陕西某铅锌选矿厂球磨自动化系统设计与应用
2021-04-17 07:07周金民赵彦杰王洋张柏春张柏
采矿技术 2021年2期
周金民,赵彦杰,王洋,张柏春,张柏
(1.宝鸡西北有色七一七总队有限公司, 陕西 宝鸡市 721004;2.陕西震奥鼎盛矿业有限公司,陕西 宝鸡市 721707;3.长沙矿山研究院有限责任公司, 湖南 长沙 410012)
随着计算机技术和网络技术的迅猛发展,将选矿过程中的技术参数通过计算机和网络技术来进行监测和控制,实现选矿自动化生产。国内矿山选矿厂均不同程度地研究与应用了自动化控制技术[1],得到了较好的应用效果,目前,自动化生产技术已成为一种趋势。因此,采用传统人工操作的矿山需要进行自动化控制改造来提升系统的稳定性和企业竞争力。
1 工艺简介
该选矿厂球磨系统采用一段闭路磨矿工艺流程,球磨设备采用MQG2100×3000湿式格子型球磨机,分级设备采用 FLG-Φ2000髙堰式单螺旋分级机,圆盘给料机采用DB800圆盘给料机。处理能力为21 t/h,溢流细度-200目占55%~65%。
通过对磨矿作业数据分析及过程诊断研究发现,该选矿厂磨矿溢流细度达不到70%且细度不稳定,影响了浮选精矿质量、尾矿指标及金属回收率。需要通过各种途径来降低溢流细度并保持磨矿的稳定性,其中最好的方法就是应用自动化系统。
2 球磨自动化设计应用原则
(1)确保系统所采用的技术与当前发展趋势一致,以便于未来对系统进行扩展、升级和优化,使系统具有较高的先进性和较长的生命周期。
(2)从系统硬件的选型、网络层的部署到操作多样性等方面进行控制。系统具有手动、自动两种独立、互为备份的操作方法,最大程度保证系统的安全性、可靠性。
(3)自动化系统要具有很强的实用性,保证易于管理、易于维护,操作简便。
3 自动化控制功能设计与应用
由于磨矿作业作用因素多、参数相关性强、机理复杂,因此实现磨矿作业的自动化控制需要从监测显示手段、数据分析、控制技术等方面进行全面的研究。主要包括:给水系统监测与控制、自动加球机设计应用、给料的自动监测与控制、溢流浓度采集与显示、磨矿机声音采集与显示、主要设备电流电压采集与显示、皮带的自动纠偏与扶正、设备的连锁控制及故障监测、主要设备与监控点的视频监控。
3.1 给水系统监测与控制
在分级机返砂口及球磨机排矿口2处安装自动给水测量模块,通过模块实时监测给水量。系统根据分级机溢流浓度计算出给水量,并及时通过系统调整给水量,使溢流细度控制在工艺要求范围内。
计算机通过电磁阀控制阀门开度,由于进水量除了和电磁阀开度有关,还与水管的压力有关,因此,导致系统进水量误差较大。为了解决水量误差,进水执行机构部分采用闭环负反馈控制,使进水量符合要求。给水系统流程如图1所示,图中给水量是上位机给定的信号,PID为控制算法,伺服阀为执行机构,流量计为反馈信号采集单元[2]。

图1 给水系统流程
3.2 自动加球机设计应用
通过安装在滚筒上的球爪进行随机取球,然后通过光电检测器进行非接触检测,并由可编程序控制器的智能型自动加球装置进行智能辨识和控制,从根本上解决了以往加球机存在的钢球卡、堵现象,对直径40 mm以上的任意钢球均能顺利补加,实现钢球补加和控制[3]。加球机结构如图2所示。

图2 加球机结构示意
控制系统采用PLC[4]作为中心控制器,通过控制程序完成电动机的启停控制、检测信号的处理、钢球类型的判断和加球量的统计等工作,控制系统如图3所示。同时,为了加强人机交互功能,系统设计了中文界面的操作屏幕。操作人员可在屏幕上进行加球量、加球周期、钢球单重等参数的设置,并可通过屏幕随时了解加球机累计加球数量等数据,实现钢球量和钢球配比的精确管理。
