浅谈LNG天然气重卡在多品种制造体系中的一种工艺设计
2021-04-07 13:34:22刘忠
汽车实用技术 2021年6期
刘忠
浅谈LNG天然气重卡在多品种制造体系中的一种工艺设计
刘忠
(一汽解放汽车有限公司成都分公司,四川 成都 610000)
文章详细介绍了某传统燃油商用车整车制造工厂在导入LNG重卡产品生产时可能遇到的问题,LNG车型的产品特点以及政策法规要求,提出了应对解决措施,并付诸实践,实现了传统燃油车型与LNG车型混流生产的目的。
LNG 重卡;混流生产;问题;措施;实践
前言
某传统燃油商用车整车制造工厂规划产能为双班3万辆/年,主要产品为中重型柴油商用车底盘,综合生产节拍7分钟/台。为响应集团公司发展战略要求,积极应对市场变化[1],准备适时引入重型LNG(Liquefied Natural Gas)天然气商用车底盘进行混流生产,LNG车型最大设计产能达到60台/班次。
与燃油车相比较,LNG车型最主要特点为发动机燃料的区别,而发动机及其附件均在该厂总装车间装配体现,因此需要对该工厂整车装配及检测工艺进行重新规划和设计。
1 LNG燃料加注问题解决
LNG是液化天然气英文首字母的缩写,无色,无味,无毒且无腐蚀性,其体积约为同量天然气气体体积的1/600,温度为-162℃在真空环境下储存[2]。在LNG汽化的过程中,自身温度与常温相比温差非常大,会短时间内吸收空气当中大量的热量,从而导致空气温度急剧下降如图1所示的结霜现象,加上本身属于易燃易爆物品,因此其加注条件非常苛刻,需要较大的场地并建立严格的安全管控措施[3]。
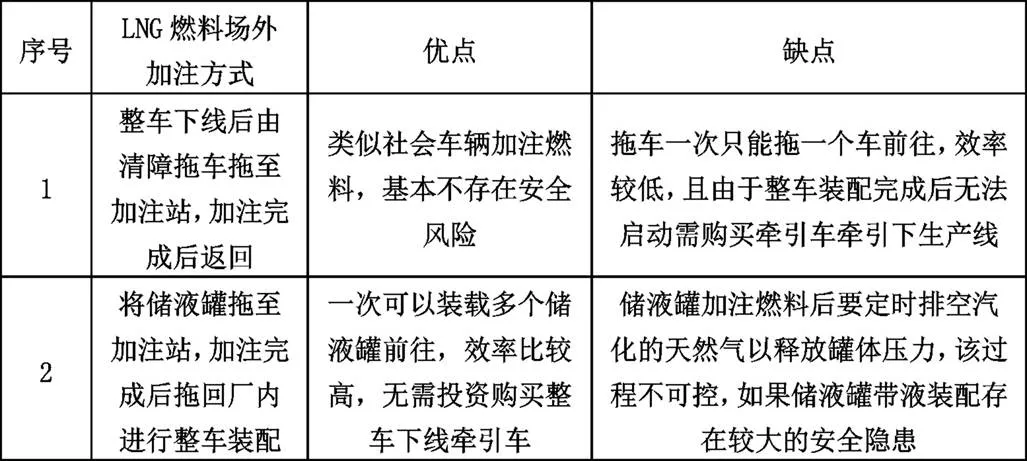
该厂目前柴油的加注采用在厂内建立柴油储存库,通过油泵吸油到生产线末端进行加注的方式。由于该厂场地有限,暂不具备厂内建立加注站加注LNG燃料的条件。通过对比两种场外加注方式的优缺点,如表1,采用第一种加注方式更为安全。
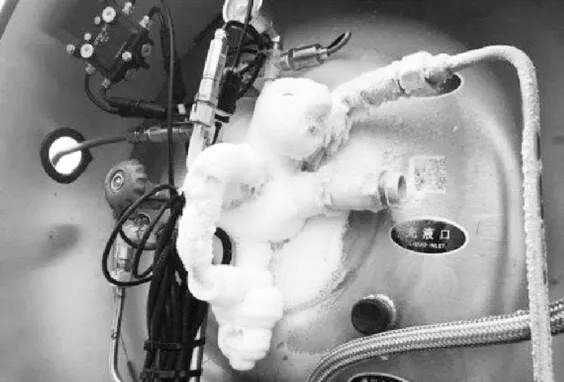
图1 储液罐出液口结霜现象
表1 场外两种加注方式的优缺点对比
由以上分析后制定其燃料加注流程,如图2所示。
2 储液罐装配问题解决
该厂整车装配线建设于20世纪90年代,线体结构为桥式链+板式链。LNG储液罐外形尺寸为1200mm×2350mm× 1500mm,毛重约为500KG,尺寸大重量大,且处于车架最上部,如果在桥式链上进行装配,很难保持车辆随线体移动时的平衡性,有较大安全隐患。因此,储液罐在板式链阶段装配更为合适。
由于储液罐尺寸大重量大需要起重设备进行吊装,而该段板式链已配有一条U型驾驶室吊装轨道及起重设备,已无新增专用吊装轨道及设备的空间,驾驶室整体质量约1000Kg,比储液罐重,因此考虑采用驾驶室吊装轨道进行储液罐吊装作业。原驾驶室吊装有2套起重设备,用一套备一套,为提高设备可靠性,需在该处新增2套起重设备。
该段板式链长度为35m,驾驶室落装后还需进行与底盘的变速操纵、驾驶室举升机构、电气部分以及油液的加注等工序的作业[4],而落装储液罐后只需进行供气管路的连接、缓冲罐水管以及少量电气管路的插接。考虑到尽量减少对后工序作业的影响,在使用该处吊装轨道时,应先吊装驾驶室,再吊装储液罐。为配合驾驶室与储液罐的吊装作业,物流配送叉车每次要根据装配顺序叉运驾驶室和储液罐到上线点位。
