年4期)2021-10-14
建材发展导向(2021年11期)2021-07-28
陶瓷学报(2021年1期)2021-04-13
发明与创新(2020年31期)2020-12-20
军事文摘(2020年20期)2020-11-16
中学生数理化·八年级物理人教版(2020年12期)2020-01-01
当代陕西(2019年7期)2019-04-25
