
页岩气井随钻导向工具天线腐蚀失效分析
2021-04-23 08:16:22冯思恒喻智明曾德智
钻采工艺 2021年1期
刘 伟, 冯思恒, 简 利, 臧 硕, 喻智明, 曾德智
(1中石油川庆钻探工程有限公司钻采工程技术研究院 2中石油川庆钻探工程有限公司页岩气工程项目部 3西南石油大学油气藏地质及开发工程国家重点实验室)
0 引言
近年来,我国页岩气勘探开发规模不断扩大,定向井、水平井日益增多,井眼轨迹控制精度要求更加严格,随钻导向工具是水平井地质导向的关键[1],它可以提供实时的高质量地层测量及评价,保障优质高效钻井。
随钻导向工具的安全服役至关重要。一旦失效,不仅导致精密贵重仪器直接报废,还极有可能使得钻井脱靶,影响钻井安全和钻井周期,造成经济损失[2]。据研究报道,目前有关钻具失效形式集中在钻铤尤其是螺纹接头断裂失效、加重钻杆刺穿失效等,失效原因以疲劳失效为主,同时腐蚀的存在促进了裂纹的扩展[3- 5]。而关于随钻导向工具的失效鲜有报道。但在西南某页岩气井钻进过程中,出现了多起导向工具中的天线关键部件失效,严重影响了正常钻进作业。
该页岩气井所处地层主含黄铁矿(FeS2),地层温度为130~150 ℃,采用油基钻井液(水相中含25%CaCl2,未除氧)。失效天线整体形貌如图1所示,由图1可知,天线壁面出现了大量麻点状蚀坑和微裂纹,内部可明显观察到渗入的钻井液等介质,天线端盖呈金属光泽,基本完好。为找出该井导向工具天线失效的原因,本文通过化学成分和金相组织分析、宏/微观形貌分析、以及腐蚀评价,探讨了天线的失效原因和失效机理,提出了针对性的预防措施,避免后续类似失效事故的发生。
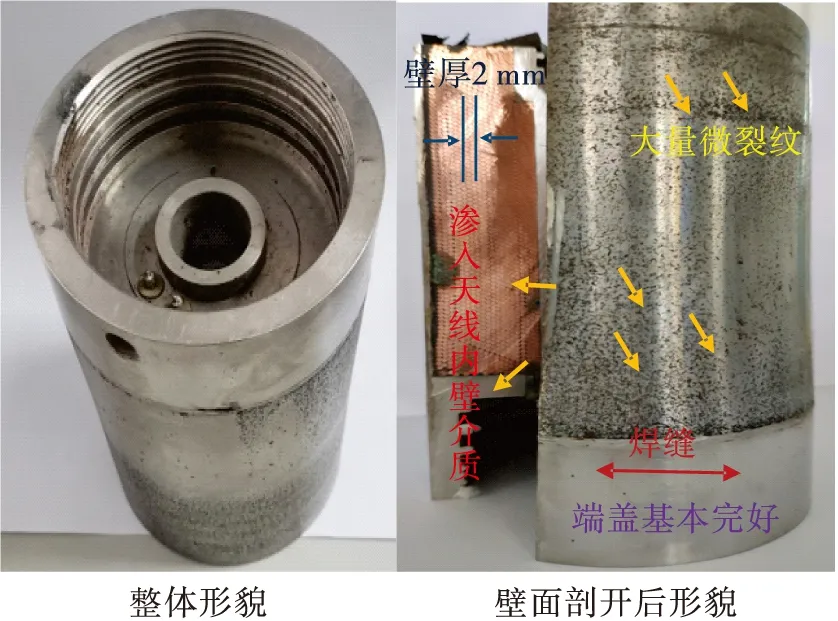
图1 失效天线宏观形貌图
1 测试项目与结果分析
1.1 化学成分分析
采用HCS- 140高频红外硫碳分析仪对天线材质进行化学成分分析,结果如表1所示。由表1可知,天线材质S元素含量0.029%,由于目前没有相应的标准规定导向工具天线材质的化学组分,可参考ISO 11960—2014《石油和天然气工业.井套管或油管用钢管》标准中对钢材化学成分指标要求,S<0.01%(均为重量百分比)。天线材质S元素偏高,易增加材料的应力开裂敏感性。

