
金属陶瓷防腐蚀涂层替代镀镉或镉−钛工艺的研究
2021-04-26 07:44李博
电镀与涂饰 2021年6期
李博
(中航飞机起落架有限责任公司,陕西 汉中 723200)
飞机起落架钢制零件的传统防护工艺为镀镉、低氢脆镀镉或镀镉-钛,虽然有较好的防护效果,但镉有剧毒,会对环境造成极大危害,并且目前电镀镉、镉-钛后都要进行六价铬钝化才能达到要求,而六价铬也是剧毒物质。此外,零件在使用过程中也存在氢脆、镉脆等风险,不能很好地保证起落架的使用安全和寿命。民用飞机起落架主要采用300M(40CrNi2Si2MoVA)钢、高强钛合金及铝合金等高性能材料,对其进行新型高性能表面防护工艺的研究十分必要[1]。国外已广泛采用IPcote 9183 金属陶瓷涂层代替镀镉或镀镉-钛工艺对零件进行防护,并进行了深层次的研究[2-3]。国内目前对此方面的研究尚不深入,也未见实际应用。为此,笔者开展了金属陶瓷涂层工艺与传统镀镉、镀镉-钛工艺的对比研究,制定了金属陶瓷涂层喷涂技术条件和型号标准,交付了典型零件,满足了某新研型号的需求,具有一定的推广价值。
1 实验
1. 1 涂料
采用英国Indestructible Paints 公司生产的IPcote 系列涂料中的IPcote9183 和IPseal9184,它们的物理性质见表1。

表1 IPcote9183 和IPseal9184 涂料的物理性质Table 1 Physical properties of IPcote9183 and IPseal9184
1. 2 试样的制备
镀镉、镉-钛试样的基材分别为30CrMnSiA 钢和300M 钢。结合力、耐蚀性试样的规格分别为100 mm × 25 mm × 1 mm 和100 mm × 150 mm × 1 mm,粗糙度Ra 不大于0.8 µm。氢脆性试样的基材为300M 钢,符合HB 5067.1-2005《镀覆工艺氢脆试验 第1 部分:机械方法》中图1 的要求。分别按HB/Z 5068-1992《电镀锌、电镀镉工艺》和HB/Z 107-1986《高强度钢零件低氢脆镀镉-钛工艺》进行氰化物镀镉和无氰镀镉-钛,厚度8 ~ 12 μm,并进行钝化处理[4]。
金属陶瓷涂层的制备流程有2 种:
