
能力六合图在医院制剂硫酸镁口服溶液质量分析中的应用
2021-04-08 08:37:52柯月娇宋洪涛中国人民解放军联勤保障部队第九医院福建福州350025
药学实践杂志 2021年2期
柯月娇,张 勇,陈 旭,蔡 斌,宋洪涛,张 晶 (中国人民解放军联勤保障部队第九〇〇医院,福建 福州350025)
对各种药品生产相关的数据进行统计分析,可以有效地对药品质量进行宏观控制。能力六合图是质量控制图中的一种,“六合图”包含单值控制图、极差控制图、最后25 个观测值、能力直方图、正态概率图及能力图。Minitab 软件能力分析的“六合图”,能对数据进行自动分析、对过程稳定性和过程能力进行综合评估[1],通过判定一个过程的过程能力绩效,起到对生产过程的改进与提高作用。此方法快速准确,是制药行业实施新版GMP时进行产品质量回顾的有效工具,也是提升质量管理水平的较好途径。
硫酸镁口服溶液为我院院内制剂,临床上主要用于利胆、导泻。硫酸镁口服溶液生产工艺流程图见图1。通过能力六合图分析27 批次硫酸镁口服溶液中硫酸镁含量的质量数据,判断在生产过程中对硫酸镁含量是否达到控制状态、硫酸镁口服溶液的生产工艺是否处于稳定状态。
1 资料与方法
1.1 资料来源
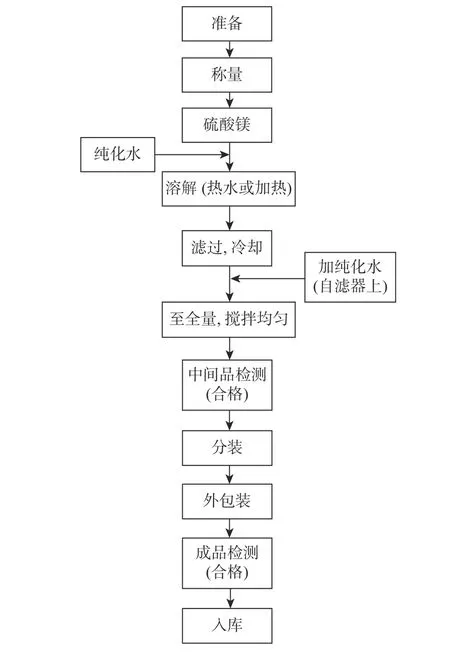
图1 硫酸镁口服溶液生产工艺流程图
查阅我院2015 年2 月至2020 年1 月生产的硫酸镁口服溶液的工艺规程、主要生产设备的标准操作规程、检验操作规程和记录等文件,确定药品是在同一生产工艺及同一检验环境下完成,生产记录和检验结果真实可靠。统计2015 年2 月至2020 年1 月我院生产的连续27 批次硫酸镁口服溶液的检验结果,分析项目包括:性状、鉴别、装量、微生物限度、硫酸镁含量[2-3]。
1.2 方法
