
机械缺陷导致的机组不平衡振动分析
2021-04-10 06:18姜明利佘建军
水电站机电技术 2021年3期
姜明利,佘建军
(1.中国水利水电科学研究院,北京 100048;2.玉溪市水利电力勘测设计院,云南 玉溪 653100)
1 前言
水电站水轮发电机组机械缺陷,会导致机组不平衡振动发生变化,机组发电机转子不圆,也是一种机械缺陷,机组发电机转子不圆造成机组旋转部件质量偏心而产生机械不平衡力;同时造成发电机气隙间隙不均匀而产生电磁不平衡力,从而导致机组运行产生不平衡振动。
文章以某水电站水轮发电机组发电机转子不圆的机械缺陷引起机组不平衡振动情况进行分析。
2 基本情况
电站共装有4 台单机容量为300 MW 的立式混流式水轮发电机组,首台机组于1998 年12 月投产发电,3 号机组于1999 年12 月发电,投产后1 号、2号、4 号机组运行正常,3 号机组多年运行过程中存在振动和摆度偏大的问题。
3 号机组投产后,于2000 年9 月进行了常规大修,由于机组振动、摆度偏大,大修期间请主机厂家进行了配重(当时配重380 kg),配重后振动、摆度情况有一定改善,但部分工况还存定偏大超标。
2006 年5 月,针对3 号机组振动和摆度变大问题,电厂进行了试验配重,配重量243 kg,方位与2000 年配重方位相差30°左右,配重后振动、摆度情况有较大的改善。
2013 年12 月,针对3 号机组振动、摆度增大问题,对机组进行了再次的配重,配重量为145 kg,方位与2006 年配重方位相差180°。
2014 年12 月,3 号机组大修,重新进行了配重,同时对转子圆度进行了调整检查。本次大修后,机组振动不平衡情况有所改善,至今运行情况良好。
3 问题思考
(1)3 号机组,自1999 年12 月投产发电,先后于2000 年9 月、2006 年5 月、2013 年12 月 进 行 了3次配重,配重的质量和方位每次都有不同。
(2)每次配重后,机组的振动和摆渡情况都有所好转,能满足机组稳定运行的要求,振动和摆度基本在合理的运行范围,机组的运行情况相对都比较理想,但是,随着时间的推移和机组的运行,3 号机组的振动和摆度在逐渐的增大,出现振动和摆度超标问题。
(3)机组的振动和摆度,为什么会随着时间而逐渐增大:2000 年配重后,振动和摆度情况良好,运行到2006 年,机组的振动摆度明显增大,出现超标。2006 年5 月配重后,机组振动和摆度达到合格标准,到2013 年又出现超标这样的问题。
(4)配重为什么会发生变化,三次配重的方位变化,特别是2006 年和2013 年12 月的两次配重的方位相差180°?同时,配重的重量相对偏大,这种变化是有那种原因引起的,是什么样的不平衡力导致的,这种变化为什么是一种缓慢的变化?电站共装有4 台相同的机组,为什么只有3 号机组出现这样的问题?