(1) 喷涂前检查→丙酮清洗→屏蔽非喷涂表面→吹砂→清洗→喷涂IPcote9183(厚度25 ~ 40 μm)→表干[(80 ± 10) °C,≥30 min]→固化[(190 ± 10) °C,≥20 h]→涂漆。
(2) 喷涂前检查→丙酮清洗→屏蔽非喷涂表面→吹砂→清洗→喷涂IPcote9183→表干[(80 ± 10) °C,≥30 min]→固化[(190 ± 10) °C,≥20 h]→喷涂IPseal9184→表干[室温下晾干至少15 min 后于(80 ± 10) °C下加热30 min 以上]→固化[(190 ± 10) °C,≥20 h]。IPcote9183 +IPseal9184 的涂层总厚度为35 ~ 50 μm。
1. 3 性能测试
1. 3. 1 结合力
按HB 5036-1992《镉镀层质量检验》中的弯曲法测试镀层的结合力:用钳子夹紧待测试样,反复弯曲180°,直至基体金属断裂,在5 倍放大镜下检查断口,镀层与基体金属之间应无起皮、脱落现象,在5 倍放大镜下观察到龟裂属于合格。
按GB/T 9286-1998《色漆和清漆 漆膜的划格试验》测试涂层的结合力,应至少符合1 级要求。
1. 3. 2 耐蚀性
按GB/T 10125-2012《人造气氛腐蚀试验 盐雾试验》进行中性盐雾(NSS)试验。对于钝化后的镉层、镉-钛层,96 h 无白锈、360 h 无红锈为合格;对于IPcote9183 涂层,360 h 不出现红锈为合格;对于IPcote9183 + IPseal9184 涂层,1 000 h 不出现红锈为合格。
1. 3. 3 氢脆性
按HB 5067.1-2005 进行持续拉伸试验,200 h 不断裂则氢脆性合格。
2 结果与讨论
2. 1 工艺对比
对金属陶瓷涂层涂覆工艺与镀镉、镉-钛工艺进行对比,具体见表2。
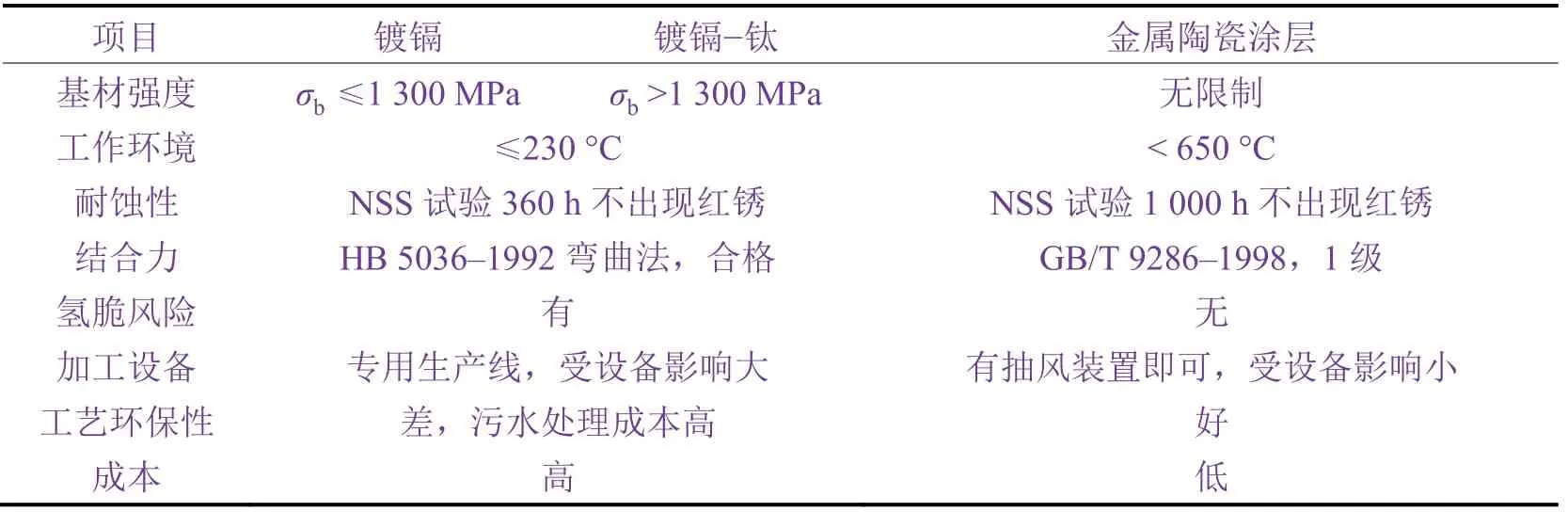
表2 金属陶瓷涂层涂覆与镀镉、镉−钛工艺对比Table 2 Comparison between metallic–ceramic coating and Cd/Cd–Ti electroplating
2. 2 镀层对比
2. 2. 1 外观
如图1 所示,IPcote9183 涂层固化后呈现均匀的铝色表面。IPcote9183 + IPseal9184 涂层固化后呈现均匀、光滑的黄褐色或绿色(与涂料颜色有关)表面。钝化后的镉-钛镀层为彩虹色、金黄色;镉镀层由于镀液中添加了光亮剂,表面更光滑、光亮。