在手动状态下,完全由人工通过触摸屏按钮直接控制加球电动机和挡板电动机的启停,系统不参与控制。在自动状态下,通过触摸屏设定每次加球个数以及间隔时间,控制器按照设定值自动开停机。在全自动状态下,可以通过上位机传送的实时矿量及现场工艺条件等数据自动算出每个小时的加球量,实现自动加球。
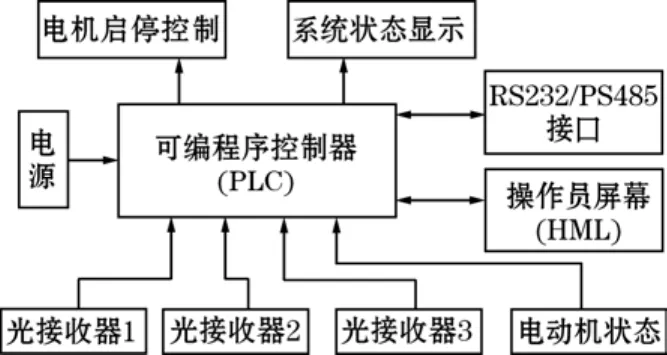
图3 加球机控制系统
该自动加球机安装在皮带机头,实现了钢球的定量添加与统计,减轻操作人员劳动强度并实现磨矿效率的最大化。
3.3 给料自动监测与控制
在皮带中段安装一台电子皮带秤。可以直观统计生产量,为生产任务及生产计划提供可靠依据;同时皮带秤所测数据通过系统分析后,联动圆盘给料机转动频率控制给矿量,从而实现对球磨机的负荷控制,最大限度提高磨矿作业生产效率。
在圆盘给料机附近安装自动给料控制模块,能够实现远程及现场启动给料机,并能灵活调整设备给料大小,避免操作人员往复走动调整。
3.4 溢流浓度采集与显示
在原矿缓冲箱内安装浓度采集模块,浓度采集模块由传感器及变送器组成。通过对分级机溢流矿浆浓度的监测,判断磨矿浓度是否在工艺要求范围内,一旦监测数值不符合生产工艺要求,系统将及时自动调整给矿量及进水量。
3.5 磨矿机声音采集与显示
在球磨机侧方安装1个磨音采集传感器,读数仪固定在磨矿 DCS控制单元内。通过接收球磨机发出的噪音,分析分贝值与球磨机内填充物料比例关系来实时调整球磨机的进料。
3.6 主要设备电流电压采集与显示
在球磨机、分级机、圆盘给料机、皮带输送机、原矿渣浆泵等5个主要设备的控制箱内安装电流、电压采集模块。通过对以上关键设备的电流电压进行监测与分析,实现对关键设备工作状态的分析和报警,保障设备安全稳定运行,最大限度提高磨矿作业效率。
3.7 皮带的自动纠偏与扶正
在皮带输送机的机头与机尾位置分别安装皮带自动扶正装置。皮带扶正装置分为上纠偏和下纠偏。在生产过程中,一旦检测到皮带发生偏离将自动对皮带进行校正纠偏,从而实现全天候无人自动纠偏,确保设备健全,减轻操作人员劳动强度,提高生产率[5]。
3.8 主要设备与监控点视频监控
在球磨机、分级机、圆盘给料机、皮带输送机机尾、自动加球机、原矿渣浆泵等6处安装摄像机。全天候对磨矿分级作业主要控制点的运行情况进行监控,操作人员在控制室内完成对所有设备的监控,保障设备的运行安全、减轻操作人员巡查强度。
3.9 设备连锁控制及故障监测
在系统中按照标准的操作规程设置好开停机顺序及设备开停机的时间间隔,实现磨矿分级作业的顺序控制、联锁控制、优化控制,确保整个磨矿系统安全、稳定、高效的运行。
自动化系统设置故障报警模块。磨矿系统某台设备出现轻微故障时,会立即报警并将信息上报到控制系统,提示操作人员及时处理,出现严重故障时立即报警并停车。故障停车时要按照特定的联锁方式停止与其相关的设备,即故障设备的后续设备进行局部的联锁控制,按一定顺序延时停车,而其前端的设备则立即停车,防止物料挤压皮带或者造成设备损坏。确保整个磨矿系统安全、稳定、高效的运行。
3.10 中心控制室
将球磨自动化系统主机、控制单元、视频监控系统、网络交换机安装在球磨隔音室内。球磨自动化系统主机、控制单元通过网线与交换机连接,可同时实现远程设备启停及各传感器控制。球磨自动化系统主机将所采集数据通过显示器显示。各视频监控点所采集信号通过网线与交换机连接并汇入硬盘录像机,通过显示器实时显示监测画面。操作人员只需在控制室内查看系统信息,有无报警及数据异常即可实现设备控制及远程操作。同时通过视频监控系统可及时査看各生产点状况,大大提高生产效率,降低劳动强度。
4 软件设计
