2- 丁烯双键异构化制1- 丁烯的工业应用
2021-04-09 07:38:10吴春雷
煤炭与化工 2021年2期
吴春雷
(中煤陕西榆林能源化工有限公司,陕西 榆林 719000)
0 引 言
1- 丁烯是一种重要的化工原料,高纯度的1-丁烯用于生产线性低密度聚乙烯树脂(LLDPE)、高密度聚乙烯(HDPE)、聚丁烯(PB) 树脂等,用途十分广泛。
国内1- 丁烯主要来源为乙烯装置及炼厂催化裂解装置副产碳四馏分和乙烯二聚,以及煤制烯烃副产碳四。
对于煤制烯烃装置而言,由于下游LLDPE 的产能较大,造成煤制烯烃装置副产碳四中的1- 丁烯不能满足LLDPE 的生产需求,所以对于1- 丁烯来说存在不同程度的缺口。
目前,以C4 烃为原料的抽提或分离工艺是全球1- 丁烯生产的主流技术路线,在此过程中,还将副产富含2- 丁烯的烃类混合物(主要是2- 丁烯及正丁烷)。
与1- 丁烯相比,2- 丁烯的工业应用价值相对较低。如果将2- 丁烯通过异构化反应转化为1-丁烯,然后再进行循环分离,实现增产高纯1- 丁烯的目的,对于提高C4 烃综合利用价值,提升企业经济效益的意义重大。
中国石化上海石油化工研究院开发的增产1-丁烯技术于2009 年在中原石化工业应用成功。在温度为250~350 ℃,压力为0.5~2.0 MPa 的工况下,1- 丁烯的收率为16%~21%。
丁烯异构法技术具有催化剂稳定性好、原料不需预处理、操作简便等优点。
中煤陕西榆林能源有限公司(以下简称中煤榆林能化) 拥有180 万t/a MTO 装置以及下游装置,1- 丁烯产能存在缺口。
采用中国石化上海石油化工研究院(以下简称上海石化院) 开发的2- 丁烯异构化制1- 丁烯成套技术,于2015 年10 月开始打桩,2016 年10 月异构化装置建成投产,年增产1- 丁烯2 万t,经济效益显著。
1 工业装置技术特点
中煤榆林能化年产1- 丁烯(折纯后) 2 万t 工业装置以1- 丁烯装置的副产重C4 作为异构化原料,反应产物经初步分离后返回到1- 丁烯装置,分离精制得到1- 丁烯产品。
丁烯异构化装置包括异构化反应系统和1- 丁烯提浓系统两部分。
丁烯异构化装置的工艺流程如图1 所示。
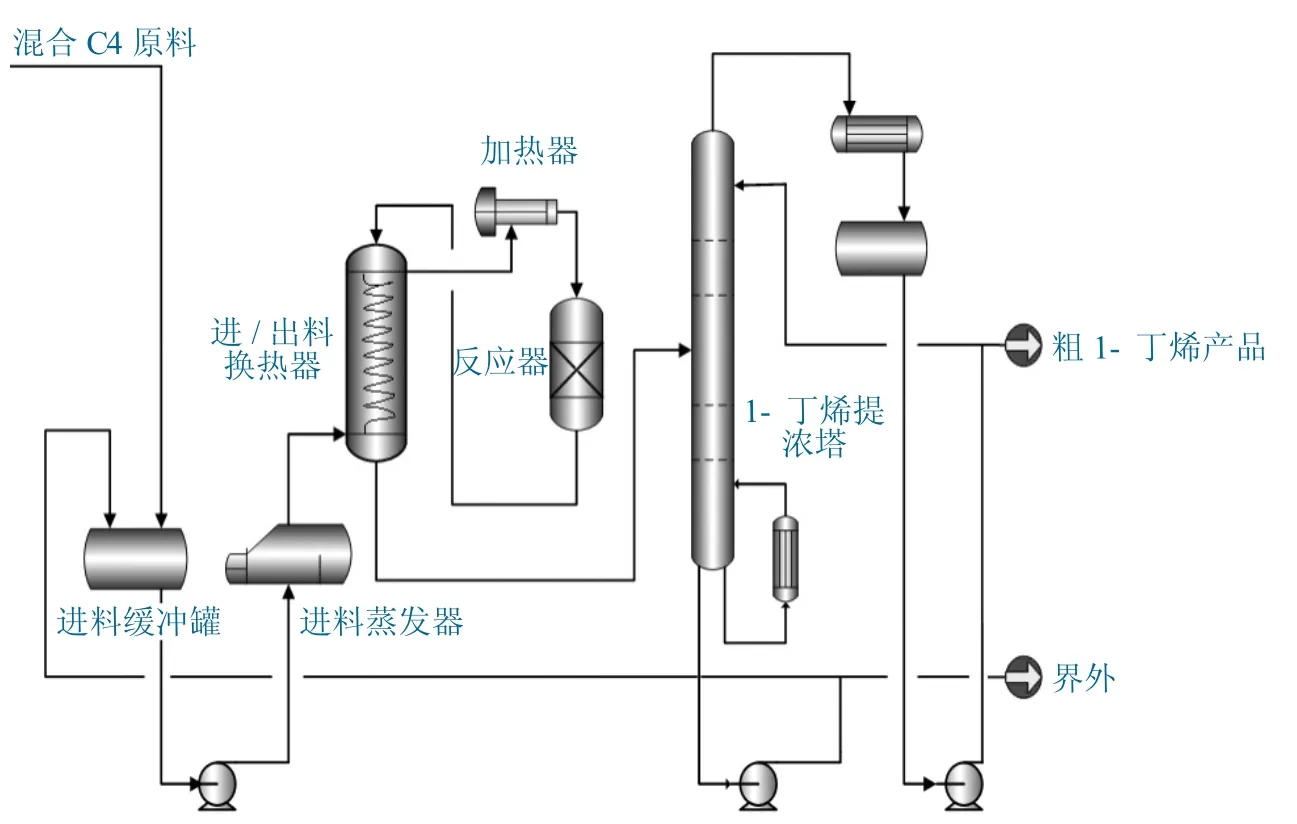
图1 丁烯异构化装置工艺流程Fig.1 Process flowof butene isomerization unit
由图1 可以得出以下结论。
(1) 来自1- 丁烯装置第2 精馏塔塔釜的副产重C4 与1- 丁烯提浓塔返回的C4 进入进料缓冲罐进行混合。
(2) 混合之后的产物再进入进料蒸发器进行气化。
(3) 混合物与异构化反应的产物在进/出料换热器中进一步换热。
(4) 换热之后的混合物进入加热器中进行加热,加热到反应所需温度后再进入反应器中。
(5) 混合物在反应器中进行异构化反应。
(6) 经进料换热后的反应产物进入1- 丁烯提浓塔中,塔顶馏出物为提浓后的粗1- 丁烯产品。
(7) 将粗1- 丁烯送往1- 丁烯装置进行精制,即得到高纯度的1- 丁烯产品。
(8) 塔釜混合C4 馏分部分循环回到进料缓冲罐中,部分送往界外。