根据《中国人民解放军医疗机构制剂规范》(2015 年版)中硫酸镁口服溶液的质量标准,对27 批次的硫酸镁口服溶液进行质量考察。硫酸镁口服溶液质量标准见表1。其中,性状、鉴别、装量和微生物限度等检查项目依据标准直接进行判定,硫酸镁含量使用Minitab 软件的六合图功能进行分析[4]。
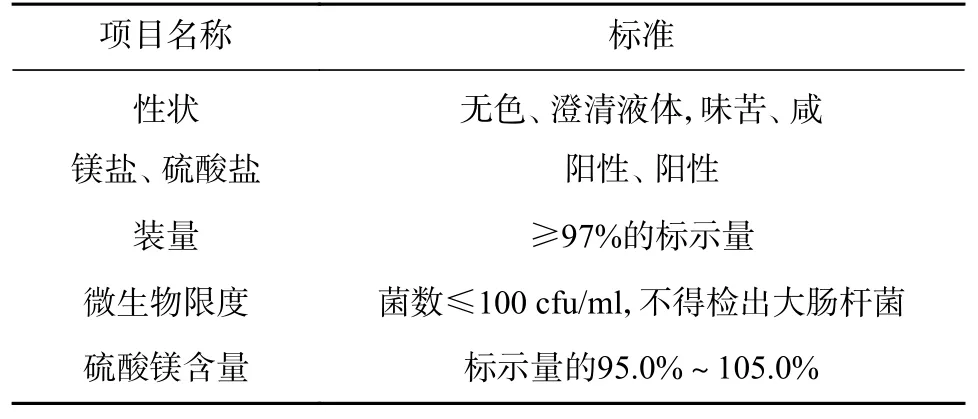
表1 硫酸镁口服溶液质量标准
2 制图
2015 年2 月至2020 年1 月生产的27 批次硫酸镁口服溶液的性状、鉴别、装量、微生物限度均合格,各批次硫酸镁含量结果汇总见表2。打开Minitab 软件,输入数据,硫酸镁口服溶液中硫酸镁含量的能力六合图见图2。

表2 27 批次硫酸镁口服溶液含量的检验结果(2015 年2 月至2020 年1 月)
3 能力六合图分析
3.1 控制图分析
Minitab 软件依据统计理论的小概率事件原理,对控制图有8 项检验标准[4-5]:①超出上下控制界限;②连续9 点落在中心线同一侧;③连续6 点递增或递减;④连续14 点上下交错;⑤连续3 点中有2 个点距离中心线(同侧)大于2 个标准差;⑥连续5 点中有4 个点距离中心线(同侧)大于1 个标准差;⑦连续15 点在距离中心线(任意一侧)1 个标准差之内;⑧连续8 点距离中心线(任一侧)大于1 个标准差。以上8 项检验标准的意义在于:①是公认的、用于检测失控情况的必要检验;②可以标识过程居中或变异中的偏移,可创建一个敏感度更高的控制图;③用于检测趋势;④可检测系统变异;⑤和⑥用于检测过程中的较小偏移;⑦可检测是否存在控制限过宽的现象;⑧检测混合模式。在混合模式中,这些点趋于避开中心线,而落在控制限附近。
为了使硫酸镁含量的控制图敏感度更高,我们选择对其进行8 项检验。由图2 知,硫酸镁含量的移动极差控制图、单值控制图上所有的点在控制限内随机分布,进行8 项检验亦无异常值,说明该组数据处于控制状态,即硫酸镁口服溶液中硫酸镁含量处于受控状态。
