
金属粉末3D打印机的机械结构设计*
2021-05-03 13:40曾齐高罗飞李积彬
模具制造 2021年3期
曾齐高,罗飞,李积彬
(1.深圳市龙岗职业技术学校,广东深圳518172;2.深圳技师学院,广东深圳518040;3.深圳市模具先进制造技术重点实验室,广东深圳518060)
1 引言
为满足日益苛刻的工业低成本和高性能要求,结合快速成型技术和金属粉末注射成型技术的优点,深圳大学李积彬教授提出了粉末冶金快速成型敏捷制造概念[1],用金属粉末材料制造产品样品零件,从而降低成型机成本,提高零件机械性能。
金属粉末3D打印成型技术是基于粉末冶金快速成型敏捷制造概念而提出并升级的新技术、新工艺[2],是集金属粉末注射成型技术和快速成型技术优点而提出的一项新工艺[3]。
金属粉末3D打印装备的开发是实现金属粉末3D打印工艺的基本保证,也是验证金属粉末3D打印工艺可行性的重要保障。金属粉末3D打印装备系统开发可分为4个层次,最高层为工艺原理层,其次为软件系统,再其次为控制系统层,最底层为机械系统层[4]。
本文旨在解决金属粉末3D打印机的机械结构设计,机械结构是装备的关键所在,是装备功能实现的保证。
2 机械结构总体设计
金属粉末3D打印机开发的本质,就是根据工艺原理的需要构建可实现工艺过程的机械系统、控制系统和软件系统。装备总体设计是一个全局性的重要问题,设计时一方面要考虑装备本身的内在因素,另一方面要考虑产品的外部因素,如环境和人等。另外,它还必须具有外形美观、比例协调、操作方便等优点,做到机器、环境和人达到最佳的统一效果。
金属粉末3D打印机的机械本体主要包括两个部分:一是金属粉末堆积快速成型装置——三维快速成型平台;二是金属粉末挤出装置——单螺杆挤出装置,如图1所示。
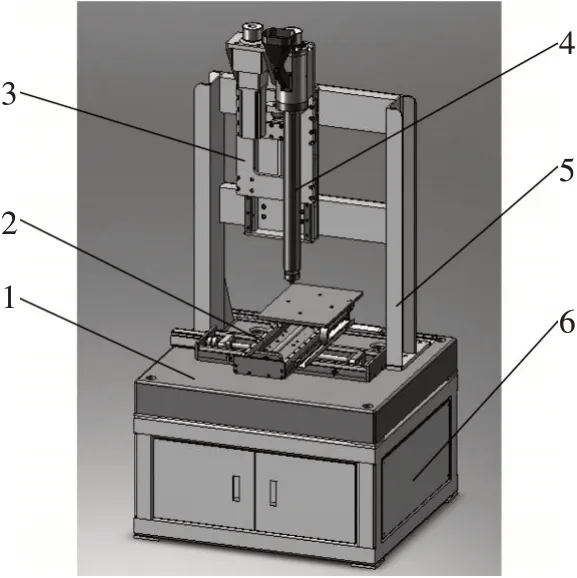
图1 金属粉末3D打印机机械本体
3 三维快速成型平台结构设计
三维快速成型平台是金属粉末挤出堆积快速成型装备的一大核心装置,是提供金属成型零件尺寸及形状精度的保证。成型平台从功能上可分为XY联动平台和Z轴滑台两部分。目前,采用交流伺服电机驱动的滚珠丝杆进给系统仍是快速成型伺服系统主要的驱动装置,如图2所示,其加速度可以达到1g,进给速度可以达到40~60m/min,定位精度20~50μm。
3.1 XY联动平台设计
