
装配式建筑结构构件配套模具设计组装技术*
2021-04-16 05:34赵亚军
施工技术(中英文) 2021年4期
周 鹏,赵亚军,李 木
(中建科技(北京)有限公司,北京 100070)
0 引言
建筑工业化部品构件由工厂用模具生产,由于其形式多样,需设计、制造大量模具。我国的建筑工业化部品构件模具起步较晚,大部分建筑模具企业是由普通模具企业转行的,技术水平较低。目前建筑工业化部品构件模具主要存在以下问题。
1)结构不合理、质量大 由于建筑工业化部品构件尺寸大,导致模具尺寸大、自重大、变形大,严重影响建筑工业化部品构件的质量与精度。
2)易锈蚀 由于水泥与水均具有腐蚀性,预制构件浇筑后需养护,模具易锈蚀。
3)标准化程度低、通用性差 由于建筑企业的技术标准不同,建筑工业化部品构件的标准化程度低。
建筑产业化的关键即建立建筑、设计、生产的全产业链,从建筑设计的源头建立起标准化的构件设计,配套设计标准化的模具,进行工业化的生产。
1 装配式建筑结构构件配套模具设计要点
标准化、信息化、快速装配是建筑工业化部品构件模具发展的方向。
1)装配式建筑结构构件模具的标准化首先要求设计标准化,建筑设计人员在统一的构件数据库里使用标准化的构件进行标准化设计,标准化的构件配套标准化的模具,避免设计一栋楼采购一套模具的生产模式,做到模具标准化、通用化。