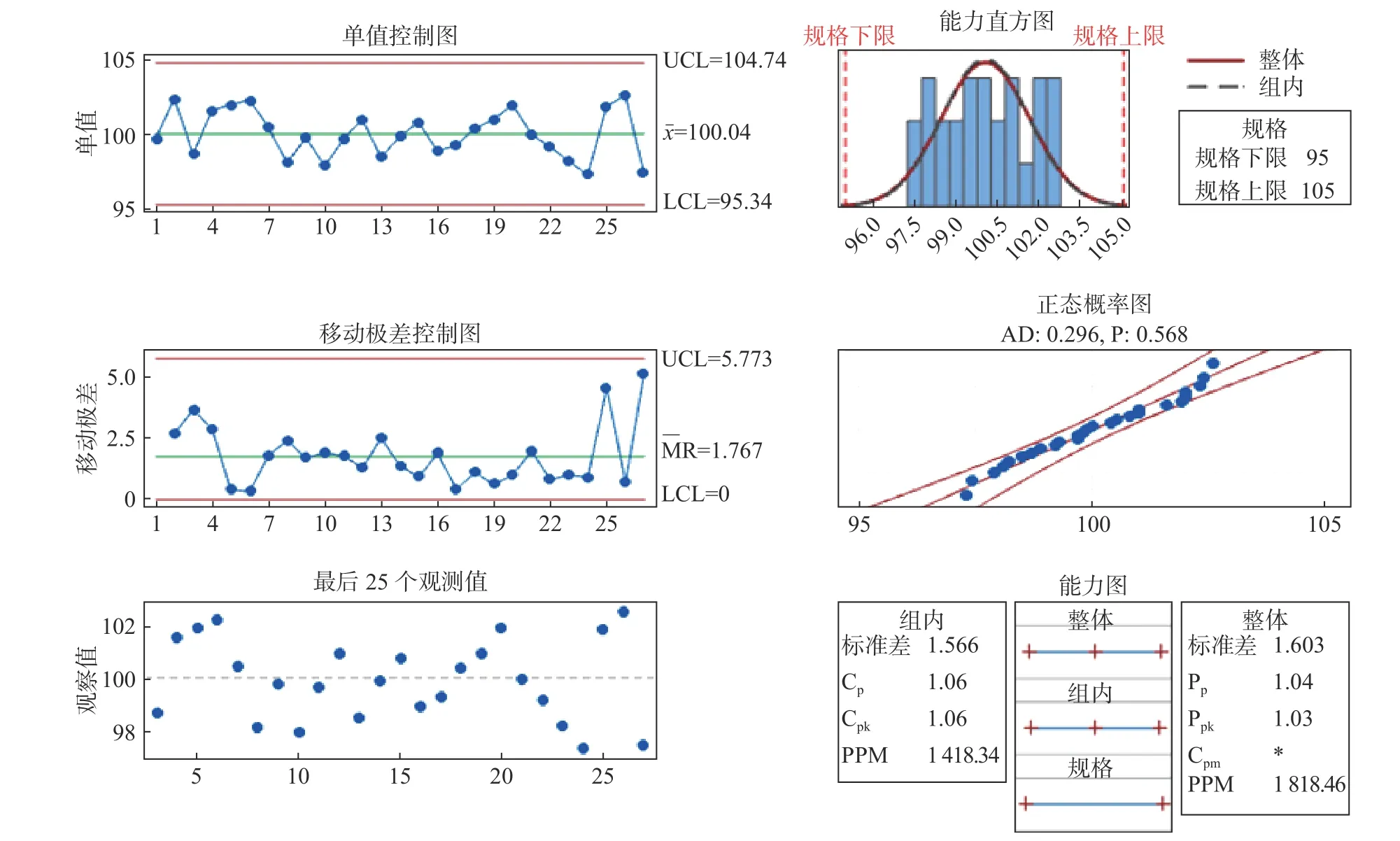
图2 硫酸镁含量的能力六合图
3.2 最后25 个观测值、能力直方图、正态概率图分析
由图2 知,硫酸镁含量的最后25 个观测值显示数据波动在正常范围内,能力直方图显示工艺过程受控,正态概率图显示数据分布密集且呈正态分布(P>0.05)。
3.3 能力图分析
能力图用于计算工序能力指数(Cpk)。传统统计控制理论将工序能力分为5 级[6]:①Cpk≥1.67,工序能力过剩;②1.33<Cpk<1.67,一般加工工序能力富裕,可维持现状;③1<Cpk≤1.33,工序能力尚可,但有缺陷发生;④0.67<Cpk≤1,工序能力不足;⑤Cpk≤0.67,工序能力严重不足,需采取紧急措施。
硫酸镁含量的能力六合图显示Cpk为1.06,工序能力尚可,但提示有缺陷发生。在该能力指数下,单值图的上下控制线分别为95.34 和104.74,几乎和规格线95、105 重叠,因此,该控制限起不到控制的作用,只能用于分析用。
4 结果与分析
4.1 结果
应用Minitab 软件制作的硫酸镁含量的能力六合图显示,在硫酸镁口服溶液生产过程中对硫酸镁成分达到控制状态,硫酸镁口服溶液的生产工艺处于受控状态,但能力图同时也提示了该品种的工艺过程有潜在缺陷发生。
4.2 质量风险前瞻性管理
由于该产品的数据收集时间跨度长,潜在异常原因分析难度大,如果仅依靠经验判断,难以提出有针对性的预防措施。基于风险管理理念,我们需要系统地识别、查找潜在风险来源,做好质量风险的前瞻性管理。在本制剂室现有的风险管理程序下,我们采用失败模式和效应分析(FMEA)为本次风险管理工具[7],对风险的严重程度(S)、发生概率(O)以及风险被检测的可能性(D)评分,评分实行5 分制[8-10],建立的风险评估表见表3。风险指数(RPN)=严重程度(S)×发生概率(O)×风险被检测的可能性(D),风险指数下的风险级别见表4。采用头脑风暴法列出可能发生硫酸镁含量偏差的因素,最后确定潜在的失效模式与潜在风险因素,并对风险进行分析分级,结果见表5。