XY联动平台是三维快速成型平台一大关键部件,根据零件模型的每一层轮廓信息,按照一定的规律运动要求,可以插补出任意所需的轨迹,其结构如图3所示。XY联动平台技术参数如下:
X轴有效行程:300mm;Y轴有效行程:400mm;X轴 负 载:30kg;Y轴 负载:15kg;重复 定 位 精度:0.01mm;最大运动速度:40mm/s;最大加速度:1g。

图2 滚珠丝杆传动系统原理图
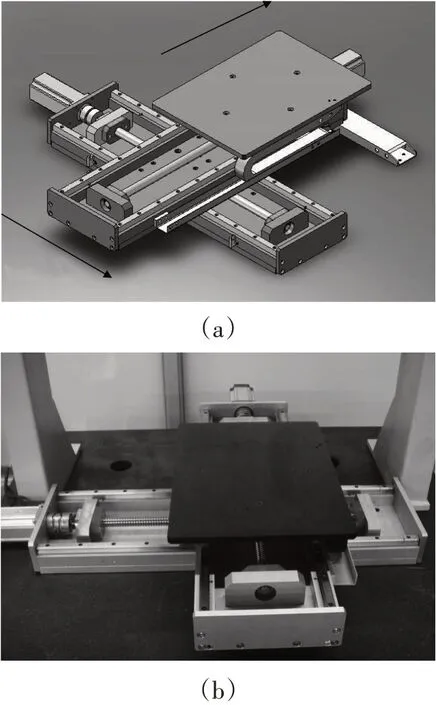
图3 XY联动平台
X、Y滑台驱动装置是由伺服电机+滚珠丝杆+直线导轨组成,是一个将旋转运动转化为直线运动的典型装置,被广泛应用于工程实际中。滑台的侧面均安装有光电限位开关,运动过程中,实现正负限位,以及原点定位功能,方便对其实行运动控制及实时状态监控。
XY联动平台从结构上由X轴直线滑台模块,Y轴直线滑台模块组成,所以设计以及制造装配的过程也是按两个单独的模块进行。直线滑台模块的设计首先应根据所承受的负载选择伺服电机、联轴器、滚珠丝杆副、直线导轨副、轴承等标准件的型号。
以X轴滑台模块设计为例,根据设计输入:X轴行程为300mm,负载为30kg,最大速度要求40mm/s,最大加速度要求1g,重复定位精度0.01mm。根据计算后选择电机为松下400W伺服电机,型号为:MHMD042P1C;采用威远滚珠丝杆副,型号为:LL2005-3-P5-520X605;HIWIN直线导轨,型号为:HGW15CA2R700ZAH+DD/E2。根据所选的标准件然后设计其他一些零部件,最终设计结果如图4所示。为了减轻整个装备的重量,并且由于滑台模块负载较小,所以除标准件外的一些其他零件的材料均选用铝合金。
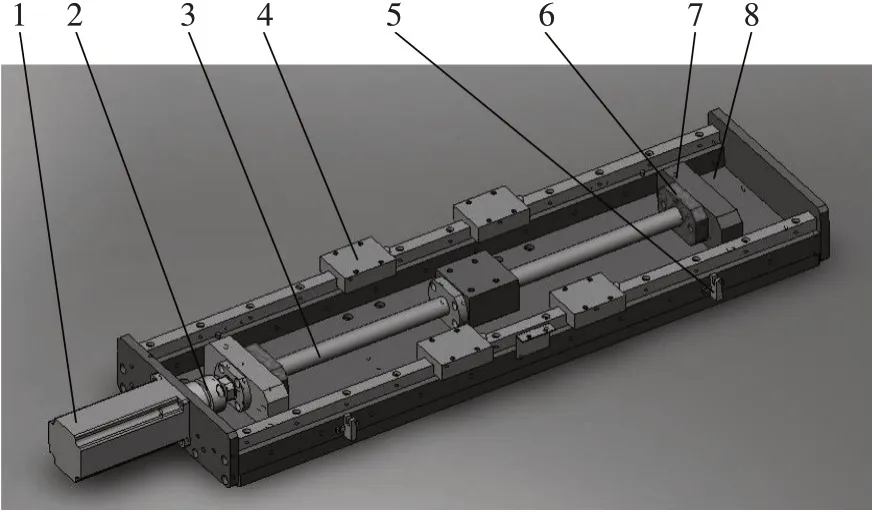
图4 直线滑台模块
由于Y轴滑台模块与X轴滑台模块设计思路一致,设计输入参数也是相差无几,所以其设计过程不再赘述。
3.2 Z轴滑台
三维快速成型平台中另一关键部件即为Z轴滑台模块,挤出装置经喷嘴挤出的熔融状丝材在成型台面上成型完一层后,挤出装置需沿Z轴向上移动一个单位的行程,此过程即需要Z轴滑台模块来实现。
由于整个螺杆挤出装置安装在Z轴滑台上,所以其负载较大,并且行程要求不高。其设计参数如下:Z轴行程:150mm;Z轴负载:80kg;重复定位精度:0.01mm;最大运动速度:40mm/s;最大加速度:1g。