表1 天线化学成分检测结果(质量分数/%)
1.2 金相组织分析
在失效天线基体上切取试样,经360#、600#、800#、1000#、1200#砂纸依次打磨,并用金刚石粉金相抛光剂抛光后,参照标准GB/T13298—2015《金属显微组织检验方法》、GB/T10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》和GB/T6394—2017《金属平均晶粒度测定方法》对天线纵向截面进行金相组织分析、钢中非金属夹杂物检测和评级、晶粒度评级,非金属夹杂物如图2所示,表面裂纹形貌如图3所示。
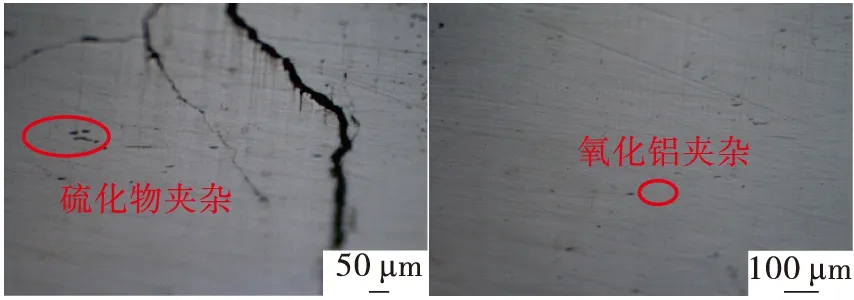
图2 非金属夹杂物图
金相组织分析结果如表2和图4所示。天线外表面上有明显的沿晶枝状裂纹,天线含有硫化物夹杂,可加剧材料发生应力腐蚀开裂后的快速断裂失效,天线纵向截面的晶粒度为5级,金相组织为奥氏体,部分晶体呈孪晶。
1.3 表面裂纹形貌分析
肉眼可见失效天线外壁表面有许多裂纹,如图5(a)红色箭头标注所示,将天线的最外镀层取下,对外表面裂纹进行扫描电镜分析,如图5(b)所示,裂纹内有外界介质形成的腐蚀物填充。

图3 表面裂纹形貌图(100×)

表2 金相组织分析结果

图4 金相组织图(200×)
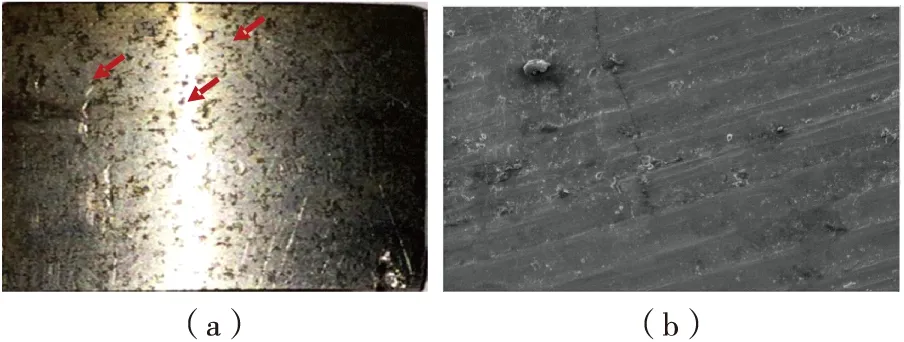
图5 外表面裂纹形貌
对天线外表面蚀坑上堆积的腐蚀物及裂纹缝隙间物质进行扫描电镜能谱分析,分析结果如图6所示。由能谱分析结果可知,腐蚀物中C、O含量很高,高含量的C、O应来自于有机盐溶液,这些元素进一步加速了材料的沿晶腐蚀开裂,并且S、Cl含量也较高,说明介质中含有一定量的硫化物和氯化物类物质,此类物质易使材料产生应力腐蚀开裂[6]。
对失效天线内壁表面附着污物及外界介质渗入管体黏附在管内壁表面的物质进行扫描电镜能谱分析,分析结果如图7所示。由能谱分析结果可知,黏附物中C、O、Si含量很高,高含量的C、O、Si应来自于环境介质溶液,渗入到天线内壁,导致天线信号传输短路,加速了天线的失效。
1.4 模拟工况下的腐蚀测试
1.4.1 实验材料
实验材料为失效天线端盖加工成的挂片失重测试试样:30 mm×10 mm×3 mm尺寸的长方体试样,设置3个平行试样,2个用于测试腐蚀速率,1个实验试样用于观察腐蚀产物膜分析。
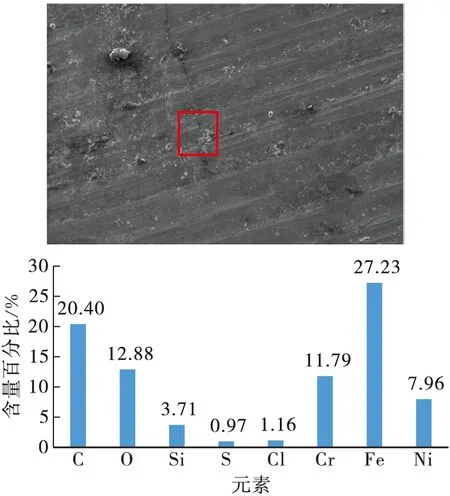
图6 腐蚀物微观形貌及EDS能谱分析图

