一种钢丝绳润滑保养装置
2021-04-22 06:18刘文华韩俊虎王善科叶因峰田卫东
建筑机械化 2021年4期
刘文华,韩俊虎,王善科,叶因峰,田卫东
(山东中建物资设备有限公司,山东 济南 250014)
1 技术背景
钢丝绳的规格及类别繁多,用途广泛,由于防腐和润滑不当引起钢丝绳破坏的实例屡见不鲜。根据权威机构所统计的数据,钢丝绳报废原因70%~80%为腐蚀,10%~15%为疲劳破坏。一般情况下,良好润滑的钢丝绳和欠润滑的钢丝绳寿命相差2~3 倍;在特殊环境下,润滑对钢丝绳使用寿命的影响甚至会超过钢丝本身质量。
长期以来施工现场塔机钢丝绳润滑一直采用传统的人工涂油方式,即用毛刷在钢丝绳表面涂抹油脂,由于油脂在常温下渗透力非常差,很难进入钢丝绳内部,尤其是动臂式塔机钢丝绳,由于直径大,绳股多,虽然从外观看表面润滑很好,但内部油脂可能已干透或老化,失去润滑作用,致使钢丝绳内部锈蚀、断丝加剧,此种钢丝绳继续使用,存在断绳隐患,极易引发事故。
2 钢丝绳润滑装置原理及构造
2.1 钢丝绳润滑装置的设计原理
钢丝绳润滑专用油脂在温度100~120℃时,流动性好,沁润性强,能将绳上原油脂融化,绳内铁锈带出,润滑直达绳芯。
自动温控加热技术能保证润滑专用油脂温度恒定,以保证润滑的最佳效果。
变频技术能将50Hz 固定电源转换成各种频率的交流电源,实现电机长时间在低速区间变速运行,从而驱动卷扬机让钢丝绳在储油槽恒温油内更加充分地沁润;同时由于收放绳均由卷扬机完成,极大降低了操作者的劳动强度和危险性。
2.2 钢丝绳润滑装置的构造
钢丝绳润滑装置构造如图1 所示。
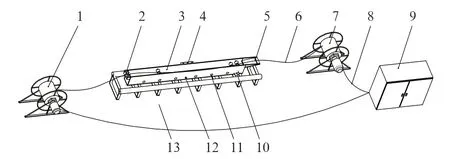
图1 钢丝绳润滑装置构造图
2.3 钢丝绳润滑装置电气原理
2.3.1 恒温加热装置电气原理
储油槽中的润滑油温度调控靠恒温加热装置来实现,电气原理图如图2 所示。
合上断路器QF1,将电控箱旋转开关扭到自动运行挡,数显温控仪得电,在其调节面板上设定温度,温度传感器适时将储油槽中的油温反馈给温控仪,若油温未达到设定值,则温控仪常开触点保持闭合,接触器KM 持续得电,6 根加热棒处于加热状态,直至油温达到设定温度后,温控仪常闭触点闭合,接触器KM 断电,加热棒停止工作。储油槽中润滑油经过一段时间后低于设定温度,则温控仪控制常开触点重新闭合,加热棒开始加热,如此循环,使润滑油温度保持在设定温度。