根据以上分析,制定的装配点工艺布局图,如图3所示,装配流程如图4所示。
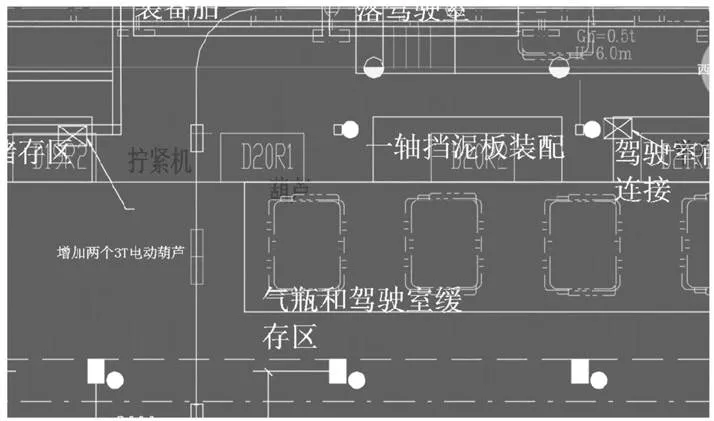
图3 储液罐装配点工艺布局图
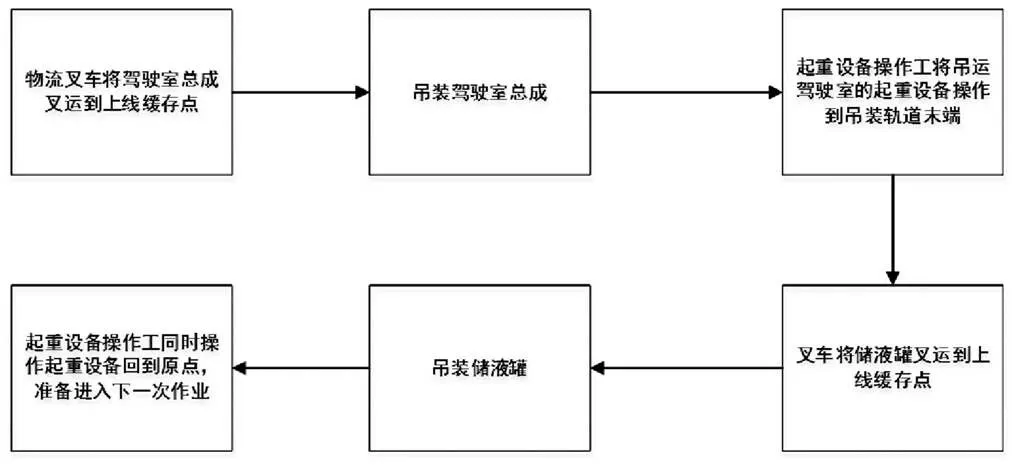
图4 储液罐吊装工序工艺流程图
3 燃气管路的装配以及气密性检测实验的设计
该车型燃气管路在整车装配阶段需要装配三段,分别是缓冲罐出气口至燃气滤清器,滤清器至电磁切断阀,电磁切断阀至发动机进气口。按照尽量模块化上线的原则,缓冲罐至滤清器和滤清器至电磁切断阀段管路在气瓶分装处装配,电磁切断阀至发动机段管路在发动机分装处装配。管路的连接均采用卡套式半球形圆锥刃口密封结构,预紧力大小对管路的密封性影响较大。为提高密封效果,装配时可在连接头半球形表面均匀涂抹一圈燃气管路密封胶,然后使用定值式扭矩扳手拧紧。

图5 燃气管路气密性实验流程图
根据国家相关法规的要求,燃气管路在供气之前需进行惰性气体吹扫以及气密性检测,并提交相关实验过程及实验结果给特种装备研究院以取得装置安装合格证书。惰性气体吹扫一般采用将管路内空气抽出并向管路内充装氮气的方式实现,气密性检测通过向气管路加压+发泡液涂覆的方式实现。结合实验设备的装置特点,其气密性实验的流程如图5所示。
为进一步确保燃气不存在泄漏,结合前文所提到的燃料加注流程,可在整车燃料加注完成返厂后设置一处手持式卤素检漏仪检测点。通过以上分析,制定LNG车型燃气管路气密性检测流程如图6所示。

图6 燃气管路气密性检测流程图
4 LNG车型厂内缓存待发区域的优化
商用车在车辆装配完成下线后,需要进行整车调试作业,经过成品检验合格后由专业物流发运公司承接发往商品车存储大库。因此商用车生产工厂需要具备与产能匹配的厂内车辆缓存区域。该厂之前只生产柴油车型,规划的商用车缓存区域未考虑LNG车型存储的需要。
LNG车型在加注燃料后会不定时排空汽化的燃料[5],而该厂厂内商用车待发区域离居民区较近,其最近处离居民区不足10m,考虑到有一定的安全隐患,需让LNG车型的存储区域尽可能远离居民区。LNG车型燃料加注流程耗时较长,加气站还可能存在排队等待现象,因此至少要保证70台库存量。结合LNG车型气密性检测以及车辆下线的方式,其库存区域规划如图7所示。

图7 LNG车型库存区域规划图
规划完成后,LNG车型库存区最多可容纳75台存放量,其最近点离居民区大于100m.满足了LNG车型生产的要求。
5 总结
本文通过对比LNG重卡和传统柴油卡车的产品差异点,提出了LNG重卡产品在某传统柴油卡车工厂进行混流生产时可能存在的问题,并针对这些问题逐一制定了解决方案。使LNG卡车和柴油卡车混流生产。本文中的工艺设计方法可以扩展到卡车制造工厂在新车型导入时的工艺设计当中。
[1] 孙文涛.天然气(LNG)系列重型载货车装配工艺的设计开发[D].西安:长安大学,2015.