2 工业运行情况
2.1 主要操作参数影响的分析
影响丁烯双键异构化反应的主要因素有反应温度、反应压力和空速。
(1) 反应温度。
丁烯双键异构化反应属于典型的可逆反应,在一般情况下,丁烯异构化产物分布主要受热力学因素的影响。
反应温度越高,越有利于提高1- 丁烯的收率,而温度越高,使得反应产物中杂质的含量也随之增多。温度过高,易导致催化剂的寿命缩短。
(2) 反应压力。
丁烯双键异构化过程中的主反应为等分子反应,从热力学角度看,反应压力不改变反应过程中1- 丁烯的平衡收率。因此,反应对压力变化的影响不敏感。
(3) 空速。
空速是影响丁烯异构化过程非常重要的因素,空速的高低不仅在一定程度上影响到反应器的尺寸、催化剂的负荷、再生周期,而且对催化剂的寿命和目的产物的收率均会产生影响。
综合各操作参数对丁烯双键异构化反应的影响规律,以目标产品为依据,操作时进行综合调整并跟踪观察分析。
确定反应器的主要操作参数的适宜范围:反应温度为300 ~320 ℃,反应器压力为0.4 ~0.6 MPa,空速为 3 ~ 6 h-1。
2.2 工业应用运行情况
2016 年11 月初,该装置一次投料开车成功,粗产品返回到1- 丁烯装置分离系统,依托1- 丁烯装置分离精制得到合格的1- 丁烯产品,实现了增产1- 丁烯的目的。
丁烯异构化装置自投料开车以来,至今已稳定运行超过4 a。在C4 进料量为16.24 t/h,反应温度为316 ℃,反应压力为0.42 MPa 的条件下,1- 丁烯单程收率≥17.5%,折纯后,1- 丁烯产量>2 万 t/a。
反应器进出口典型数据见表1。

表1 反应器进出口典型数据Table 1 Typical data of reactor inlet and outlet
3 结 论
(1) 中煤榆林能化年产2 万t 的1- 丁烯(折纯后) 工业装置运行情况表明,上海石化院所研发的2- 丁烯双键异构化制1- 丁烯的催化剂技术,具有抗杂质、抗干扰能力强、反应性能和稳定性好等特点。
(2) 丁烯异构化成套技术在中煤榆林能化成功工业应用后,运行平稳,操作简便,有效解决了公司煤制烯烃 (MTO) 加线型低密度聚乙烯(LLDPE) 工艺路线下副产1- 丁烯不足的难题,提升了副产C4 资源的利用价值,提高了装置的综合效益。
猜你喜欢
油气·石油与天然气科学(2021年12期)2021-12-11 01:43:23
洛阳理工学院学报(自然科学版)(2020年1期)2020-05-15 09:24:02
石油石化绿色低碳(2019年6期)2019-01-14 01:16:12
分析化学(2017年12期)2017-12-25 12:43:03
石油炼制与化工(2017年2期)2017-04-07 08:40:11
中国塑料(2016年6期)2016-06-27 06:34:04
化工进展(2015年3期)2015-11-11 09:09:44
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
杭州师范大学学报(自然科学版)(2015年5期)2015-03-20 01:13:42