图7 黏附物微观形貌及EDS能谱分析图
1.4.2 实验方法
实验参照标准JB/T 6073《金属覆盖层实验室全浸腐蚀试验》进行。
(1)实验前将试样清洗干净,置于下风处吹干,随后放在干燥皿中干燥。然后用电子天平对试样进行一次称重,注意精度为0.1 mg,将试样系挂在试样架上,随后进行实验。
(2)将1.5 L介质为25%的CaCl2溶液(添加了适量的黄铁矿)加入至高温高压釜中,密封高温高压釜。
(3)在温度为120 ℃的条件下腐蚀72 h后,打开高温高压反应釜,取出试样,依次用去膜液、无水乙醇和石油醚等试剂清洗试样,并将试样放置于下风处吹干后,置于干燥皿中干燥,然后用电子天平进行称重,称重时注意要称两次或以上,取平均值,得出失重值,通过式(1)计算腐蚀速率:
(1)
式中:RG—平均腐蚀速率,mm/a;Δm—试片腐蚀前后失重,g;ρ—碳钢的密度,g/cm3;s—试片表面积,cm2;Δt—实验时间,h。
1.4.3 腐蚀速率
失效天线在温度为120 ℃条件下的腐蚀速率如表3所示,由表3可知,失效天线的腐蚀速率很小,平均腐蚀速率为0.025 7 mm/a,小于腐蚀防护控制指标,说明天线具有良好的耐电化学腐蚀性能。

表3 天线的腐蚀速率
1.4.4 腐蚀产物形貌分析
对天线的腐蚀产物膜进行扫描电镜能谱分析,分析结果如图8所示。由能谱分析结果可知,天线的腐蚀产物主要由Fe、C、O、S组成,表面腐蚀产物堆积较少,腐蚀产物膜相对致密,对基体有一定保护作用,结合材质元素进行分析,可说明致密的腐蚀产物膜主要是基体中Cr元素形成的钝化膜及部分氧腐蚀产物。腐蚀产物中存在少量氯,推测氯的存在起腐蚀穿透作用,破坏了腐蚀产物膜的完整性。
1.5 腐蚀失效原因分析
对该失效天线的化学成分分析结果表明,该天线的S元素偏高,质量分数高达0.029%,说明天线本身的质量存在一定问题,在酸性环境中易发生应力腐蚀开裂,加速失效进程[7]。
对该失效天线的金相组织分析结果表明,天线纵向截面的晶粒度为5级,金相组织为回火奥氏体,部分晶体呈孪晶,孪晶会促使材料在含氯离子介质里更易发生沿晶腐蚀开裂,因此天线外表面有很多沿晶裂纹[8- 9]。天线中Cr元素的含量相当高,占总元素的19.2%,而在500~580 ℃范围内进行长期加热或焊接后,Cr的碳化物易从奥氏体中析出,从而弱化晶界的结合力,易使天线发生晶界腐蚀。