2)现代化工厂是信息化工厂,构建生产线工业机器人系统,建立制造信息系统数据库,对构件信息、钢筋笼信息、边模信息、排产计划及其之间的相互关系等进行统一的信息化管理及控制。模具设计要考虑对接工厂的信息化系统,能自动识别模具的信息,跟踪模具的使用状况,满足自动化生产的需要。
3)现代化工厂要提高生产效率,自动化生产是主要的生产方式。自动化生产的主要特征是各部件都要满足自动化流程,要求模具具有标准化安装功能,能配合自动化设备完成自动组装及拆卸。
2 模具设计
装配式建筑结构构件采用流水线自动化生产,大底模式模具,底模可重复使用,面板选用整块钢板。边模根据构件产品分为叠合板边模、外墙边模和内墙边模,其和底板分别构成叠合楼板体系、外墙模具体系和内墙模具体系。考虑自动化作业和安拆方便,且国内装配式建筑与欧美的抗震需求不同,在构件的自动化生产过程中,利用龙门机器人前端机械手自动摆放模具,模具结构设计成框状,并设计可使用机械手自动安装的螺钉机械手,满足模具快速安拆的需要。
外墙板一般采用三明治结构,即200mm内叶墙+50mm保温层+60mm外叶墙。将模具分为2层,第1层为内叶墙模具,设计有出筋孔,外侧配有框体,用于防漏浆,第2层为外叶墙模具,第1层模具作为第2层的基础。标准化的内墙模具可加工内墙、外墙和叠合板,满足生产的需要。
模具分为4个单元,分别对应墙体的4个面,其中,3个单元用于墙体的出筋面模具,1个单元用于墙体的不出筋面模具。标准化模具单元如图1所示,配置RFID标签,满足信息化的要求。

图1 模具单元