4 数据分析
4.1 盘车数据分析
根据电站提供的资料,对1999 年机组初期安装的盘车数据、2006 年机组扩大性大修拆机前的盘车数据和拆机回装后的盘车数据、以及2014 年11 月机组扩大性大修拆机前的盘车数据等机组安装和检修过程中的部分盘车数据进行整理分析认为:
(1)机组的历次盘车数据都能很好的反映轴线的情况,盘车数据基本满足标准和机组稳定运行的要求,机组轴线情况良好。
(2)根据电站在线振摆监测系统和几次的离线振摆检测试验数据分析,机组的轴线运行轨迹良好,轴线的运行姿态良好。
(3)机组三导轴承的运行中心没有问题,能满足机组运行稳定的要求。
4.2 配重试验数据分析
根据配重前的变转速和变励磁试验数据分析以及多次试配重情况,发现机组的振动和摆度受机组励磁变化影响较大,决定机组最终配重在100%励磁情况下进行,同时对机组进行变负荷试验,以观察机组振动和摆度的变化情况。
分析配重前后变转速,变励磁试验数据(图1~图5):
(1)配重前变转速试验数据可以看出,上导和下导摆度随机组转速变化不大,但机组上机架和定子外壳水平振动随机组转速的升高而增大。
(2)配重前变励磁试验数据可以看出,机组上下导及水导摆度受励磁变化影响不大,但机组的上机架和定子外壳水平振动较没加励磁之前有明显的增大,同时随着励磁的变化而变化,说明机组的振动和机组励磁变化有很大的关系。
(3)配重后变转速试验数据可以看出,比较配重前,机组的上下导摆度略有增大,机组的上机架和定子外壳的振动有所减少,但总的变化不大。
(4)配重后变励磁试验数据可以看出,比较配重前,机组上导摆度有所增加,下导摆度随励磁变化先增加后降低,机组上机架和定子外壳振动明显降低,说明配重后机组振动情况有明显好转。
通过配重前后试验数据分析,可以看到,机组振动和励磁有直接的关系,说明机组存在不平衡磁拉力。
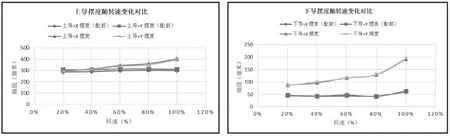
图1 配重前后摆度随转速变化对比图

图2 配重前后振动随转速变化对比图
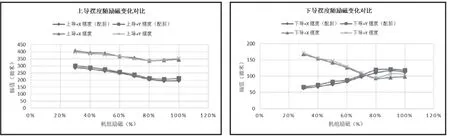
图3 配重前后摆度随励磁变化对比图
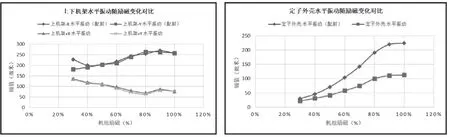
图4 配重前后振动随励磁变化对比图

图5 配重后摆度及振动随负荷变化曲线图
4.3 转子圆度检查数据分析
对比1999 年新装机时转子圆度检查数据和2006 年12 月大修拆机前后的转子圆度检查数据,可以看出,1999 年初装时和2006 年12 月大修拆机前的转子圆度检查数据有很大的差别。
1999 年初装时的转子圆度基本情况良好,但是,2006 年12 月份大修拆机前的检查数据显示,转子最大最小半径差约1.7~2.09 mm(8 号磁极位置),且半径分布形式,出现一面偏小,另一面偏大的现象。
2006 年12 月,3 号机组的大修记录,对转子圆度进行了调整,利用专用吊具拆卸、并重新挂装磁极,通过调整磁极背后T 型槽内垫条的厚度,从而改变转子圆度。调整后,转子最大最小半径差0.6 mm,转子最大中心偏差约0.15 mm,且转子半径分布形式较好,未出现一面偏小,另一面偏大的现象。
2014年12月,3号机组转子圆度测量数据显示,3 号机组的转子圆度较2006 年大修后的圆度测量数据又有很大的变化,转子圆度再次出现一面偏大,一面偏小的现象,9~20 号磁极处转子圆度明显凸出偏大,转子圆度最大最小偏差:上部1.79 mm,中部2.05 mm,下部2.84 mm(13 号磁极位置)。
1999 年12 月机组投运到2006 年12 月大修拆机,机组的转子圆度发生这么大的变化,说明转子的磁极或者磁轭发生了变化,可能出现了松动或者变形。这将引起转动部分的质量不平衡和磁拉力的不平衡,从而引起机组振动和摆度的增大。
对比2006 年12 月机组大修和2014 年12 月机组大修,两次拆机测量的转子圆度数据,转子圆度呈现相同的变化现象:出现一边偏大,一边偏小的情况,而且方位很接近,2006 年12 月偏大的部为在4~15 号磁极处,2014 年12 月圆度偏大位置在9~20号磁极处,转子中心明显发生偏移。
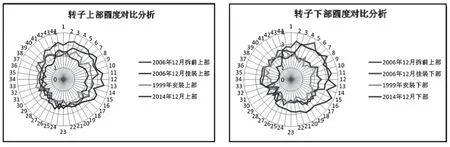