Z轴滑台模块驱动装置同样采用伺服电机+滚珠丝杆+直线导轨结构,所以其设计过程同X、Y轴滑台模块相似,但是由于负载较大,并且为垂直方向,因此根据计算选择电机为松下400W伺服电机,型号为MHMD042P1C(带抱闸);由于其行程较短,选择滚珠丝杆副型号为威远LLZD2005-3-P5-270X400,直线导轨副型号为HGW25CA2R580ZAH+DD/E2。为了保证Z轴滑台模块的刚度要求,其大部分零件材料采用45钢,设计结果如图5所示。
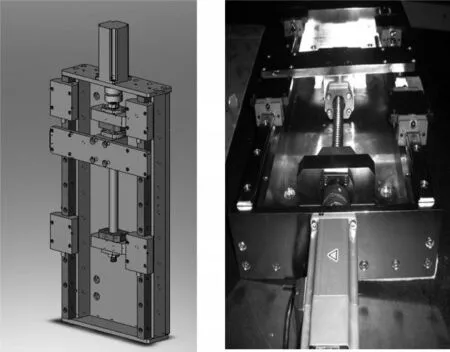
图5 Z轴滑台模块
4 单螺杆挤出装置
金属3D打印机中核心部分即为单螺杆挤出装置,它是熔融丝材制备装置,堆积快速成型的前提保证。单螺杆挤出装置主要由螺杆、料筒、喷嘴、螺杆驱动装置、支承装置等几大部分组成,详细设计见曾齐高的《金属3D打印机的挤出装置的结构设计》[5]。
5 装备机架
装备机架主要包括大理石平台,龙门架,电控箱组成。如图6所示,大理石采用1级精度,龙门架主体采用槽钢焊接,电控箱采用方通焊接。
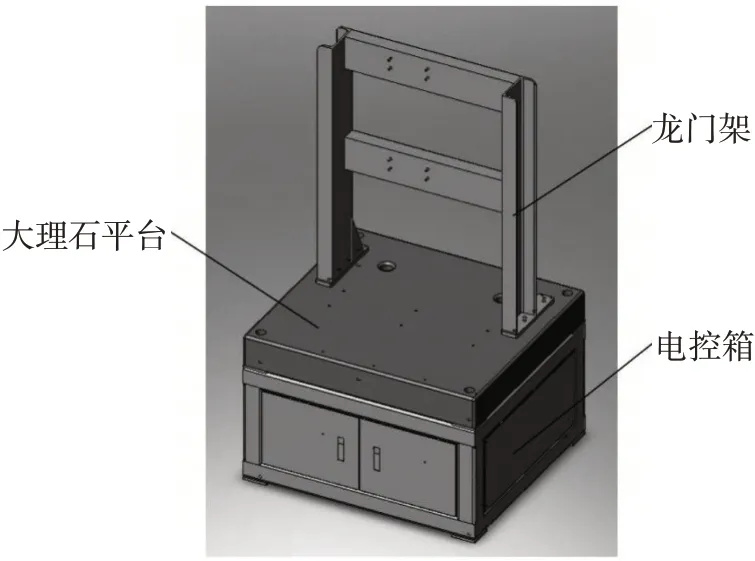
图6 装备机架
6 结论
本文阐述了金属粉末挤出堆积快速成型装备机械系统层的设计过程,其中主要包括三维快速成型平台、单螺杆挤出装置和装备机架三部分的设计。
三维快速成型平台包括XY联动平台,Z轴滑台两部分组成,是挤出堆积快速成型工艺实现的保证。单螺杆挤出装置的核心零件螺杆,料筒,喷嘴,螺杆驱动装置以及螺杆支承装置,轴承系统的设计以及寿命计算。装备机架的大理石平台,龙门架结构等设计。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
新少年(2022年9期)2022-09-17
环球时报(2022-09-07)2022-09-07
橡塑技术与装备(2022年6期)2022-06-02
环球时报(2022-05-26)2022-05-26
汽车实用技术(2022年5期)2022-04-02
有色金属材料与工程(2021年4期)2021-11-27
建材发展导向(2021年11期)2021-07-28
装备维修技术(2020年4期)2020-11-23
科学与财富(2020年7期)2020-05-19