模具单元由面板、封板、筋板、垫板构成(见图2)。面板根据出筋需要设计为孔洞状和槽洞状。封板用于模具的上下面,和面板构成一个盒式结构,为了减轻质量,设计为镂空,并有连接孔。筋板用于加强模具结构。材料为Q235钢,筋板厚度5mm,其余厚度均为4mm。内叶墙尺寸为2 600mm×2 800mm, 外叶墙尺寸为3 200mm×2 860mm,封板宽度宜取460mm。

图2 模具单元构成部件
面板和封板需用筋板加固,采用焊接连接,如图3所示。
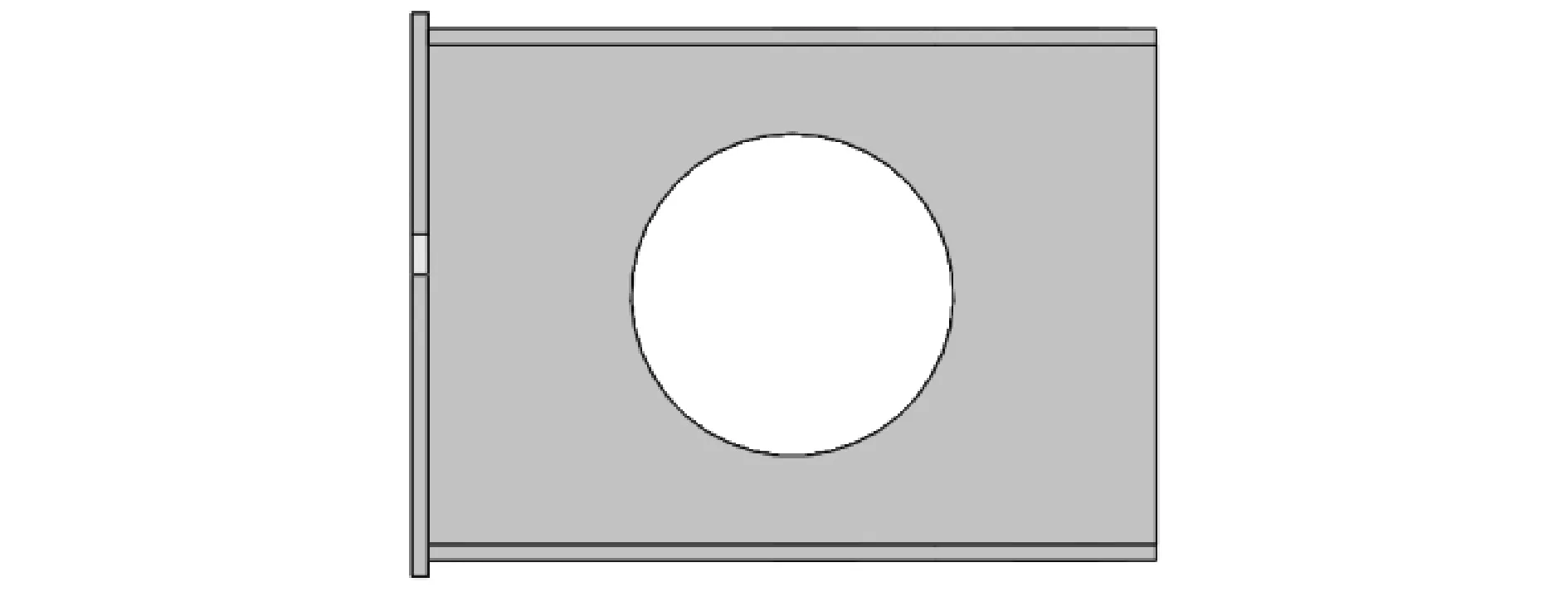
图3 面板、封板和筋板的连接
封板上方焊接加固垫板,厚4mm,相距600mm,垫板分为实体垫板和带孔垫板,布局如图4所示,采用焊接完成模具单元的组装。

图4 出筋模具单元上垫板
1个构件模具需3个出筋模具单元、1个不出筋模具单元。不出筋模具面板表面不需要槽洞和孔洞,其余部件安装方法与出筋模具一样。
4个单体模具单元组合成完整的墙体边模,如图5所示,此模具组合可用于外墙的内叶墙、内墙和叠合板的生产。生产外墙需此模具和外叶墙模具组合使用,如图6所示。
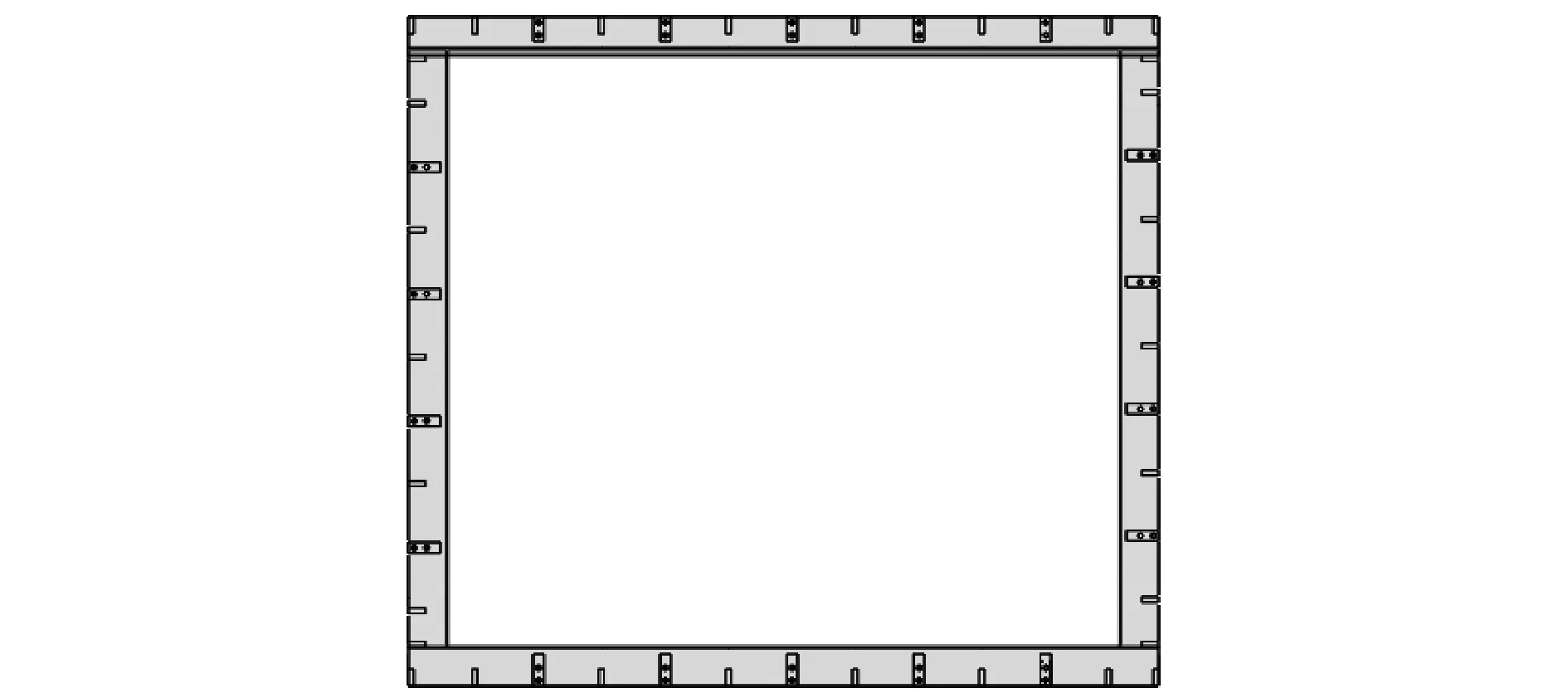
图5 内墙模具
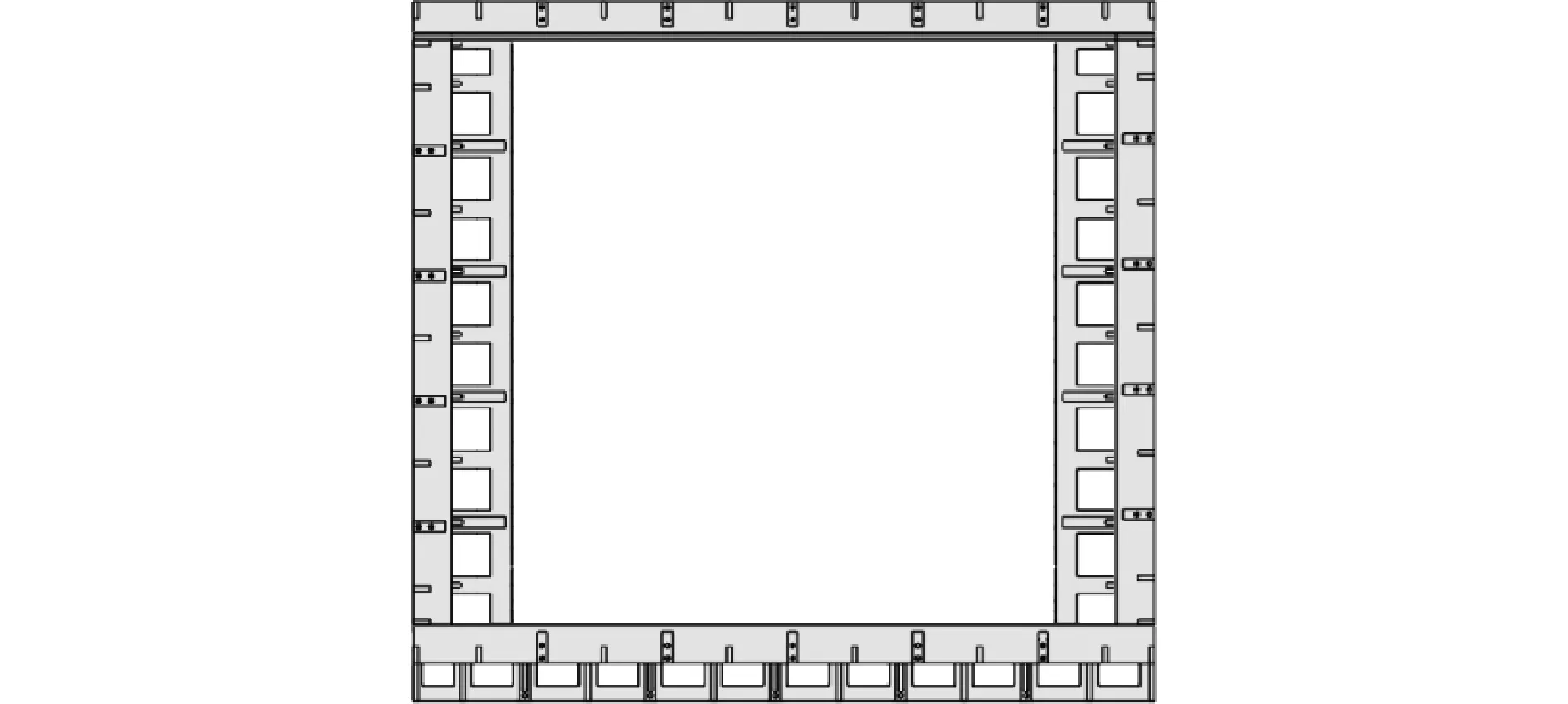
图6 外墙模具
3 模具连接