图6 转子圆度对比分析图
4.4 转子磁轭圆度检查数据分析
对1999 年机组初装时的测量数据,2006 年12月机组大修的测量数据,2014 年12 月机组大修测量数据进行对比分析。
数据显示,1999 年初装时转子圆度情况相对较好;2006 年大修时,数据偏少,但也呈现出一边大一边小的现象,磁极16 号位置相对最大(最大最小差1.2 mm);2014 年12 月的磁轭测量数据,比较明显,10~20 号磁极处明显偏大(16 号磁极最大最小差上部1.6 mm,中部1.54 mm,下部2.39 mm)。
2006 年12 月的大修,对磁轭基本没有处理,根据大修记录,磁轭的处理方案为:鉴于磁轭外圆的现状,请在安装时注意高点的打磨工作。也就是说,2006 年12 月的大修,基本上没有对磁轭进行处理。
2014 年12 月的数据显示:磁轭上中下3 个断面的直径并不一致,变形量也不同,呈上大下小的锥形,同时还存在一定的倾斜。

图7 转子磁轭圆度对比分析
4.5 转子圆度与磁轭圆度情况对比
将2014 年转子圆度和磁轭圆度的测量数据进行对比分析,可以发现,磁轭圆度和转子圆度的轨迹基本相同,偏大偏小的方位基本一致。说明,转子整体圆度的变化和磁轭的变化之间有一定的关系,但具体的变形量还是有一些差别。
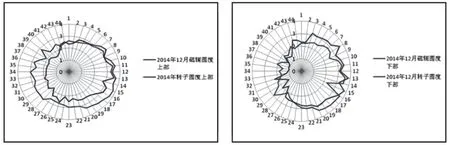
图8 转子圆度与磁轭圆度对比分析
4.6 数据分析结论
将转子圆度、磁轭圆度图进行对比,2006 年5月的配重位置在转子圆度和磁轭圆度的偏小方位,2013 年12 月的配重位置在转子圆度和磁轭圆度偏大的方位。
根据这个现象推断,2000 年机组配重后,机组转动部分的质量、磁拉力处在平衡的位置,机组运行平稳,随着机组的运行,转子磁极和磁轭发生相对的运动和变形,由此产生了新的质量不平衡和磁拉力不平衡,造成机组的振动和摆度增大,不平衡力增加的方位就在转子和磁轭相对位置凸出的方位,也就是在10~20 磁极号的方位,2006 年5 月的配重,正好也就处在了10~20 号磁极对应的反方向位置(32~34 号磁极的位置)。
2006 年12 月3 号机组进行大修,大修期间,没有对磁轭进行处理,只是在磁极的挂装的时候,调整了磁极的T 型键,对松动的拉杆螺栓进行了调整,保证了转子外圆的相对圆度,从根本上并没有改变转动部分的质量和磁拉力的变化。
2006 年12 月大修后至2013 年12 月期间,机组运行过程中造成转子的磁轭和磁极产生新的松动和变形,产生新的质量不平衡和磁拉力不平衡。
2014 年转子磁轭圆度,呈上大下小的锥形,同时,还有一定的倾斜现象。磁轭圆度的变化应该是造成2013 年12 月配重的原因。
根据以上的数据和现象分析,造成3 号机组振动变化的原因,应该就是转子磁轭和磁极的变形以及松动造成的,机组大修处理的重点也是处理磁极和磁轭,分析磁极和磁轭变形和松动的原因,并进行磁极和磁轭的调整和处理。
2014 年的机组大修,针对机组振动问题,对转子进行了调整检查,通过调整间隙、磁极拉杆螺栓拉紧等措施,尽量减少转子的不圆度,同时在机组带100%励磁情况下进行了配重,本次大修后,机组振动情况有所改善,至今运行情况良好。
5 结束语
通过对该电站3 号机组振动数据的分析及多次机组检修处理情况来看,造成机组振动及振动随时间变化的根本原因是不平衡磁拉力,该不平衡磁拉力的产生是由于机组转子磁轭的不圆以及磁极松动导致的转子不圆等机械缺陷造成的,说明机组在设计、制造、安装等环节还存在问题,在以后机组的运行和检修过程中需要引起注意和重视。
猜你喜欢
机械工程师(2022年10期)2022-11-17
机床与液压(2022年1期)2022-10-14
防爆电机(2022年4期)2022-08-17
防爆电机(2021年4期)2021-07-28
物理之友(2020年12期)2020-07-16
紫禁城(2019年12期)2020-01-14
幼儿教育·父母孩子版(2017年9期)2017-11-15
山东工业技术(2015年4期)2015-07-26
内燃机与配件(2014年5期)2014-08-29
汽车维修与保养(2014年7期)2014-04-18