(1)系统功能菜单功能。系统主画面可以根据用户需要,配置是否显示该元素,通过操作菜单第一项中的命令来实现。当某一项显示到主画面后,可以执行相应的菜单命令隐藏。
本系统中主要显示的画面元素有:动态实时跟踪曲线、PLC所有模块采集信息显示、模拟量输出与虚拟仪表基本操作、显示隐藏日期时间信息面板、显示隐藏设备开关控制按钮、显示隐藏智能仪表控制面板。
(2)模拟量输出与虚拟仪表基本操作功能。本系统是完全通过 PLC来管理控制整个磨矿自动化设备的,整个PLC可以划分成若干个虚拟设备,本窗口按虚拟设备显示整个磨矿设备自动化的所有采集与控制量信息和数据。用户可以通过此窗口一览整个设备的运行状况。
(3)动态实时跟踪曲线功能。显示当前磨矿自动化设备实际运行过程中采集过来的动态温度、压力、流量跟踪曲线。系统每隔一定的时间就开始采样各个传感器的实际样板数据值,产生数据,并且将这些数据动态显示出来,从显示结果看出设备内的运行实际状态参数。所有数据形成一个队列,每当采样一组数据,系统首先将队列所有数据组向后平移,淘汰处于末尾的一组数据,并且系统将新的一组数据放在队列头部。
(4)记录数据浏览功能与报表打印功能。本窗口提供了浏览当前或历史记录数据的功能。窗口标题栏同时显示了所需浏览数据的文件名和出自路径。用鼠标右键单击本窗口,出现一个快捷菜单,提供了局部浏览数据的功能。
本窗口提供了打印数据表格的功能,该功能可根据各班次及时间打印符合要求的报表。
(5)查看历史运行跟踪曲线。运行命令后,在文件夹中显示要查看的记录文件。本命令可以操作多次,既可以同时显示多个跟踪曲线窗口,也可以对其加以比较。各曲线颜色有所区别,曲线的横坐标为时间,纵坐标为温度值、流量值或压力值。可选择对应曲线的复选框查看曲线。
(6)PLC调试窗口。本系统中PLC负责整个控制系统的顺序逻辑及诸多开关量控制,实现自动给水、自动进料、自动加球、数据监测、故障报警与安全保护。本窗口提供了可以查看PLC内部任何一变量区并且可以修改其参数值的功能。
5 经济效益评价
(1)金属回收产生的经济效益。自动化系统应用后,溢流浓度由 55%~65%提高并稳定在68%~72%;浮选指标改善,并且能够提高金属回收率0.1%。该公司年产铅金属3500 t,年产锌金属16 000 t;以铅单价1万元/t,锌单价1.3万元/t计,则年产生的经济效益为24.3万元/a。
(2)降低选矿成本产生的经济效益。自动化系统应用后,球磨处理能力由21 t/h提升到22 t/h,降低了0.15元/t的选矿成本。以年处理量为30万t计,则年产生的经济效益为4.5万元/a。
6 结论
(1)自动化系统使该公司球磨处理能力由 21 t/h提升到22 t/h,球磨溢流浓度由55%~65%提高并稳定在68%~72%,使矿物得到充分的单体解离。
(2)提高金属回收率 0.1%,节约选矿成本0.15元/t,能够为该公司新增经济效益28.8万元/a。
(3)球磨系统设备的运行状态良好且稳定,减轻了职工的劳动强度,降低职工职业病危害及安全危害系数。
猜你喜欢
防爆电机(2022年2期)2022-04-26
金属矿山(2020年4期)2020-05-28
石油化工建设(2019年6期)2020-01-16
电子制作(2019年20期)2019-12-04
科技风(2018年15期)2018-05-14
录井工程(2017年3期)2018-01-22
西南石油大学学报(自然科学版)(2016年2期)2016-12-01
科学中国人(2016年24期)2016-09-21
新疆钢铁(2015年1期)2015-11-07
西南石油大学学报(自然科学版)(2015年5期)2015-04-16