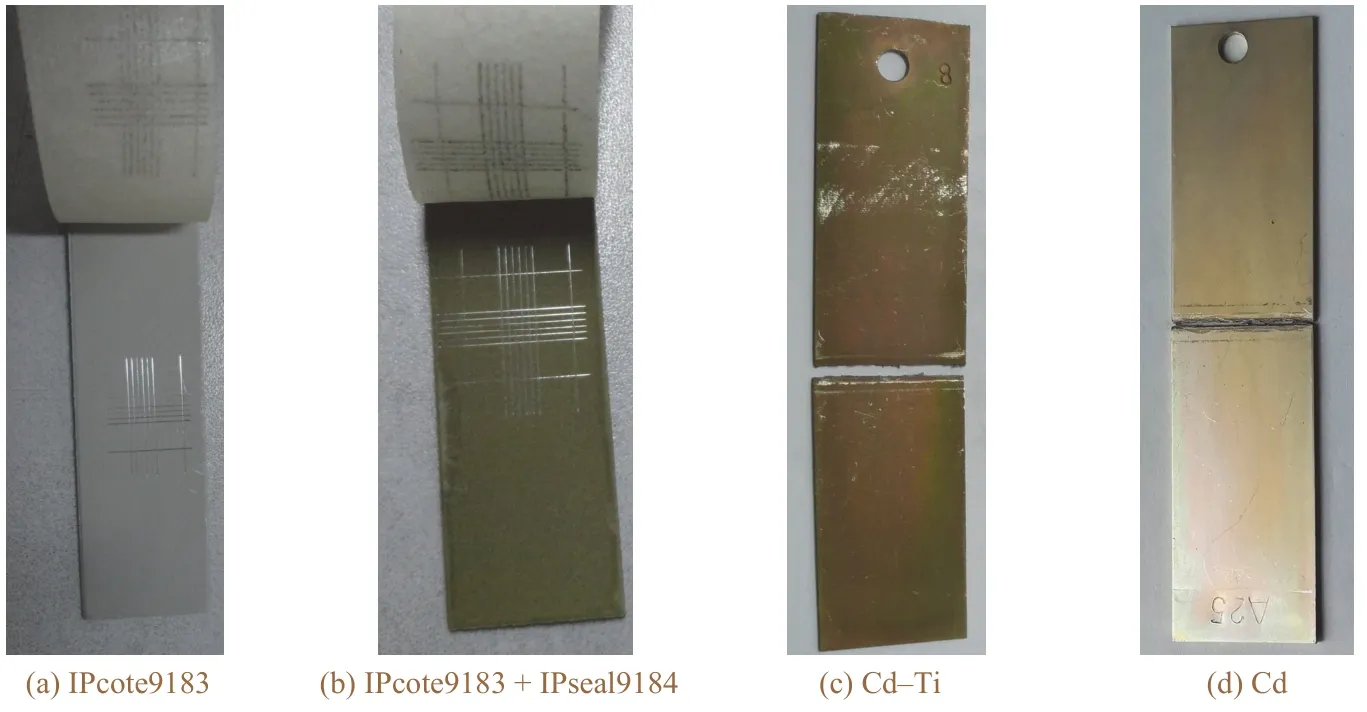
图1 不同涂镀层的外观和结合力测试结果Figure 1 Appearance and adhesion test results of different coatings
2. 2. 2 结合力
图1 还显示,采用划格法对IPcote9183 和 IPcote9183 + IPseal9184 涂层进行结合力测试的结果符合GB/T 9286-1998 的1 级要求,镉-钛镀层和镉镀层的弯曲试验也合格。
2. 2. 3 微观形貌
用JSM-5600LV 扫描电镜(SEM)分析涂、镀层的微观结构,结果见图2。IPcote9183 涂层疏松多孔、致密度最低;镉镀层表面光滑,无孔隙和微裂纹;镉-钛镀层和IPseal9184 涂层都较为致密,但镉-钛镀层有少量微裂纹;IPcote9183 + IPseal9184 涂层有少量孔洞,在其表面的粘结剂中均匀弥散着清晰的白色铝粉。
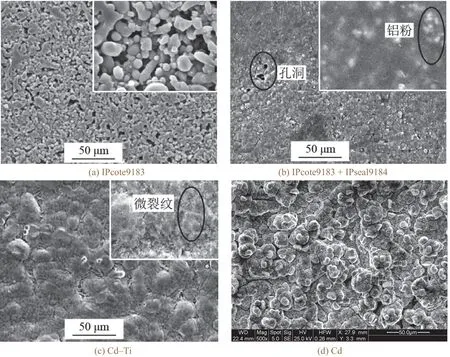
图2 不同涂镀层的表面形貌Figure 2 Surface morphologies of different coatings
2. 2. 4 耐蚀性
中性盐雾试验中,钝化后的镉-钛镀层、镉镀层96 h 无白锈,360 h 无红锈;IPcote9183 涂层360 h无红锈;IPcote9183 + IPseal9184 涂层1 000 h 无红锈。试验后各试样的外观见图3。分析认为:镉-钛镀层的耐蚀性优于镉镀层,因为钛和镉具有同样的密排六方体晶格结构,少量的钛可以弥补镉的晶体缺陷,从而提高了耐腐蚀能力。IPcote9183 涂层的主要成分为金属铝,氧、磷、镁元素含量较低,微观上疏松多孔,孔隙较多,是其耐蚀性低的主要原因。IPcote9183 + IPseal9184 复合涂层由于厚度大,且面层IPseal9184 中的铝粉均匀地弥散在粘接相中,比较致密,因此耐蚀性显著提高[5]。
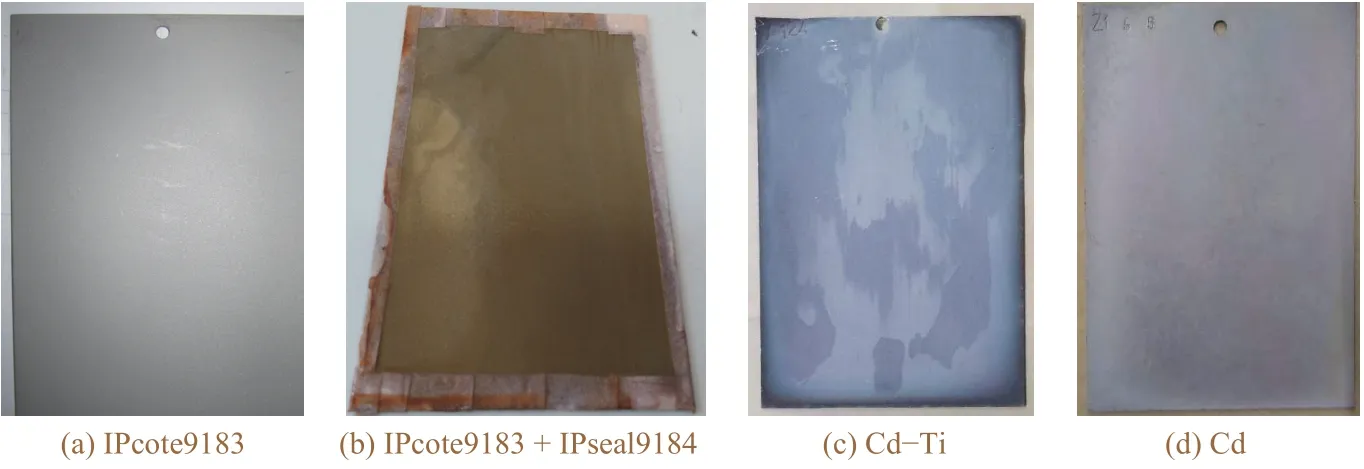
图3 不同涂镀层经NSS 试验后的外观Figure 3 Appearances of different coatings after NSS test