4个边模采用螺栓连接,形成一个组合体。为配合自动化安装,对边模进行适当改造,将固定螺钉安装在边模上,如图7所示,边模需要紧固时,采用专用设备或仅通过气动六方扳手拧紧即可。边模和生产线平底模台采用磁盒固定,并配置专用的磁盒压装机器人,完成磁盒的物流运输和自动压装。
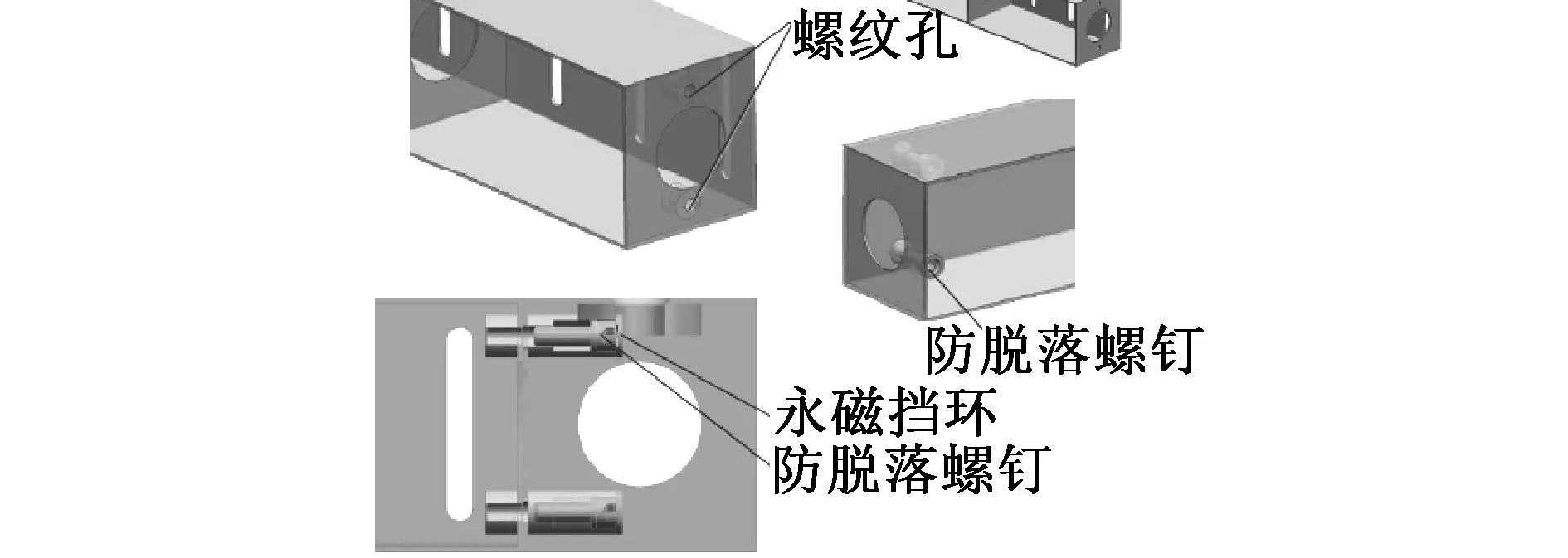
图7 安装有固定螺钉的边模单元
4 模具信息化技术
将RFID 标签固定安装于模具上,用于存储和自动识别边模信息。在模具组装设备上安装射频天线,用于自动识别各边模信息。RFID信息的读写包括在移动工位采用手持式RFID读写器和在固定信息采集工位采用固定式RFID天线两种方式。
5 结语
近年来,在政府的大力推动下,装配式剪力墙结构在国内快速发展。装配式建筑具有施工周期短、安装精度高等特点。此模具设计完全满足高精度构件的生产要求,并能实现自动化和信息化生产。
猜你喜欢
建材发展导向(2022年18期)2022-09-22
建材发展导向(2022年10期)2022-07-28
汽车工艺与材料(2022年2期)2022-02-16
建材发展导向(2021年20期)2021-11-20
世界建筑(2021年7期)2021-07-30
建材发展导向(2021年9期)2021-07-16
中国勘察设计(2020年9期)2020-09-18
建材发展导向(2019年17期)2019-12-20
学生导报·东方少年(2019年16期)2019-07-02
小猕猴智力画刊(2018年6期)2018-07-08