根据硫酸镁含量偏差风险因素分级结果,人员是硫酸镁口服溶液中硫酸镁含量偏差风险控制的关键。对此,我们进行如下改进措施:重新审核岗位职责、管理规程及操作规程等文件,由岗位人员、管理人员共同参与修订,增强文件的可操作性;人员培训时:理论培训需结合实际案例进行,同时注重现场操作的讲解且讲解结束后需进行全员实际技能操作,培训考核以笔试和实际操作相结合,并不定期进行考核,随时保证岗位人员的操作水平和理论知识水平。

表3 风险评估表
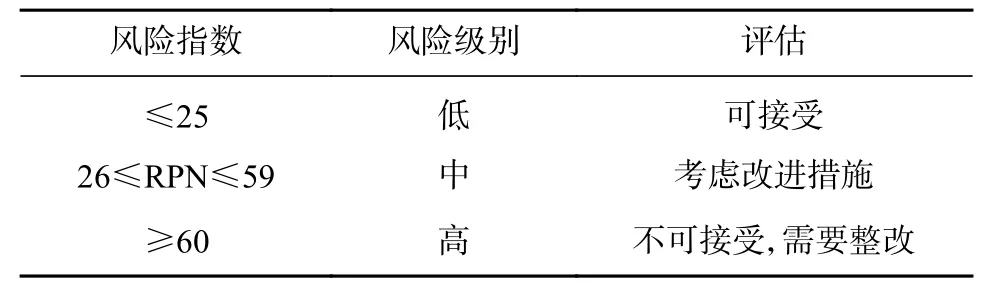
表4 风险级别表
5 讨论
医院制剂的很多品种为小批量、经常性生产品种,结合医院制剂的国家政策、制剂本身、医药市场等因素影响,原有的经常性生产品种也可能因为政策变化导致大幅减产[11]。在对医院制剂进行质量分析时,存在医院制剂年生产批次少,难以进行趋势分析的问题。因此,我们采用在年度产品批次少于10 批时,对这些批次的生产数据进行罗列,避免因人员更替等原因导致数据丢失,同时可确保产品年度质量回顾工作的开展。但该阶段只确认年度该产品所有质量数据未超出标准范围,不进行趋势分析。当10≤批次<25 时,采用单值-移动极差控制图(I-MR 控制图)对数据进行分析[12-13],此时,对比第一阶段单纯的罗列数据,控制图可以直接反映单值、控制限、规格限、移动极差的分布,以及数据是否存在异常波动,可反映生产过程的大概趋势及稳定程度,判断过程是否受控。当数据足够多,即能收集25 批次以上数据时,用Minitab 软件中六合图对数据进行分析,除了可以有效观测到第二阶段情况外,还可考察样本正态分布情况,观察数据波动情况,以及从能力图中获得Cpk和工序性能指数(Ppk)等相关数据,为科学的评价工艺、流程的稳定性和可靠性提供数据支持。