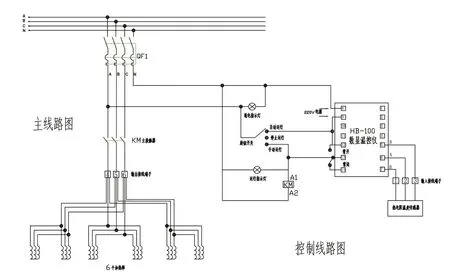
图2 恒温加热装置电气原理图
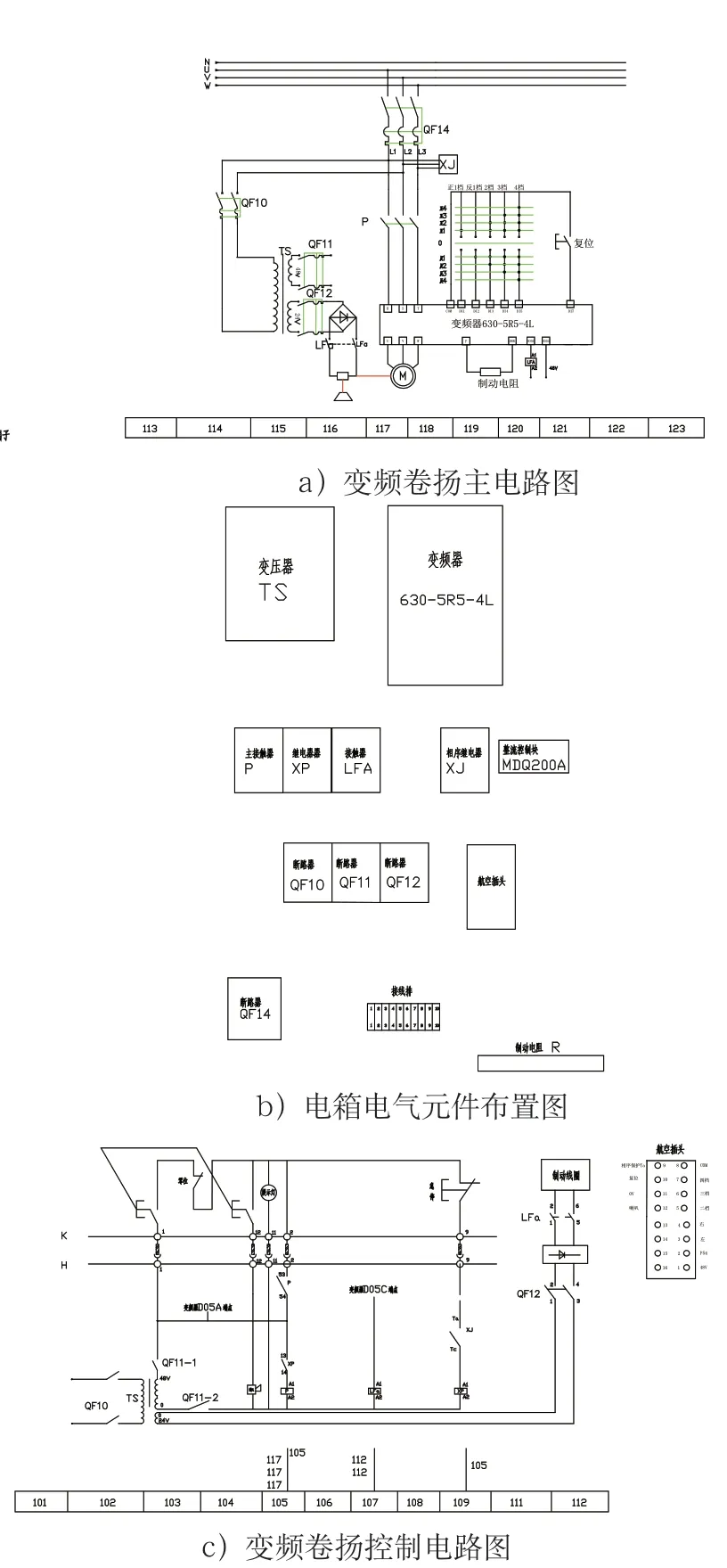
图3 变频卷扬电气原理
2.3.2 变频卷扬电气原理
钢丝绳收绳速度靠变频卷扬来实现,电气原理图如图3 所示。
变频卷扬有4 个速度,分别为一挡3m/min(变频器设定5Hz),二挡6m/min(变频器设定10Hz),三挡9m/min(变频器设定15Hz),四挡12m/min(变频器设定20Hz),档位通过联动台控制,以实现不同的运转速度。
3 钢丝绳润滑装置工作过程
1)在待保养钢丝绳绳头焊接螺帽,准备30m∅8 钢丝绳,一端采用编插法与螺帽固定,另一端经过储油槽内各个托绳滚轮,缠绕在收绳变频卷扬机卷筒上。
2)在储油槽内加注IRIS-658 型号钢丝绳润滑脂400kg,将恒温加热装置温度设定为100℃,进行加热,将钢丝绳润滑脂融化,不断补充润滑脂,油位超过隔离网200mm 为宜。
3)同时控制收绳变频卷扬机收绳,放绳变频卷扬机放绳,让待保养钢丝绳在∅8 钢丝绳的牵引下缓慢经过储油槽内润滑脂,润滑完成后的钢丝绳直接缠绕在收绳卷扬上。
4)在收绳变频卷扬机前端,用粗麻芯拦油,使保养完成的钢丝绳油膜更加饱满。图4 为钢丝绳润滑装置工作现场。

图4 钢丝绳润滑装置工作现场
4 结语
我公司已应用本装置完成直径∅32mm 及以上钢丝绳保养10 余套,∅14~24mm 钢丝绳保养20 余套,有效地解决了钢丝绳脱油、锈蚀等问题,对延长钢丝绳的使用寿命,降低成本,保证钢丝绳安全使用起到积极的作用,具有很好的推广价值。
猜你喜欢
河北农机(2020年10期)2020-12-14
山东交通科技(2020年2期)2020-08-13
河北省科学院学报(2020年4期)2020-03-19
中国特种设备安全(2019年11期)2020-01-16
中国特种设备安全(2018年11期)2019-01-08
大陆桥视野·下(2017年11期)2017-10-31
电子制作(2017年24期)2017-02-02
消费导刊(2016年10期)2016-12-01
科技传播(2016年18期)2016-10-20
船海工程(2015年4期)2016-01-05