图8 天线腐蚀产物微观形貌及EDS能谱分析图
天线壁面与端盖焊接,且壁面很薄,约2 mm,推测天线微观结构因焊接和热处理过程中组织转变不完全,易存在较高残余应力,导致天线初始应力腐蚀开裂敏感性高,极易发生应力腐蚀开裂[10]。天线表面裂纹微观形貌和扫描电镜能谱分析结果表明,天线外表面上有明显的沿晶枝状裂纹,裂纹具有大量分枝、呈根须状,不同于纯机械应力造成的裂纹形态,裂纹内填充有一定量的腐蚀产物,对腐蚀产物进行EDS检测,结果显示腐蚀物元素以C、O、Fe、S为主,还含有一定量的Cl元素,推测天线产生应力腐蚀开裂从而导致失效。
天线中含有一定量的Cr元素,Cr元素形成的钝化膜及部分氧腐蚀产物形成相对致密的腐蚀产物膜,对基体产生一定保护作用,因此天线具有良好的耐电化学腐蚀性能。但该井地层水为CaCl2型,地层水中含有大量Cl-,且所使用钻井液中的CaCl2含量高达25%,一般认为Cl-会阻止金属基体表面钝化膜形成或促进钝化膜的破坏,从而促进局部腐蚀[11- 12]。同时Cl-可以穿过FeCO3产物膜,引起天线的应力腐蚀开裂,天线在地层水氯离子溶液中的应力腐蚀开裂为阳极溶解型,由于Cl-带负电荷,基于电价平衡其会吸附到金属基体上并聚集在阳极溶解区,与Fe3+发生水合作用而生成可溶性的FeCl2和FeCl3,形成点蚀孔洞,伴随阳极溶解过程阳极钝化,在点蚀孔洞周围重新钝化[13];随后在应力作用下,点蚀坑底部的钝化膜破坏,形成新的活性阳极区,继续深入阳极溶解腐蚀,在应力和腐蚀的交互作用下导致裂纹萌生,且FeCl2会水解生成H+和Cl-,降低该区域的pH值,进一步加速了天线的腐蚀开裂[14- 15]。
FeCl2+2H2O→Fe(OH)2+2H++2Cl-
随着FeCl2水解作用的不断进行,Cl-浓度逐渐增大,更多Cl-渗透进腐蚀产物膜内,形成自催化作用,溶解腐蚀产物膜下天线基体的Fe元素,导致裂纹逐渐拓展,多处蚀孔逐渐发展,最终导致天线失效[16]。
2 结论与建议
(1)天线化学成分及金相组织分析表明,天线材质本身存在一定缺陷,S元素含量偏高,含有硫化物夹杂,易导致天线抗应力腐蚀开裂敏感性降低,建议升级天线材质,降低夹杂物含量,选择耐点蚀性能较强的材质。
(2)天线失效的主要原因是Cl-引起的应力腐蚀开裂,由于焊接和热处理过程中组织转变不完全,天线初始应力腐蚀开裂敏感性高,导致极易发生应力腐蚀开裂,建议改进天线结构设计,减小应力集中,尽量避免产生较大的残余应力。
(3)溶解氧也是发生应力腐蚀的促进因素,氧氯协同作用可引起阳极溶解型应力腐蚀开裂,形成裂纹并增加裂纹扩展的速度。建议对所用钻井液适量除氧,并在钻遇产层时,保持钻井液pH值在10以上,降低Cl-的含量。
猜你喜欢
特产研究(2024年1期)2024-03-12 05:40:56
色谱(2022年5期)2022-04-28 02:49:10
天然产物研究与开发(2019年10期)2019-11-05 10:12:44
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:57
材料科学与工程学报(2016年4期)2017-01-15 13:35:34
数学物理学报(2016年5期)2016-08-24 07:38:36
中成药(2016年8期)2016-05-17 06:08:26
中国光学(2015年1期)2015-06-06 18:30:20
郑州大学学报(工学版)(2014年6期)2014-03-01 04:21:27
化工生产与技术(2014年6期)2014-02-27 13:42:10