2. 2. 5 氢脆性
按HB 5067.1-2005 进行氢脆性拉伸试验,镀镉-钛、涂覆IPcote9183 + IPseal9184 涂层的试样持续拉伸200 h 未断裂,而镀镉试样仅26 h 就断裂了,表明镀镉工艺的低氢脆性不如镀镉-钛和涂覆IPcote9183 +IPseal9184 工艺,因此镀镉不允许用在超高强度钢零件的表面防护上。分析认为:涂覆IPcote9183 +IPseal9184 过程不产生氢,也不存在吸氢环节,属于低氢脆环保型工艺。镀镉-钛的低氢脆性是镀层成分和结构两种因素共同作用的结果[6-7]:一方面镀层中的钛在还原时消耗大量氢原子,同时生成的钛对氢还有吸收作用,镀层氢含量较高,阻止了氢进一步进入基体;另一方面由于镉-钛镀层结构疏松或具有微裂纹,除氢时进入镀层和基体中的氢进一步减少。
3 结论
(1) IPcote9183 及IPcote9183 + IPseal9184 涂覆工艺可获得与镀镉、镉-钛工艺性能相似的防腐层,其外观、厚度、结合力及氢脆性均满足企业标准要求。
(2) IPcote9183涂层疏松多孔且与基体结合优良,适用于做底层,面层可使用普通油漆或IPseal9184。IPcote9183 + IPseal9184 复合涂层较为致密,抗腐蚀能力强,可保证零件在1 000 h 中性盐雾试验过程中不出现锈蚀。
(3) IPcote9183 + IPseal9184 复合涂层可替代镀镉、镀镉-钛工艺用于起落架钢制零件的表面防护,其工艺操作简单,不含氰化物及镉离子、铬离子,有利于环境保护和降低废水处理成本。
猜你喜欢
大电机技术(2022年4期)2022-08-30
农业装备与车辆工程(2021年9期)2021-10-04
天津科技大学学报(2021年1期)2021-02-25
雷达学报(2018年1期)2018-04-04
西部广播电视(2015年7期)2016-01-16
西部广播电视(2015年6期)2016-01-16
化工进展(2015年3期)2015-11-11
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
焊接(2015年4期)2015-07-18
上海塑料(2015年3期)2015-02-28