[2] 杜志峰.氮气双膨胀机LNG生产装置投产与工艺流程改进[J].化工管理,2018(01):181-182.
[3] 一汽解放汽车有限公司技术发展部.LNG燃气车型加注工艺及检测技术规范,长春:一汽解放汽车有限公司,2017.
[4] 王望予.汽车设计[M],北京:机械工业出版社,2000.
[5] 杜明广.车载LNG气瓶的设计与分析[D].合肥:合肥工业大学, 2016.
Introduction to a Process Design of LNG Heavy Truck in Multi-Variety Manufacturing System
Liu Zhong
( Chengdu Branch FAW Jiefang Automobile Co., Ltd., Sichuan Chengdu 610000 )
This paper introduces in detail the problems that a traditional fuel commercial vehicle manufacturing plant may encounter in the production of LNG heavy products.The product characteristics of LNG models and the requirements of polices and regulations,and puts forward some measures to solve them ,and put them into practice to realized the traditional fuel model and LNG model mixed flow production purpose.
LNG heavy card; Mixed flow production; Problems; Measures; Practice
10.16638/j.cnki.1671-7988.2021.06.043
U466
B
1671-7988(2021)06-139-03
U466
B
1671-7988(2021)06-139-03
刘忠,机械工程类中级工程师,整车调整工程师,就职于一汽解放汽车有限公司成都分公司。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02 09:57:22
汽车工程师(2021年12期)2022-01-17 02:30:00
橡塑技术与装备(2021年11期)2021-06-16 05:43:14
科学与财富(2021年34期)2021-05-10 15:54:23
装备制造技术(2020年11期)2021-01-26 00:38:58
装备制造技术(2020年12期)2020-05-22 09:25:12
数理化解题研究(2019年22期)2019-08-26 08:05:04
山西建筑(2016年25期)2016-09-28 09:59:00
机械工程师(2015年10期)2015-02-02 01:14:31
机械工程师(2014年3期)2014-11-22 02:11:58