常规控制图按用途可分为分析用控制图和控制用控制图。前者用来控制生产过程中有关质量特性值的变化情况,判断工序是否处于受控状态,后者主要用于发现生产过程是否有异常情况出现,以防不合格品产生。实际工作中,当数据积累足够多时,若与产品生产相关的各项因素没有发生变更,且控制图性能良好,绘制出的控制图就可用于生产过程的控制。在本文中,我们所绘制的控制图因控制限与规格线几乎重叠,且过程能力指数较低,只能用于分析用而不能转化成控制用控制图。
我们通过将能力六合图应用于医院制剂硫酸镁口服溶液的质量分析,发现虽然硫酸镁口服溶液的生产工艺处于受控状态,但存在潜在缺陷。基于风险管理理念,采用FMEA 进行风险的前瞻性管理,并针对风险等级提出改进措施。但风险管理是一个持续、动态的过程,该改进措施能否有效控制风险还需进行一段时间的验证。只有风险得到有效控制,风险管理能力不断提高,才能使硫酸镁口服溶液的生产工艺更稳定,质量更优异。
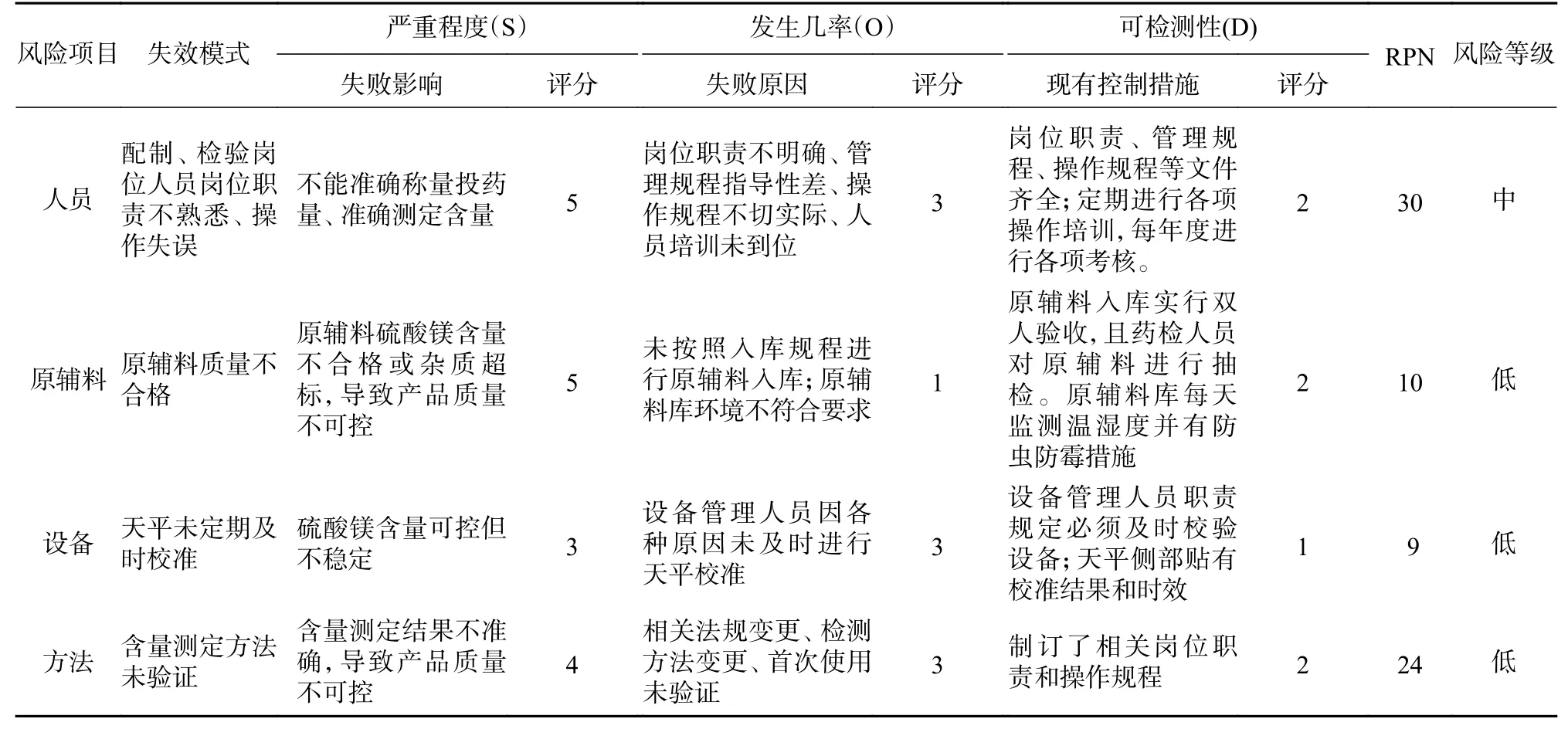
表5 硫酸镁含量偏差风险因素分级结果
猜你喜欢
昆钢科技(2022年2期)2022-07-08 06:36:14
中国药学药品知识仓库(2022年5期)2022-04-11 21:25:52
中华养生保健(2020年10期)2020-12-03 02:22:01
石材(2020年4期)2020-05-25 07:08:50
家庭医学(下半月)(2019年11期)2020-01-16 08:39:14
建材发展导向(2019年10期)2019-08-24 06:24:30
中国生殖健康(2019年9期)2019-01-07 01:18:50
中国生殖健康(2019年7期)2019-01-06 09:27:22
临床医药文献杂志(电子版)(2017年11期)2017-05-17 04:48:38
工程建设与设计(2016年1期)2016-02-27 10:50:23
